接线盒自动装配装置的制作方法
1.本实用新型涉及一种接线盒自动装配装置。
背景技术:
2.在光伏组件的生产作业中,通常采用人工作业的方式进行流水线加工,因此需要解决生产效率慢、生产场地小等问题的自动化生产加工设备。
技术实现要素:
3.为了克服现有技术生产工艺中遇到的问题,本产品发明的目的在于提供一种体积较小、生产加工效率较高的接线盒自动装配装置。
4.为了达到以上目的,本实用新型提供了一种接线盒自动装配装置,包括机架,所述的机架的上方可转动的设置有转盘机构,所述的转盘机构的圆周上环绕设置有复数个盒体定位治具,环绕所述的转盘机构依次设置有电阻焊机构、压线块上料机构、超声波机构、测试机构、下料机构,在工作状态下,装载有接线盒的盒体定位治具被输送到电阻焊机构,所述的电阻焊机构将接线盒的线缆和模块二极管焊接在一起,所述的压线块上料机构将压线块定位在接线盒的线缆上,所述的超声波机构将压线块和接线盒熔接在一起,所述的测试机构测试接线盒的电特性,所述的下料机构将装配后的接线盒从盒体定位治具取下。
5.优选的,所述的转盘机构包括电机、分割器、减速机。
6.优选的,所述的电阻焊机构包括电阻焊基座,所述的电阻焊基座上方依次设置有上气缸、安装在所述的上气缸输出端的上绝缘板、连接于所述的上绝缘板下方的凹电极安装板、沿横向连接于所述的凹电极安装板的上转接杆、沿纵向穿设于所述的上转接杆的上注水铜棒、固定在所述的上注水铜棒下端的凹电极,所述的电阻焊基座下方依次设置有下气缸、安装在所述的下气缸输出端的下绝缘板、连接于所述的下绝缘板上方的平电极安装板、沿横向连接于所述的平电极安装板的下转接杆、沿纵向穿设于所述的下转接杆的下注水铜棒、固定在所述的下注水铜棒上端的平电极,在工作状态下,所述的下气缸驱动所述的平电极上行至固定位置,所述的上气缸驱动所述的凹电极靠近所述的平电极放电。
7.优选的,所述的凹电极、平电极由钛锆钼材料锻造而成。
8.优选的,所述的凹电极的端部具有半径为.mm至.mm的定位孔。
9.优选的,所述的压线块上料机构包括压线块上料基座、设置在所述的压线块上料基座上的旋转气缸、安装在所述的旋转气缸的用于取放压线块的吸嘴,以及用于控制所述的吸嘴的真空阀。
10.优选的,所述的超声波机构包括超声波控制器、超声波基座、震子、以及超声波上下模。
11.优选的,所述的测试机构包括支架、设置于所述的支架顶部的测试气缸、连接于所述的测试气缸的输出端的探针板,当转盘机构转动至盒体定位治具位于探针板的下方时,所述的测试气缸驱动探针板下行连接至接线盒进行测试。
12.优选的,所述的测试机构还包括扫描模组,所述的扫描模组获取接线盒的编号并与测试机构的测试结果相匹配,所述的下料机构根据测试结果将接线盒从盒体定位治具取下并分类收集。
13.优选的,还包括上料工位,用于将接线盒放置在盒体定位治具中。
14.由于采用了以上技术方案,本实用新型是一种集上料、加工、检测、下料于一体的新型非标自动化设备,主要解决了生产效率慢、生产场地小等问题。
附图说明
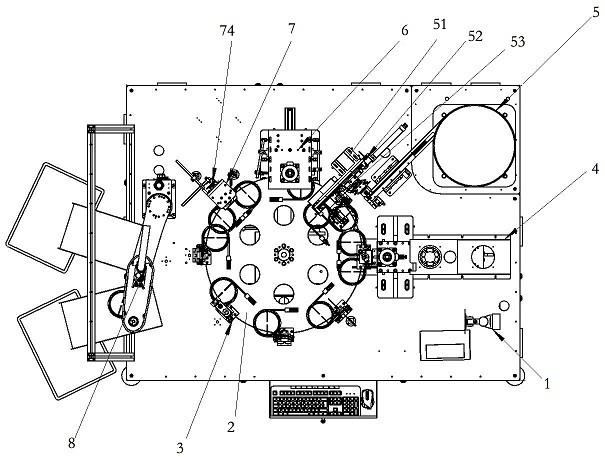
15.附图1为本实用新型的接线盒自动装配装置的示意图;
16.附图2为本实用新型的接线盒自动装配装置的电阻焊机构的立体图;
17.附图3为本实用新型的接线盒自动装配装置的电阻焊机构的放大图;
18.附图4为本实用新型的接线盒自动装配装置的电阻焊机构的凹电极的主视图;
19.附图5为本实用新型的接线盒自动装配装置的电阻焊机构的平电极的主视图;
20.附图6为本实用新型的接线盒自动装配装置的测试机构的立体图。
具体实施方式
21.在下文中,将简要地描述在说明书中使用的术语,并且将详细地描述实施例。本文使用的包括描述性术语或技术术语的所有术语应被解释为具有本领域普通技术人员所理解的含义。然而,根据本领域普通技术人员的意图、先例或新技术的出现,这些术语可以具有不同的含义。
22.此外,一些术语可以由申请人选择,并且在这种情况下,选择的术语的含义将在实施例的详细说明中被详细描述。因此,本文使用的术语必须基于术语的含义连同整个说明书中的描述被定义。此外,当部件“包括”或“包含”元件时,除非存在与其相反的特定描述,否则该部件还可以包括其他元件,而不排除其他元件。在下面的描述中,诸如“组件”和“模块”的术语指示用于处理至少一个功能或操作的单元,其中、单元和模块可以被实施为硬件或软件或者通过将硬件和软件进行组合而被实施。
