一种铰页底座组件焊接工装的制作方法
1.本实用新型涉及铰页底座技术领域,具体来说涉及一种铰页底座组件焊接工装。
背景技术:
2.铰页底座,作为人防门的门框上需要用到的组件,铰页底座为一块铰座和两块连接块焊接而成,现有技术中,通常将铰座放置在工作台上,将连接块放在铰座上对应的位置上行,通过多点焊接将连接块初步与铰座固定后,再完整地将连接块和铰座之间的连接处焊接完成。
3.根据专利号cn201420201562.8,公开了一种纵向可调式铰页底座钻孔用定位工装,包括:底板和设置在底板上部的顶板,所述的顶板通过焊接在底板上的两块侧板设置在底板上部,所述的顶板焊接在侧板上,顶板的板面上打通有上定位孔,所述的底板的上板面设置有限位块,底板的板面上打通有下定位孔,所述的下定位孔与上定位孔在同一直线上,下定位孔与上定位孔数量相同,所述的底板两边侧壁上开设有u型槽,底板前端侧壁上设置有定位螺栓。
4.现有的工装只能用于对铰页底座进行固定,并利用人工进行焊接,通过人工焊接不仅效率低,且容易使焊枪误触碰到铰页底座上,从而对铰页底座造成损伤,同时,现有的工装设计无法更好的对铰页底座进行快速定位,且无法实现大规模的焊接,极大的影响铰页底座的生产。
技术实现要素:
5.本实用新型的目的是提供一种铰页底座组件焊接工装,其工装设计合理,符合人体工学,使操作者省去之前的手工定位、手工焊接的问题,使其可直接以工装定位零件,提高工作效率,降低劳动强度,稳定产品质量;该工装可满足铰页底座在工装上一次定位即实现铆焊及焊接工作。
6.为了实现上述目的,本实用新型提供如下技术方案:一种铰页底座组件焊接工装,包括铰底板,还包括底架以及固定安装于底架顶部的主底板,所述主底板的顶部设置有多个挡板,且主底板位于挡板的一侧活动设置有定位夹紧组件,所述铰底板分别贴合于挡板的一侧外壁以及定位夹紧组件一侧,所述定位夹紧组件内设置的主快速夹钳活动以配合主底板夹固铰底板。
7.作为优选,所述定位夹紧组件还包括活动设置于主快速夹钳相对两侧的辅快速夹钳,所述铰底板上活动放置有主连接块。
8.作为优选,所述主快速夹钳的固定端固定安装有定位夹紧块,所述定位夹紧块的相对两侧分别对称设置有定位螺栓。
9.作为优选,所述挡板上活动设置有固定杆,所述固定杆配合挡板和定位夹紧组件形成单开口插槽,所述铰底板插接于单开口插槽内。
10.作为优选,所述固定杆位于挡板内对称设置有滑杆,且滑杆的一端分别固定安装
有牵拉弹簧,所述牵拉弹簧的另一端固定安装于挡板上,所述固定杆上固定安装有抓把。
11.在上述技术方案中,本实用新型提供的一种铰页底座组件焊接工装,具备以下有益效果:通过主底板的顶部设置有多个挡板,且主底板位于挡板的一侧活动设置有定位夹紧组件,从而使铰底板分别贴合于挡板的一侧外壁以及定位夹紧组件一侧以进行快速的定位,解决了由工人测量定位造成的效率降低,通过定位夹紧组件内设置的主快速夹钳活动以配合主底板夹固铰底板从而便于对铰底板进行铆焊及焊接的工作。
附图说明
12.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
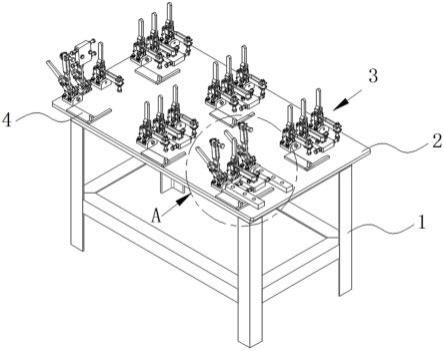
13.图1为本实用新型实施例提供的底架整体结构示意图;
14.图2为本实用新型实施例提供的a处放大结构示意图;
15.图3为本实用新型实施例提供的主底板顶部结构示意图;
16.图4为本实用新型实施例提供的底架侧面结构示意图;
17.图5为本实用新型实施例提供的底架部分侧面结构示意图;
18.图6为本实用新型实施例提供的固定杆剖面结构示意图。
19.附图标记说明:
20.1、底架;2、主底板;3、定位夹紧组件;4、挡板;5、主连接块;6、铰底板;7、固定杆;31、主快速夹钳;32、辅快速夹钳;33、定位夹紧块;34、定位螺栓;71、抓把;72、滑杆;73、牵拉弹簧。
