一种新型啤酒托自动化装配装置的制作方法
1.本实用新型涉及自动装配技术领域,尤其涉及一种新型啤酒托自动化装配装置。
背景技术:
2.机械设备领域中包含着多种加工设备,工件装配装置是常用的设备之一,主要用于对零部件的加工组装,从而使得零部件形成一个整体所需部件,以满足后续的生产需求,而传统的酒瓶托装配装置由于操作复杂的原因,通常使用手工装配技术,使得装配效果差且生产效率低,已经不能满足当今社会的生产需求,为了解决这个问题,提高生产效率,需要提供一种新型酒瓶托自动化装配装置,是本领域技术人员需要解决的问题。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种新型啤酒托自动化装配装置,通过在工作台板的顶部设置有一个可以自动冲压的模具台和一个可以自动装配的装配台,只需要将酒瓶放入装配台内,即可通过模具台生产和装配处符合酒瓶的酒瓶托,从而实现了自动化生产装配的功能,并通过在模具台内设置有可以方便更换的符合酒瓶尺寸的酒瓶顶托和定位模,使得整个酒瓶托自动化装配装置可以适用于更多尺寸和形状的酒瓶,使用范围大幅度增加,相比较传统的装配装置,实现了自动化制造冲压酒瓶托的功能,大幅度的提高了生产效率,并且提高了酒瓶托的生产质量。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种新型啤酒托自动化装配装置,包括底板,所述底板的底部固定设置有六个支撑柱,六个所述支撑柱的底部均固定设置有底座,同一侧的两个所述支撑柱之间均固定设置有支撑梁,所述底板的顶部固定设置有工作台板,所述工作台板的顶部固定设置有六个装配台,六个所述装配台的底部一侧均固定设置有模具台,每个所述装配台的底部均固定设置有第一支撑板,每个所述第一支撑板的顶部四角处均固定设置有固定导轨,每个所述固定导轨的顶部均固定设置有第三支撑板,每个所述第三支撑板的顶端中部均固定设置有下压紧气缸;每个所述第一支撑板的顶部均固定设置有定位模,每个所述定位模的顶部均固定设置有下压模,每个所述模具台靠近装配台的一侧均固定设置有顶托定位模,每个所述顶托定位模远离装配台的一侧均固定设置有装配气缸;
6.通过上述技术方案,通过在工作台板上设置有可以自动冲模的模具台和自动装配的装配台,实现了自动化制造冲压酒瓶托的功能,大幅度的提高了生产效率,并且提高了酒瓶托的生产质量。
7.进一步地,六个所述第一支撑板的四个固定导轨的中部均固定设置有第二支撑板,六个所述第二支撑板均与下压模固定连接;
8.通过上述技术方案,通过设置有第二支撑板,可以紧密的压紧和固定下压模。
9.进一步地,六个所述下压紧气缸的底部均固定设置有下压导轨,六个所述下压导轨的底部均穿过第三支撑板和第二支撑板固定设置在下压模的顶部;
10.通过上述技术方案,通过下压导轨可以对下压模进行下压冲模。
11.进一步地,六个所述下压模和定位模之间均固定设置有酒瓶模;
12.通过上述技术方案,通过酒瓶模制造出符合酒瓶尺寸的酒瓶托。
13.进一步地,六个所述顶托定位模靠近装配台的一侧中部均固定设置有酒瓶顶托;
14.通过上述技术方案,通过酒瓶托固定酒瓶模。
15.进一步地,六个所述装配气缸的两侧均固定设置有气缸导轨,六个所述装配气缸的底部均固定设置有支撑台;
16.通过上述技术方案,通过气缸导轨来使得装配气缸进行移动。
17.进一步地,六个所述酒瓶模的正面中部均固定设置有第一酒瓶定位槽,每个所述第一酒瓶定位槽的两侧均固定设置有托顶固定块,每个所述第一酒瓶定位槽的中部均固定设置有通孔;
18.通过上述技术方案,进一步固定酒瓶模。
19.进一步地,六个所述顶托定位模的中部均固定设置有第二酒瓶定位槽,六个所述第二酒瓶定位槽内均固定设置有四个托底固定片;
20.通过上述技术方案,进一步固定酒瓶模。
21.本实用新型具有如下有益效果:
22.1、本实用新型提出的一种新型啤酒托自动化装配装置,通过在工作台板的顶部设置有一个可以自动冲压的模具台和一个可以自动装配的装配台,只需要将酒瓶放入装配台内,即可通过模具台生产和装配处符合酒瓶的酒瓶托,从而实现了自动化生产装配的功能。
