一种汽车B柱成型模具的制作方法
一种汽车b柱成型模具
技术领域
1.本实用新型涉及汽车b柱零件加工设备技术领域,特别是一种汽车b柱成型模具。
背景技术:
2.模具是指工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具;简而言之,模具是用来制作成型物品的工具,这种工具由各种 b柱零件构成,不同的模具由不同的b柱零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,现有汽车的b柱在进行加工时,一般采用冲压方式进行,在使用时还存在以下缺点:
3.现有模具的模座均采用固定式,在加工完成后取件困难,进而给使用者的使用带来不便。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺点,提供一种汽车b柱成型模具。
5.本实用新型的目的通过以下技术方案来实现:一种汽车b柱成型模具,包括锻压设备本体和盛装盒,所述锻压设备本体的中部固定连接有下模,所述下模的内部滑动连接有镶块,所述下模的顶端设置有上模,所述锻压设备本体的顶端固定连接有第一液压缸,所述第一液压缸的输出端与上模的顶端固定连接,所述锻压设备本体的底端固定连接有支撑杆,所述支撑杆的内部固定连接有第二液压缸,所述第二液压缸的输出端与镶块的底端固定连接,所述锻压设备本体的一侧固定连接有第三液压缸,所述第三液压缸的输出端固定连接有推板,所述锻压设备本体的另一侧固定连接有导向板。
6.可选的,所述支撑杆的外形为凹字形,所述支撑杆的顶端通过螺栓与锻压设备本体的底面固定连接,便于对第二液压缸进行定位和支撑,便于使第二液压缸带动镶块进行竖直运动。
7.可选的,所述镶块底端的外形为阶梯状,便于对镶块进行定位。
8.可选的,所述推板的顶面高出下模的顶面,第二液压缸伸长动作,从而便于将b柱零件推出。
9.可选的,所述盛装盒内壁的底端固定连接有第二支撑架,所述第二支撑架的顶端设置有环形管,所述环形管外壁的顶端开设有若干通孔,所述盛装盒的一侧设置有气泵,所述气泵的一端与环形管相连通,所述环形管的顶部设置有过滤板,第二支撑架之间可以便于盛放多余的润滑油,进而第二支撑架可以抬升环形管的安装高度,同时过滤板不仅可以便于对b柱零件进行支撑,而且可以便于对润滑油进行过滤,同时又便于使空气能够穿过。
10.可选的,所述导向板倾斜放置,所述导向板底端的外形为凹字形,所述导向板的内部固定连接有若干万向球,若干万向球在导向板的内壁均匀分布,进而便于使b柱零件能够顺快划过导向板进入至过滤板的顶端。
11.可选的,所述盛装盒位于导向板的底端,所述盛装盒与导向板的底端之间留有间
隙,盛装盒位于锻压设备本体的一侧,可以进行相对位置便于,进而便于使用者根据需要将盛放盒放置于任意位置,同时盛装盒便于盛装加工好的b柱零件,便于对b柱零件进行降温处理。
12.本实用新型具有以下优点:
13.1、该一种汽车b柱成型模具,通过支撑杆的内部固定连接有第二液压缸,第二液压缸的输出端与镶块的底端固定连接,而第三液压缸的输出端固定连接有推板,上模与下模分离后,第二液压缸伸长动作,从而将镶块顶起,从而便于将下模中的b柱零件顶出,第三液压缸伸长动作,推板将b柱零件推出下模,并沿导向板滑入至盛装盒内部的过滤板的顶面,从而便于代替人工实现取出b柱零件操作,降低使用者的劳动量,整体结构简单,便于使用者操作使用。
14.2、该一种汽车b柱成型模具,通过环形管外壁的顶端开设有若干通孔,盛装盒的一侧设置有气泵,气泵的一端与环形管相连通,进而气泵运行,使空气进入至环形管的内部,并从若干通孔进行喷出,从而便于对过滤板顶端的b柱零件进行喷气操作,进而对b柱零件进行降温处理,便于使用者将b柱零件捡起,通过导向板的内部固定连接有若干万向球,进而便于使b柱零件进行滑行,降低b柱零件的磨损量。
附图说明
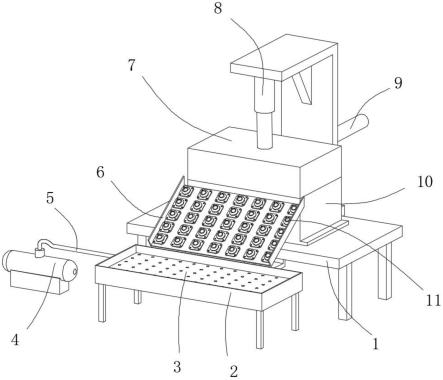
15.图1为本实用新型的第一视角结构示意图;
16.图2为本实用新型的第二视角结构示意图;
17.图3为本实用新型的导向板结构示意图;
18.图4为本实用新型的盛装盒结构示意图;
19.图5为本实用新型的下模结构示意图。