具体实施方式
21.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
22.如图1-6所示,一种铰页底座组件焊接工装,包括铰底板6,还包括底架1以及固定安装于底架1顶部的主底板2,主底板2的顶部设置有多个挡板4,且主底板2位于挡板4的一侧活动设置有定位夹紧组件3,铰底板6分别贴合于挡板4的一侧外壁以及定位夹紧组件3一侧,定位夹紧组件3内设置的主快速夹钳31活动以配合主底板2夹固铰底板6。通过主底板2的顶部设置有多个挡板4,且主底板2位于挡板4的一侧活动设置有定位夹紧组件3,从而使铰底板6分别贴合于挡板4的一侧外壁以及定位夹紧组件3一侧以进行快速的定位,解决了由工人测量定位造成的效率降低,通过定位夹紧组件3内设置的主快速夹钳31活动以配合主底板2夹固铰底板6从而便于对铰底板进行铆焊及焊接的工作。
23.如图1所示,作为本实用新型进一步提供的技术方案,定位夹紧组件3还包括活动设置于主快速夹钳31相对两侧的辅快速夹钳32,铰底板6上活动放置有主连接块5,辅快速夹钳32活动可对铰底板6上的主连接块5进行快速的固定。
24.进一步的,为了便于且快速的定位主连接块5位于铰底板6上的位置,在主快速夹钳31的固定端固定安装有定位夹紧块33,定位夹紧块33的相对两侧分别对称设置有定位螺栓34,定位螺栓34固定安装于定位夹紧块33上,通过活动主快速夹钳31,使其上的定位夹紧
块33压固于铰底板6上,此时再将两个主连接块5对称放置于铰底板6上并使主连接块5相邻一侧贴合于定位螺栓34上,并活动辅快速夹钳32使其对铰底板6上的主连接块5进行快速的固定,从而快速的定位主连接块5位于铰底板6上的位置,以便于对主连接块5和铰底板6进行焊接,极大的缩减了由人工测量主连接块5的位置造成的生产效率低。
25.更进一步的,为了快速的引导放置铰底板6,在挡板4上活动设置有固定杆7,固定杆7配合挡板4和定位夹紧组件3形成单开口插槽,铰底板6插接于单开口插槽内,从而可以快速的对铰底板6进行引导。
26.再者,为了为了减少铰底板6贴合于挡板4的一侧外壁以及定位夹紧组件3一侧因人为晃动造成的位置不准的问题,固定杆7位于挡板4内对称设置有滑杆72,且滑杆72的一端分别固定安装有牵拉弹簧73,牵拉弹簧73的另一端固定安装于挡板4上,通过牵拉弹簧73可对固定杆7进行牵拉,从而使固定杆7配合定位夹紧组件3对铰底板6进行夹固,从而减少因人为晃动造成的位置不准的问题,同时固定杆7上固定安装有抓把71,利用抓把71可便于拉动固定杆7,以使铰底板6从单开口插槽脱离。
27.工作原理:首先,人工将铰底板6放在主底板2上,使铰底板6插接于单开口插槽内,并使铰底板6分别贴合于挡板4的一侧外壁以及定位夹紧组件3一侧以进行快速的引导定位,牵拉弹簧73对固定杆7进行牵拉,从而使固定杆7配合定位夹紧组件3对铰底板6进行夹固,再将定位夹紧组件3内的主快速夹钳31放下以使定位夹紧块33压固于铰底板6上,此时再将两个主连接块5对称放置于铰底板6上并使主连接块5相邻一侧贴合于定位螺栓34上,并放下辅快速夹钳32使其对铰底板6上的主连接块5进行快速的固定,从而快速的定位主连接块5位于铰底板6上的位置,以便于对主连接块5和铰底板6进行焊接,通过在底架1旁边设置智能机器人,并设置启动按钮,当铰底板6和主连接块5夹紧完成后,通过按压启动按钮,智能机器人分别对多组铰底板6进行铆焊,铆焊完成后智能机器人回归零位并报警提示制作者将定位夹紧组件3内的主快速夹钳31和辅快速夹钳32都抬起,抬起完成后按下启动按钮,智能机器人分别对多个铰底板6连续焊接,完成后智能机器人回归零位并报警提示制作者人工将铰底板6卸下,完成工件焊接工作。
28.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1