一种激光焊接装夹机构
1.本实用新型涉及激光焊接领域,具体涉及一种激光焊接装夹机构。
背景技术:
2.在交通行业的车身结构、通用设备与建筑行业的钣金外观、能源电力等行业的热管理系统冷却件,以及其他类似产品中,存在大量薄板组合结构,以多层板叠层搭接和拼焊对接为主。
3.冷却板是一种叠层搭接组合工件,通常具有密封保压要求,常用的材料是铝合金、不锈钢,部分使用镀锌钢板等。现有激光焊技术通常不能满足表面质量要求与连续焊缝不泄露等条件,从而导致激光焊技术难以获得规模化应用,不能实现生产效率的提升与制造成本的降低。尤其是新能源汽车冷却板铝合金叠层组合激光焊面临着焊缝气孔、裂纹、薄板底层板易焊透等问题,不能满足产品保压密封、接触面平整等使用要求。
4.除了连续密封保压要求对激光焊工艺本身的挑战以外,薄板冷却板产品还存在以下特点:1、焊缝总长度大,有的产品焊缝可达数十米,焊接过程容易形成热量累积,导致产品件焊后容易产生较大的变形;2、接触面平整度要求高,部分产品对焊缝余高、焊接飞溅控制要求严格。激光焊过程会产生烟尘,焊接烟尘会在一定程度上阻碍激光束能量作用在材料表面,从而造成焊接过程不稳定,引起焊接飞溅;当材料为镀锌钢板时,由低沸点的锌镀层形成的焊接烟尘将造成更加剧烈的能量阻碍,并且锌蒸气也将造成焊接熔池产生大量飞溅。除此之外,铝合金、不锈钢等材料在高功率激光焊接、以及光束摆动焊接时,也容易产生飞溅。材料上非均匀的油污也会造成焊接烟尘突变,引起焊接质量缺陷。
5.激光拼焊板是一种对接拼焊结构,其连续焊缝对焊接质量一致性要求极高,涂层材料或者焊接烟尘也会影响焊接质量的稳定性,造成局部焊接缺陷。
6.可见,产品激光焊接既存在焊缝质量的工艺问题,又存在产品应用的外观、功能要求,现有技术无法同时、或者单独满足上述要求。焊接烟尘对焊缝质量与产品质量具有不利的影响,是现有技术忽略的地方。
7.在现有技术中,对焊接烟尘的影响通常考虑对生产环境的影响,比如文献cn114054987a中描述的除烟防护装置,用来对烟尘进行过滤处理,保护工作环境;另外,有考虑对焊接头光学器件的影响,比如文献cn109153096b中描述的激光头上的第一空气喷嘴,通过高速空气去除从保护气升起的烟雾及溅射物。
技术实现要素:
8.为了解决薄板结构产品激光焊接焊接烟尘及其飞溅造成的焊缝不稳定和表面飞溅粘黏,影响产品整体平面度和接触面平整度;同时解决焊接热循环和热量累积造成焊接接头应力及其引起的变形和接头性能等问题,本实用新型提供一种专用激光焊接装夹激光装置。
9.本实用新型提供的一种技术方案为:
10.一种激光焊接装夹机构,用于薄板的叠层或拼接焊接,其特点在于,包含与待焊工件上表面接触的压块和与待焊工件下表面接触的支撑块,所述压块与支撑块之间存在相互朝向的作用力,以使待焊工件位置固定;
11.所述压块存在空白区域以使所述待焊工件待焊区域的上表面暴露,焊接光束能够作用于待焊区域,并且压块朝向上表面待焊区域的面存在断续分布的压块小孔;
12.所述支撑块在与压块空白区域对应的位置也存在空白区域,以使待焊区域的下表面暴露,并且支撑块朝向下表面待焊区域的面存在断续分布的支撑块小孔;
13.所述压块小孔和/或支撑块小孔连接真空泵,通过所述小孔分别对上表面和/或下表面的待焊区域施加吸力作用,从而吸收焊接过程中产生的焊接烟尘和飞溅。