20.图中:1-锻压设备本体,2-盛装盒,3-过滤板,4-气泵,5-环形管,6-导向板,7-上模, 8-第一液压缸,9-第三液压缸,10-下模,11-万向球,12-推板,13-支撑杆,14-第二液压缸, 15-镶块,16-通孔,17-第二支撑架。
具体实施方式
21.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
22.如图1至图5所示,一种汽车b柱成型模具,它包括锻压设备本体1和盛装盒2,锻压设备本体1的中部固定连接有下模10,下模10的内部滑动连接有镶块15,下模10的顶端设置有上模7,锻压设备本体1的顶端固定连接有第一液压缸8,第一液压缸8的输出端与上模 7的顶端固定连接,锻压设备本体1的底端固定连接有支撑杆13,支撑杆13的内部固定连接有第二液压缸14,第二液压缸14的输出端与镶块15的底端固定连接,锻压设备本体1的一侧固定连接有第三液压缸9,第三液压缸9的输出端固定连接有推板12,锻压设备本体1的另一侧固定连接有导向板6。
23.作为本实用新型的一种可选技术方案:支撑杆13的外形为凹字形,支撑杆13的顶端通过螺栓与锻压设备本体1的底面固定连接,支撑杆13可以便于对第二液压缸14进行定位和支撑,便于使第二液压缸14带动镶块15进行竖直运动。
24.作为本实用新型的一种可选技术方案:镶块15底端的外形为阶梯状,通过镶块15与下模10滑动连接,进而可以便于对镶块15进行定位。
25.作为本实用新型的一种可选技术方案:推板12的顶面高出下模10的顶面,通过第二液压缸9伸长动作,从而便于将b柱零件推出。
26.作为本实用新型的一种可选技术方案:盛装盒2内壁的底端固定连接有第二支撑架17,第二支撑架17的顶端设置有环形管5,环形管5外壁的顶端开设有若干通孔16,盛装盒2 的一侧设置有气泵4,气泵4的一端与环形管5相连通,环形管5的顶部设置有过滤板3,在进行冲压b柱零件的过程中,需要使用一定量的润滑油进行润滑,第二支撑架17之间可以便于盛放多余的润滑油,进而第二支撑架17可以抬升环形管5的安装高度,过滤板13放置于环形管5的顶端,进而可以防止b柱直接对环形管5造成冲击,同时过滤板3不仅可以便于对b柱零件进行支撑,而且可以便于对润滑油进行过滤,同时又便于使空气能够穿过。
27.作为本实用新型的一种可选技术方案:导向板6倾斜放置,导向板6底端的外形为凹字形,导向板6的内部固定连接有若干万向球11,若干万向球11在导向板6的内壁均匀分布,进而便于使b柱零件能够顺快划过导向板6进入至过滤板3的顶端。
28.作为本实用新型的一种可选技术方案:盛装盒2位于导向板6的底端,盛装盒2与导向板6的底端之间留有间隙,盛装盒2位于锻压设备本体1的一侧,可以进行相对位置便于,进而便于使用者根据需要将盛放盒2放置于任意位置,同时盛装盒2便于盛装加工好的b柱零件,便于对b柱零件进行降温处理。
29.该实用新型使用时需要以下步骤:
30.1)上模7与下模10分离,第二液压缸14伸长动作,将镶块15顶出下模10,进而带动b柱零件抬升高度,从而顶离下模10;
31.2)第三液压缸9伸长动作,推板12将b柱零件推出下模10,b柱零件沿导向板6滑入盛装盒2的内部,代替人工实现b柱零件取出操作;
32.3)气泵4运行,使空气通过环形管5沿若干通孔16喷出,从而对b柱零件进行降温处理。
33.综上所述,使用者使用时,通过支撑杆13的内部固定连接有第二液压缸14,第二液压缸14的输出端与镶块15的底端固定连接,而第三液压缸9的输出端固定连接有推板12,上模7与下模10分离后,第二液压缸14伸长动作,从而将镶块15顶起,从而便于将下模10 中的b柱零件顶出,第三液压缸9伸长动作,推板12将b柱零件推出下模10,并沿导向板 6滑入至盛装盒2内部的过滤板3的顶面,从而便于代替人工实现取出b柱零件操作,降低使用者的劳动量,整体结构简单,便于使用者操作使用,再通过环形管5外壁的顶端开设有若干通孔16,盛装盒2的一侧设置有气泵4,气泵4的一端与环形管5相连通,进而气泵4 运行,使空气进入至环形管5的内部,并从若干通孔16进行喷出,从而便于对过滤板3顶端的b柱零件进行喷气操作,进而对b柱零件进行降温处理,便于使用者将b柱零件捡起,通过导向板6的内部固定连接有若干万向球11,进而便于使b柱零件进行滑行,降低b柱零件的磨损量。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1