一种保证极板平整的反碾轧装置的制作方法
1.本实用新型涉及极板制造领域,特别涉及一种保证极板平整的反碾轧装置。
背景技术:
2.制造极板时,通常是将卷绕式存放的连片极板经过涂片之后再进行滚切。
3.现有技术中如公开号为cn209614398u的中国专利公开的一种电池极板滚切装置,包括:相对设置的外墙板和内墙板,以及两端分别枢接在所述外墙板和所述内墙板上的承托辊、裁切辊、牵引辊及引出辊;所述承托辊、所述裁切辊、所述牵引辊及所述引出辊相互平行,且所述牵引辊及所述引出辊分别位于所述承托辊两侧,所述裁切辊位于所述承托辊上方;所述承托辊与驱动机构的旋转轴连接;所述外墙板和所述内墙板的上侧壁均向下凹陷形成竖直的槽口,所述槽口内设置有滑块,所述裁切辊的两端均枢接在所述滑块上;所述裁切辊上方设置有用于抵压所述裁切辊的压板,所述压板通过锁紧机构进行锁紧,且通过滚轮抵持所述裁切辊;所述锁紧机构设置于所述外墙板及/或所述内墙板上,所述锁紧机构通过贯穿螺纹孔的螺杆抵持所述压板;所述压板的两端均设置有所述滚轮,且每一端所述滚轮的数量均为二。
4.上述专利公开的电池极板滚切装置利用裁切辊切出的极板会具有一定的弧度,即呈现为拱门状,拱门状的极板固化定型之后其形态就不会再发生改变,这会严重影响极板的质量进而影响到蓄电池的性能。
技术实现要素:
5.为解决现有技术中存在的问题,本实用新型提供一种保证极板平整的反碾轧装置。
6.一种保证极板平整的反碾轧装置,包括用于对涂板后的连片极板分切成单片极板的分切机构,以及用于输送分切后单片极板的输送皮带,所述输送皮带的上方设有用于挤压单片极板的压轮,所述压轮的轴向垂直输送皮带输送方向设置,所述压轮挤压单片极板时所述输送皮带的输送面下凹呈凹弧状。
7.具体的,连片极板被分切机构分切成若干个单片极板,分切之后的单片极板通过输送皮带输送出去,而分切后的单片极板会呈现一个向上凸起的拱门状,拱门状的单片极板如若直接固化定性会影响单片极板的质量,因此在输送皮带上设置一个轴向垂直于输送皮带输送方向的压轮,当输送皮带将拱门状的单片极板输送至压轮的下方时,由于输送皮带具有一定的弹性,拱门状的单片极板会从插入输送皮带和压轮最低点之间的缝隙之中,此时输送皮带依旧带着拱门状的单片极板向前运动,此时压轮对单片极板进行辗轧平整,因此当拱门状的单片极板经过压轮下方之后,拱门状单片极板则被辗轧成平整的单片极板。
8.优选的,所述输送皮带的两端具有支撑辊,其中一个支撑辊上具有用于调节输送皮带张紧程度的张紧器。
9.具体的,根据单片极板的尺寸不同,将拱门状的单片极板碾压成平整的单片极板需要施加的力是不同的,通过张紧器调节输送皮带的张紧程度,可以调节施加在拱门状的单片极板上的力的大小。
10.优选的,所述压轮的两侧设有安装柱,所述压轮具有转轴,转轴的两端分别穿套设置在两侧的安装柱上。
11.具体的,此种结构下,压轮和安装柱可拆卸,因此可以根据单片极板的尺寸合理的选择压轮的尺寸,以提高将拱门状的单片极板辗轧为平整的单片极板的效率。
12.优选的,所述安装柱至少顶部一端为螺纹段,所述螺纹段上配合设有调节螺母,所述安装柱位于转轴与调节螺母之间的一段上穿套设有压紧弹簧。
13.具体的,将不同尺寸的拱门状的单片极板辗轧成平整的单片极板的所需的力的大小不同,调节辗轧单片极板的力的大小,一方面也可以通过调节输送皮带的张紧程度实现,另一方面可以通过调节压轮的压力实现;在安装柱上套接压紧弹簧,安装柱顶端设置有螺纹段,螺纹段上套设有调节螺母,压紧弹簧的两端分别顶抵在调节螺母的底部、转轴的顶部,通过旋转调节螺母的位置即可控制压紧弹簧的压力,进而调节转轴所受的压力,最终实现了对压轮的压力调节。
14.优选的,所述分切机构包括主动分切滚轮和从动分切滚轮,所述主动分切滚轮上设有分切刀。
15.具体的,连片极板从主动分切滚轮和从动分切滚轮之间的缝隙进入,在主动分切滚轮的滚动和从动分切滚轮的滚动下,连片极板向着输送皮带的方向运动、同时主动分切滚轮上的分切刀将连片极板分切成单片极板。
16.优选的,还包括用于衔接分切机构与输送皮带的接片轨道。
17.具体的,由于分切机构的主动分切滚轮和从动分切滚轮需要一直转动,而输送皮带也在一直不停的运动,为了保证三者的运动不被干涉,分切机构和输送皮带之间需要具有一定的缝隙,而为了防止分切好的单片极板从该缝隙中掉落,设置接片轨道的结构是合适的。
18.与现有技术相比,本实用新型的有益之处在于:
19.通过在输送皮带上方设置压轮的结构,在输送单片极板的过程中,单片极板插入压轮和输送皮带之间的缝隙,利用压轮和皮带的力的作用,将成拱门状的单片极板辗轧平整后随即输出;在输送单片极板的过程中对单片极板进行辗轧,既实现了对单片极板的辗轧平整,又不影响单片极板的输送速度。
附图说明
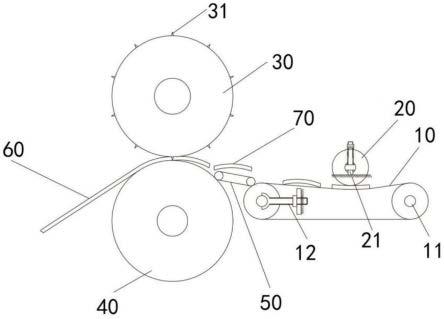
20.图1为本实用新型提供的保证极板平整的反碾轧装置的结构示意图;
21.图2为本实用新型提供的保证极板平整的反碾轧装置的压轮的安装示意图。
具体实施方式
22.下面结合附图和具体实施例对本实用新型做进一步说明。
23.如图1所示,保证极板平整的反碾轧装置,包括用于对涂板后的连片极板60分切成单片极板70的分切机构,以及用于输送分切后单片极板70的输送皮带10,所述输送皮带10
的上方设有用于挤压单片极板70的压轮20,所述压轮20的轴向垂直输送皮带10输送方向设置,所述压轮20挤压单片极板70时所述输送皮带10的输送面下凹呈凹弧状。
24.所述输送皮带10的两端具有支撑辊11,其中一个支撑辊11上具有用于调节输送皮带10张紧程度的张紧器12。
25.根据单片极板70的尺寸不同,将拱门状的单片极板70碾压成平整的单片极板70需要施加的力是不同的,通过张紧器12调节输送皮带10的张紧程度,可以调节施加在拱门状的单片极板70上的力的大小。
26.此外,所述张紧器12包括与支撑辊11活动连接的半环,所述半环一体化连接有螺纹杆,所述螺纹杆上套设有张紧轮;通过转动半环和调节张紧轮在螺纹杆上的位置对输送皮带10的张紧程度进行调节。
27.如图2所示,所述压轮20的两侧设有安装柱21,所述压轮20具有转轴,转轴的两端分别穿套设置在两侧的安装柱21上。
28.此种结构下,压轮20和安装柱21可拆卸,因此可以根据单片极板70的尺寸合理的选择压轮20的尺寸,以提高将拱门状的单片极板70辗轧为平整的单片极板70的效率。
29.所述安装柱21至少顶部一端为螺纹段,所述螺纹段上配合设有调节螺母22,所述安装柱21位于转轴与调节螺母22之间的一段上穿套设有压紧弹簧23。
30.将不同尺寸的拱门状的单片极板70辗轧成平整的单片极板70的所需的力的大小不同,调节辗轧单片极板70的力的大小,一方面也可以通过调节输送皮带10的张紧程度实现,另一方面可以通过调节压轮20的压力实现;在安装柱21上套接压紧弹簧23,安装柱21顶端设置有螺纹段,螺纹段上套设有调节螺母22,压紧弹簧23的两端分别顶抵在调节螺母22的底部、转轴的顶部,通过旋转调节螺母22的位置即可控制压紧弹簧23的压力,进而调节转轴所受的压力,最终实现了对压轮20的压力调节。
31.所述分切机构包括主动分切滚轮30和从动分切滚轮40,所述主动分切滚轮30上设有分切刀31。
32.连片极板60从主动分切滚轮30和从动分切滚轮40之间的缝隙进入,在主动分切滚轮30的滚动和从动分切滚轮40的滚动下,连片极板60向着输送皮带10的方向运动、同时主动分切滚轮30上的分切刀31将连片极板60分切成单片极板70。
33.还包括用于衔接分切机构与输送皮带10的接片轨道50。
34.由于分切机构的主动分切滚轮30和从动分切滚轮40需要一直转动,而输送皮带10也在一直不停的运动,为了保证三者的运动不被干涉,分切机构和输送皮带10之间需要具有一定的缝隙,而为了防止分切好的单片极板70从该缝隙中掉落,设置接片轨道50的结构是合适的。
35.具体使用时,连片极板60被分切机构分切成若干个单片极板70,分切之后的单片极板70通过输送皮带10输送出去,而分切后的单片极板70会呈现一个向上凸起的拱门状,拱门状的单片极板70如若直接固化定性会影响单片极板70的质量,因此在输送皮带10上设置一个轴向垂直于输送皮带10输送方向的压轮20,当输送皮带10将拱门状的单片极板70输送至压轮20的下方时,由于输送皮带10具有一定的弹性,拱门状的单片极板70会从插入输送皮带10和压轮20最低点之间的缝隙之中,此时输送皮带10依旧带着拱门状的单片极板70向前运动,此时压轮20对单片极板70进行辗轧平整,因此当拱门状的单片极板70经过压轮
20下方之后,拱门状单片极板70则被辗轧成平整的单片极板70。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1