数控冲床快速置换丝锥攻丝装置的制作方法
1.本实用新型涉及冲床模具,尤其是数控冲床快速置换丝锥攻丝装置。
背景技术:
2.现有的数控冲床模具在冲裁金属板料后,一般需拆卸下板材,再进行后续攻丝工序,因而导致人工成本和时间成本提高,并且错攻和漏攻现象时有发生。业内虽有一些厂家在数控冲床上加装进口攻丝机构,但因结构复杂,价格昂贵,当丝锥磨损后还必须将丝攻从机床上拆下,重新安装调节,致使使用成本增高,推广受到限制。
技术实现要素:
3.本实用新型的目的是提供一种当丝锥磨损后,不必拆卸模具,在机床上即可快速置换丝锥且结构简单,使用方便,成本低廉的数控冲床快速置换丝锥攻丝装置。
4.本实用新型的技术解决方案是,数控冲床快速置换丝锥攻丝装置包括上模体、夹头组件;夹头组件设置在上模体下端,夹头组件由基体、夹头、压簧及钢珠组成;所述基体呈圆柱体状,其外径上设有供安装紧定螺钉的锥孔,其下端设有与其外径同轴的沉孔,沉孔下部设有环形槽,环形槽的下端呈环形锥面,沉孔底部设有与丝锥上端四方杆相适配的四方孔;夹头呈圆筒体状,其外径与上述基体的沉孔滑配,在与上述基体环形槽的相对应位置的夹头的外径上设有一环形凸环,该环形凸环外径与基体沉孔过盈配合,用温差法压入基体内,环形凸环长度短于上述基体环形槽的长度,在该环形凸环外径上还均匀分布设有三个以上能容纳钢珠的小孔,小孔的里端结构既能让钢珠突出夹头的内孔,又能阻滞钢珠从夹头的内孔通过,夹头的壁厚略小于钢珠的直径,夹头的内孔与丝锥定位杆部相适配,丝锥插置在其中;设置在基体沉孔底部与夹头之间的压簧,将装置在夹头内的若干个钢珠顶压在基体环形槽下端的锥面上,进而推压钢珠,从而夹压装在夹头内的丝锥。
5.本实用新型的上模体外部结构与数控冲床的上模腔相适配,其下部设有一与上模腔同轴的且与夹头组件的基体外径相适配的定位沉孔,在定位沉孔孔壁上设有紧定螺钉,该紧定螺钉将夹头组件的上端面靠置在该沉孔底部并与上模体固定。
6.本实用新型不必在机床上加装结构复杂的攻丝机构或者更换机床增加工序,只需安装本快速置换丝锥攻丝装置,并配合数控编程,冲孔后连续攻丝,特别是当丝锥磨损后,不必卸下模具,在机床上即可快速置换丝锥。置换丝锥时向上推压设置在夹头体组件上的夹头,取出旧丝锥,再插入新丝锥,放松夹头,新丝锥立即处于夹紧状态。
7.本实用新型的优点是结构简单,使用方便,可有效降低成本。
附图说明
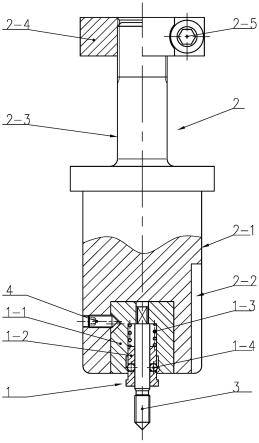
8.图1是本实用新型的构造示意图;
9.图2是本实用新型的夹头组件中基体的构造示意图;
10.图3是本实用新型的夹头组件中夹头的构造示意图;
11.图4是图3中i的局部放大图。
具体实施方式
12.如图1、图2、图3、图4所示,本实用新型在转塔型数控冲床快速置换丝锥攻丝装置的应用例,包括夹头组件1、上模体2、丝锥3及紧固螺钉4;夹头组件1由基体1-1、夹头1-2、压簧1-3、4个钢珠1-4组成。
13.如图2所示,基体1-1呈圆柱体,其外径上设有供安装紧定钉4的锥孔1-1-1,其下端设有与外径同轴的沉孔,沉孔下部设有环形槽1-1-2,环形槽1-1-2的下端呈环形锥面1-1-3,沉孔底部设有与丝锥上端四方杆相适配的四方孔1-1-4。