14.所述小孔开口任意两点线段长度不大于6mm。
15.在一优选例种,所述装夹机构装置的压块空白区域间隔距离d1满足w1≤d1≤w1+10mm,其中w1为空白区域对应上表面焊缝宽度。
16.同时,所述装夹机构装置的支撑块空白区域间隔距离d2满足w2≤d2≤d1,其中w2为空白区域对应下表面焊缝宽度;当w2=0时,即叠层组合下表面未焊透,则支撑块可以不存在空白区域。
17.在另一优选例中,所述激光焊接装置装夹机构的压块和支撑块的小孔具有闭合功能,在焊接之前所述小孔关闭,在焊接激光束作用区域对应的小孔在激光束到达对应位置之前提前打开,激光束离开对应位置一段时间之后关闭,以使激光束作用与小孔作用处于实时同步状态;所述小孔的闭合可以通过设置在小孔连接通道内或者小孔出口位置的挡片遮挡实现,所述挡片通过来回机构改变位置实施开合。
18.在另一优选例中,所述装夹机构装置的压块和支撑块所述空白区域两边的小孔中至少一边的小孔用于对待焊区域的上表面和下表面分别施加保护气体,以避免焊缝形成过程中受到空气影响;保护气体可以通过外接压缩气瓶实施,通过保护气体排出压块和支撑块空白区域的空气,使焊缝在高温状态时免受氧化。空白区域两边的小孔可以一边提供保护气体,一边提供吸力作用。
19.在另一优选例中,所述装夹机构装置的压块内部存在连通的空腔,所述空腔与所述小孔的连续通道不存在相交串通区域;所述空腔底部与压块和叠层组合上表面接触面的距离不大于3mm;所述空腔与外部冷却系统连接,以使焊接过程中冷却介质在压块内部的空腔中循环流动;所述冷却系统是水温设置在5-15℃的冷却水循环机。
20.同时,所述装夹机构装置的支撑块内部也存在连通的空腔,所述空腔与外部冷却系统连接,以使焊接过程中冷却介质在压块内部的空腔中循环流动。
21.在另一优选例中,所述压块或支撑块内部空腔的至少一个与外部加热系统连接,以使高温介质存在空腔内部,所述高温介质是具有30-90℃的循环水,或者100-300℃的熔融盐或者油。
22.本实用新型的有益效果在于:
23.1.通过焊接装置装夹机构压块和支撑块小孔吸力作用,能够实时吸收激光焊过程中的烟尘和飞溅,避免飞溅对表面的粘黏损伤,消除低沸点表面涂层、油污等不稳定因素造成的飞溅和气孔等缺陷。
24.2.通过焊接装置装夹机构压块和支撑块小孔提供保护气体,能够实时对焊缝正面
和背面进行保护以避免氧化;也方便提供工艺所需的其他气体,辅助气孔消除、组织改善等。
25.3.通过焊接装置装夹机构压块和支撑块的小孔在对应激光束焊接位置打开,在非焊接位置闭合的特征,能够有效减少吸力设备功率或者保护气体需求量,增加吸力作用效果或者保护气作用效果。
26.4.通过焊接装置装夹机构压块和支撑块小孔提供吸力或者保护气体,对激光焊接系统本身的气路没有额外的要求,不需要通过现有技术(比如cn109153096b)激光头自带的管路或者气体外加管路实施,避免了可能造成的可达性问题,使装夹机构具有广泛的适用性。
27.5.通过焊接装置装夹机构压块和支撑块内部腔体接通冷却系统,实现焊接过程中材料吸收激光束能量的快速扩散,避免焊接激光能量的累积,抑制常规技术中由于热量累积引起的焊接产品变形。通过焊缝上下的双面冷却,能够获得比单面冷却、冷却气冷却等常规方式更好的效果。当压块空白区域间隔距离d1数值较小时,比如为上表面焊缝宽度w1的2倍,则能阻拦飞溅粘黏在材料表面。