23.2、本实用新型提出的一种新型啤酒托自动化装配装置,通过在模具台内设置有可以方便更换的符合酒瓶尺寸的酒瓶顶托和定位模,使得整个酒瓶托自动化装配装置可以适用于更多尺寸和形状的酒瓶,使用范围大幅度增加。
24.3、本实用新型提出的一种新型啤酒托自动化装配装置,相比较传统的装配装置,实现了自动化制造冲压酒瓶托的功能,大幅度的提高了生产效率,并且提高了酒瓶托的生产质量。
附图说明
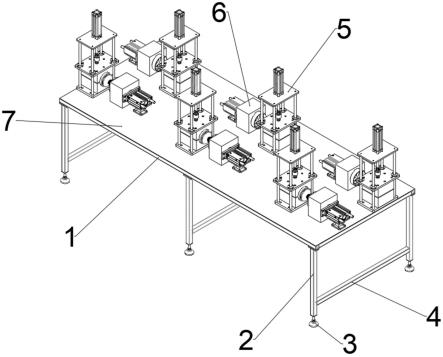
25.图1为本实用新型提出的一种新型啤酒托自动化装配装置的轴侧图;
26.图2为本实用新型提出的一种新型啤酒托自动化装配装置的正视图;
27.图3为本实用新型提出的一种新型啤酒托自动化装配装置的俯视图;
28.图4为本实用新型提出的一种新型啤酒托自动化装配装置的装配台的轴侧图;
29.图5为本实用新型提出的一种新型啤酒托自动化装配装置的托顶模具的正视图;
30.图6为本实用新型提出的一种新型啤酒托自动化装配装置的托底模具的正视图。
31.图例说明:
32.1、底板;2、支撑柱;3、底座;4、支撑梁;5、装配台;6、模具台;7、工作台板;8、第一酒瓶定位槽;9、托顶固定块;10、通孔;11、第二酒瓶定位槽;12、托底固定片;501、第一支撑板;502、固定导轨;503、第二支撑板;504、第三支撑板;505、下压紧气缸;506、下压导轨;507、下压模;508、定位模;509、酒瓶模;601、顶托定位模;602、酒瓶顶托;603、装配气缸;604、气缸导轨;605、支撑台。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.参照图1-6,本实用新型提供的一种实施例:一种新型啤酒托自动化装配装置,包括底板1,所述底板1的底部固定设置有六个支撑柱2,六个支撑柱2的底部均固定设置有底座3,同一侧的两个支撑柱2之间均固定设置有支撑梁4,底板1的顶部固定设置有工作台板7,工作台板7的顶部固定设置有六个装配台5,六个装配台5的底部一侧均固定设置有模具台6,六个装配台5的底部均固定设置有第一支撑板501,六个第一支撑板501的顶部四角处均固定设置有固定导轨502,六个固定导轨502的顶部均固定设置有第三支撑板504,六个第三支撑板504的顶端中部均固定设置有下压紧气缸505;六个第一支撑板501的顶部均固定设置有定位模508,六个定位模508的顶部均固定设置有下压模507,每个模具台6靠近装配台5的一侧均固定设置有顶托定位模601,每个顶托定位模601远离装配台5的一侧均固定设置有装配气缸603。
35.六个第一支撑板501的四个固定导轨502的中部均固定设置有第二支撑板503,六个第二支撑板503均与下压模507固定连接,六个下压紧气缸505的底部均固定设置有下压导轨506,六个下压导轨506的底部均穿过第三支撑板504和第二支撑板503固定设置在下压模507的顶部,六个下压模507和定位模508之间均固定设置有酒瓶模509,六个顶托定位模601靠近装配台5的一侧中部均固定设置有酒瓶顶托602,六个装配气缸603的两侧均固定设置有气缸导轨604,六个装配气缸603的底部均固定设置有支撑台605,六个酒瓶模509的正面中部均固定设置有第一酒瓶定位槽8,每个第一酒瓶定位槽8的两侧均固定设置有托顶固定块9,每个第一酒瓶定位槽8的中部均固定设置有通孔10,六个顶托定位模601的中部均固定设置有第二酒瓶定位槽11,六个第二酒瓶定位槽11内均固定设置有四个托底固定片12。
36.工作原理:在使用该新型啤酒托自动化装配装置时,只需要将酒瓶模509放入下压模507和定位模508之间,然后酒瓶模509的另一端放入酒瓶顶托602内,固定完毕后,通过下压紧气缸505和装配气缸603进行冲压装配即可。
37.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1