23.现在将参照附图更全面地描述实施例。然而,实施例可以以许多不同的形式被实施,并且不应被解释为限于本文阐述的实施例。相反,提供这些实施例使得本公开将是彻底和完整的,并且将向本领域普通技术人员充分地传达实施例的构思。在下面的描述中,不详细描述公知的功能或结构,因为它们将用不必要的细节来模糊实施例,并且在整个说明书中,附图中相同的参考标号表示相同或相似的元件。
24.附图1为本实用新型的接线盒自动装配装置的示意图。本实施例中的一种接线盒自动装配装置,包括机架1,机架1的上方可转动的设置有转盘机构2,转盘机构2包括电机、分割器、减速机。转盘机构2的圆周上环绕设置有复数个盒体定位治具3,环绕转盘机构2依次设置有电阻焊机构4、压线块上料机构5、超声波机构6、测试机构7、下料机构8。电气部分主要包括空气开关、plc、继电器、继电器模块、37pin转接卡、三色灯、按钮、人机界面、工控机等。
25.压线块上料机构5包括压线块上料基座51、设置在压线块上料基座51上的旋转气缸52、安装在旋转气缸52的用于取放压线块的吸嘴53,以及用于控制吸嘴53的真空阀。超声
波机构6包括超声波控制器、超声波基座、震子、以及超声波上下模。
26.在工作状态下,装载有接线盒的盒体定位治具3被输送到电阻焊机构4,电阻焊机构4将接线盒的线缆和模块二极管焊接在一起,压线块上料机构5将压线块定位在接线盒的线缆上,超声波机构6将压线块和接线盒熔接在一起,测试机构7测试接线盒的电特性,下料机构8将装配后的接线盒从盒体定位治具3取下。
27.附图2为本实用新型的接线盒自动装配装置的电阻焊机构的立体图,附图3为本实用新型的接线盒自动装配装置的电阻焊机构的放大图。电阻焊机构4包括电阻焊基座41,电阻焊基座41上方依次设置有上气缸411、安装在上气缸411输出端的上绝缘板412、连接于上绝缘板412下方的凹电极安装板413、沿横向连接于凹电极安装板413的上转接杆414、沿纵向穿设于上转接杆414的上注水铜棒415、固定在上注水铜棒415下端的凹电极416,电阻焊基座41下方依次设置有下气缸417、安装在下气缸417输出端的下绝缘板418、连接于下绝缘板418上方的平电极安装板419、沿横向连接于平电极安装板419的下转接杆420、沿纵向穿设于下转接杆420的下注水铜棒421、固定在下注水铜棒421上端的平电极422,在工作状态下,下气缸417驱动平电极422上行至固定位置,上气缸411驱动凹电极416靠近平电极422放电。
28.附图4为本实用新型的接线盒自动装配装置的电阻焊机构的凹电极的主视图,附图5为本实用新型的接线盒自动装配装置的电阻焊机构的平电极的主视图。凹电极416、平电极422由钛锆钼材料锻造而成,凹电极416的端部具有半径为2.3mm至2.5mm的定位孔423。由于线缆采用无铅锡片熔点低,金属电阻焊接靠热量,为了避免锡片融化影响热量和工艺,焊接采用压缩比70-90,焊接拉力360-400mpa。
29.附图6为本实用新型的接线盒自动装配装置的测试机构的立体图。测试机构7包括支架71、设置于支架71顶部的测试气缸72、连接于测试气缸72的输出端的探针板73,当转盘机构2转动至盒体定位治具3位于探针板73的下方时,测试气缸72驱动探针板73下行连接至接线盒进行测试。测试机构7还包括扫描模组74,扫描模组74获取接线盒的编号并与测试机构7的测试结果相匹配,下料机构8根据测试结果将接线盒从盒体定位治具3取下并分类收集。
30.在另一个实施例中,还包括上料工位,用于将接线盒放置在盒体定位治具3中。
31.本实用新型是一种集上料、加工、检测、下料于一体的新型非标自动化设备,主要解决了生产效率慢、生产场地小等问题,效率高(可达每小时600件以上),占地面积小(9平方米左右一台),人工需求少(一个人可以操作多台)。
32.应理解,本文描述的实施例应仅在描述性意义上而不是出于限制的目的来考虑。每个实施侧内的特征或方面的描述通常应被认为可用于其他实施例中的其他类似特征或方面。虽然已经参照附图描述了一个或更多个实施例,但是本领域普通技术人员将理解,在不脱离由所附权利要求限定的精神和范围的情况下,可以在其中进行形式和细节上的各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1