28.6.通过焊接装置装夹机构压块和支撑块内部腔体接通加热系统,使待焊工件的初始温度处于高于常温或者较高温度,有利于减少铝合金材料对激光束的反射;避免焊缝过快冷却,改善焊接接头的组织。
附图说明
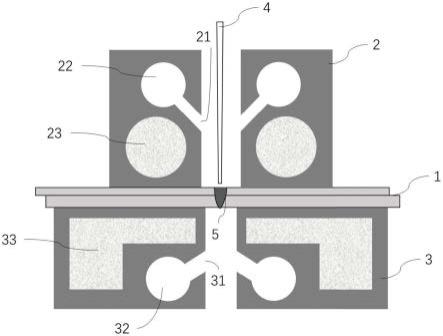
29.图1是激光焊接装夹机构压块和支撑块在焊接时局部横截面示意图。
30.图2是一种具有不同压块和支撑块内部结构的焊接装置局部横截面示意图。
31.图3是一种具有不同压块和支撑块内部结构组合的焊接装置局部横截面示意图,焊缝形式为搭接角焊缝。
32.图4是一种对接拼焊组合装夹机构压块和支撑块在焊接时局部横截面示意图。
33.附图标记:1-薄板叠层组合;12-对接拼焊组合;2-压块;21-压块小孔;22-压块连接通道;23-压块空腔;24-压块挡块;3-支撑块;31-支撑块小孔;32-支撑块连接通道;33-支撑块空腔;4-激光焊系统输出的激光束;5-叠层组合全焊透焊缝;6-辅助块;61-辅助块连接通道;62-辅助块挡块。
具体实施方式
34.下面将结合附图1-4对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.实施例1
36.根据薄板叠层组合产品的焊缝位置,在激光焊接装置的装夹机构中设置压块2和支撑块3,两者之间通过相互朝向的作用力使叠层组合1的多层板之间在待焊区域相互贴合,所述作用力通过磁力或者机械力实施。如图1所示,本实用新型提供的一种实施例在压块2设置空白区域,以使激光焊接系统输出的激光束4通过空白区域作用在叠层组合上表面
以产生焊缝5。同时,在压块朝向上表面待焊区域的两个面上分别设置压块小孔21,并在压块内部分别设置压块小孔连接通道22。在支撑块3的空白区域朝向下表面待焊区域的两个面上分别设置支撑块小孔31,在支撑块内部分别设置支撑块小孔连接通道32。所述压块小孔连接通道22与所述支撑块小孔连接通道32的横截面形状优选为圆形或矩形或其组合形状,小孔连接通道22和32与外部真空泵系统连接,从而产生吸力作用,在焊接过程中,吸收焊接烟尘和飞溅,提升连续焊接过程稳定性,抑制焊接飞溅对焊缝及周边表面质量的影响。小孔出口位置为圆形、方形或椭圆形,直径、对角线或长轴的数值不大于6mm,优选为2-4mm。小孔以等间距均布的方式存在,孔中心间距不大于30mm,优选为10-15mm。小孔底部与叠层组合上表面的距离不大于20mm,优选为3-10mm。所述小孔的设置在压块与支撑块中的空白区域两侧面上分别呈对称分布,或者呈间错分布。根据实际产品情况,在一种实施例中,所述压块2和所述支撑块3中至少一个可以仅存在单侧。在另一种实施例中,所述压块2和所述支撑块3的空白区域两侧上的小孔中至少一侧提供保护气体,所述保护气体由小孔连接通道22或32与外部钢瓶气等气源连接提供。
37.实施例2