14.如图3、图4所示,夹头1-2呈带有下凸沿1-2-4的圆筒状,其外径同上述基体1-1的沉孔滑配。在与上述基体1-1环形槽的相对应位置的夹头1-2的外径上设有一环形凸环1-2-1,该环形凸环1-2-1外径与基体1-1沉孔保持过盈配合,用温差法压入基体内。凸环长度短于上述基体1-1环形槽1-1-2的长度,在该凸环外径上还均匀分布4个能容纳钢珠1-4的小孔1-2-2,小孔1-2-2的里端为锥台孔结构1-2-3。该锥台孔1-2-3既能让钢珠1-4突出夹头1-2的内孔,又能阻滞钢珠1-4从夹头1-2的内孔通过。夹头1-2的壁厚略小于钢珠1-4的直径,夹头1-2的内孔与丝锥3定位杆部相适配,丝锥3插置在其内。设置在基体1-1沉孔底部与夹头1-2之间的压簧1-3,将装置在夹头1-2内的4个钢珠4顶压在基体1-1环形槽1-1-2下端的锥面1-1-3上,进而推压钢珠4,从而夹压装在夹头1-2内的丝锥3;夹头1-2下凸沿1-2-4为推压止位而设置。
15.图1所示,外形呈导套状的上模体2的下部通过其外径2-1及其上的纵向导向槽2-2与机床转塔的上模腔滑动定位配合,其下部设有一与外径同轴的与夹头组件1的基体1-1相适配的定位沉孔,设置在定位沉孔孔壁上的紧定螺钉4,顶压夹头组件1的基体1-1外径上的锥孔1-1-1,使其上端面靠置在该沉孔底部并与上模体2固定。上模体2的上部为连接杆2-3,其上部设有螺纹,带有开口槽的圆形打击头2-4旋套在其上,调整打击头2-4的上下位置后锁紧紧定螺钉2-5。
16.本实用新型使用时,在转塔旋转工位上配合数控编程,连续攻丝成型。需置换丝锥时向上推压设置在夹头体组件1上的夹头1-2,取出旧的丝锥3,再插入新的丝锥3,放松夹头1-2,新的丝锥3立即处于夹紧状态。
技术特征:
1.数控冲床快速置换丝锥攻丝装置,包括上模体、夹头组件;其特征是夹头组件设置在上模体下端,夹头组件由基体、夹头、压簧及钢珠组成;所述基体呈圆柱体状,其外径上设有供安装紧定螺钉的锥孔,其下端设有与其外径同轴的沉孔,沉孔下部设有环形槽,环形槽的下端呈环形锥面,沉孔底部设有与丝锥上端四方杆相适配的四方孔;夹头呈圆筒体状,其外径与上述基体的沉孔滑配,在与上述基体环形槽的相对应位置的夹头的外径上设有一环形凸环,该环形凸环外径与基体沉孔过盈配合,用温差法压入基体内;环形凸环长度短于上述基体环形槽的长度,在该环形凸环外径上还均匀分布设有三个以上能容纳钢珠的小孔,小孔的里端结构既能让钢珠突出夹头的内孔,又能阻滞钢珠从夹头的内孔通过;夹头的壁厚略小于钢珠的直径,夹头的内孔与丝锥定位杆部相适配,丝锥插置在其中;设置在基体沉孔底部与夹头之间的压簧,将装置在夹头内的若干个钢珠顶压在基体环形槽下端的锥面上,进而推压钢珠,从而夹压装在夹头内的丝锥。2.如权利要求1所述的数控冲床快速置换丝锥攻丝装置,其特征是上模体外部结构与数控冲床的上模腔相适配,其下部设有一与上模腔同轴的且与夹头组件的基体外径相适配的定位沉孔,在定位沉孔孔壁上设有紧定螺钉,该紧定螺钉将夹头组件的上端面靠置在该沉孔底部并与上模体固定。
技术总结
本实用新型涉及数控冲床快速置换丝锥攻丝装置,属冲床模具。本实用新型包括夹头组件、上模体。夹头组件设置在上模体下端,置换丝锥时向上推压设置在夹头组件上的夹头,取出旧丝锥,再插入新丝锥,放松夹头,新丝锥立即处于夹紧状态。本实用新型不必在机床上加装结构复杂的攻丝机构或者更换机床增加工序,只需安装本快速置换丝锥攻丝装置,并配合数控编程,连续攻丝成型,特别是当丝锥磨损后,不必卸下模具,在机床上即可快速置换丝锥。本实用新型的优点是结构简单,使用方便,可有效降低成本。可有效降低成本。可有效降低成本。
技术研发人员:祁海鸥
受保护的技术使用者:广州市启泰模具工业有限公司
技术研发日:2022.05.19
技术公布日:2022/10/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1