38.如图1所示,在压块和支撑块设置小孔和连接通道的基础上,另外在压块2空白区域两边内部分别设置压块空腔23,在支撑块3两边内部分别设置支撑块空腔33;所述压块空腔23的最低点距离叠层组合1的上表面不大于5mm,优选为2-3mm;所述支撑块空腔33的最高点距离叠层组合1的下表面不大于5mm,优选为2-3mm。所述压块空腔23与所述支撑块空腔33的横截面形状优选为圆形或矩形或其组合形状,压块空腔23与支撑块空腔33与外部冷却系统连接,以使冷却液体在空腔内循环流动。在一种实施例中,所述外部冷却系统为循环水冷却机,所述冷却液体为温度不高于15℃的水,优选为5-10℃的水。在另一种实施例中,冷却液体为乙二醇型冷却液,温度为0-5℃。在激光焊接过程中,通过冷却液体在压块与支撑块中循环流通,带走材料吸收激光束形成焊缝之后向母材扩散的热量,从而避免热量累积,减少热量对焊缝之外区域的影响,减小产品整体变形程度。
39.实施例3
40.如图2所示,采用不同的压块与支撑块结构形式,在一种实施例中,所述压块空白区域底部具有间隔d1,上部具有较大的间隔距离,d1的数值与上表面焊缝宽度w1的数值满足w1≤d1≤w1+10(单位mm),优选为w1≤d1≤3*w1。所述支撑块空白区域具有间隔d2,d2的数值与下表面焊缝宽度w2的数值满足w2≤d2≤d1,在一种实施例中,焊缝未穿透下层板,d2=w2=0,即支撑块中不存在小孔和小孔通道。在另一种实施例中,在压块小孔连接通道22与小孔21过渡位置设置挡块24,通过程序编辑设置控制挡块的来回平移或者旋转使小孔闭合或者打开,在焊接之前挡块24关闭小孔21,挡块移动控制程序与激光束行走路径控制程序联动,以确保在激光束4到达待焊区域某个位置之前,挡块24移动使对应位置的小孔21打开,小孔提前打开的时间不超过10s,优选为3-5s;当激光束4完成焊接并离开对应位置一段时间之后,挡块24移动以使对应位置的小孔21再次关闭,小孔关闭的滞后时间不超过10s,优选为3-5s;通过小孔的提前打开和延后关闭以使激光束作用过程中以及熔池凝固形成焊缝过程中,小孔的吸力或者保护气持续作用于焊接区域。
41.实施例4
42.如图2和图3所示,在一种实施例中,所述压块2的小孔21或者所述支撑块3的小孔
31与外部辅助块6的小孔连接通道61相通,由辅助块挡块62控制小孔的开闭。在另一种实施例中,如图3所示,压块或者支撑块空白区域两侧具有不同的结构设计。
43.实施例5
44.如图3所示,在一种实施例中,在所述叠层组合1待焊区域是搭接角焊缝形式,形成焊缝横截面51,焊缝51未穿透叠层组合底层板,此时,支撑块不存在空白区域,支撑块3内部仅存在空腔33,冷却液体通过空腔33循环流动以从底层板焊接区域带走热量。
45.实施例6
46.在另一种实施例中,所述压块2的内部空腔23与所述支撑块3的内部空腔33的至少一个与外部加热系统连接,以使高温介质存在空腔内部,所述高温介质是具有30-90℃的循环水,或者100-300℃的熔融盐或者油。
47.实施例7
48.如图4所示,装夹机构装置与上述实施例类似,所不同的是,在一种实施例中,待焊工件是对接拼焊组合12。通过压块小孔21和支撑块小孔31消除焊接烟尘对连续拼焊焊缝质量的影响。同时,通过压块空腔23与支撑块空腔33内部循环冷却液体限制激光束热量对超高强钢、铝合金等材料接头热影响区的影响。
49.以上所述仅是本实用新型的优选实施方式,应当指出的是,对于本技术领域的技术人员来说,在不脱离本实用新型方法的前提下,可以进行若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1