电焊机控制电路及电焊机的制作方法
1.本技术属于电焊机技术领域,尤其涉及电焊机控制电路及电焊机。
背景技术:
2.目前电焊机的控制电路采用pwm脉宽调制技术对输出电流电压的驱动和控制,在电焊机每次引燃焊接电弧时,固定地需要经过一个pwm脉冲调制电路启动和脉宽展开的软启动过程,输出电流的建立过程比较固定。因此,现有的电焊机的控制电路pwm控制方式固定且单一,使得电焊机无法满足不同需求下引弧时不同的电流响应需求。
技术实现要素:
3.本技术的主要目的为提供一种电焊机控制电路及电焊机,旨在解决传统的电焊机控制电路pwm控制方式固定且单一,使得电焊机无法满足不同需求下引弧时不同的电流响应需求的问题。
4.本技术实施例的第一方面提供了一种电焊机控制电路,包括:反馈电路,用于对电焊机的输出功率进行采样并输出反馈信号;功率给定电路,用于提供控制电焊机的输出功率的给定信号;pid调节电路,与所述反馈电路和所述功率给定电路连接,用于根据所述反馈信号和所述给定信号输出误差信号;pwm脉冲调制电路,与所述pid调节电路连接,用于根据所述误差信号输出pwm信号以驱动电焊机工作;以及pwm使能电路,与所述pwm脉冲调制电路连接,用于输出使能信号以使能所述pwm脉冲调制电路开始工作;所述电焊机控制电路还包括:pwm开关电路,与所述pid调节电路的输出端连接,用于开启或关闭所述误差信号输入给所述pwm脉冲调制电路;以及控制电路,与所述功率给定电路、所述pwm使能电路和所述pwm开关电路连接,用于控制所述功率给定电路输出所述给定信号;还用于在pwm缓升控制模式下,控制所述pwm使能电路输出所述使能信号或停止输出所述使能信号以控制所述电焊机开始或停止工作;还用于在pwm快速控制模式下,控制所述pwm开关电路开启或关闭所述误差信号输入所述pwm脉冲调制电路以控制所述pwm脉冲调制电路输出所述pwm信号或单一电平信号。
5.在其中一个实施例中,所述单一电平信号为高电平信号或低电平信号。
6.在其中一个实施例中,还包括pwm驱动电路,所述pwm驱动电路与所述pwm脉冲调制电路连接,用于根据所述pwm信号驱动所述电焊机输出工作电流。
7.在其中一个实施例中,在所述pwm缓升控制模式下,所述电焊机每次引燃电弧时需重新使能所述pwm脉冲调制电路,引燃电弧的电流响应过程呈缓升趋势。
8.在其中一个实施例中,在所述pwm缓升控制模式下,所述电焊机引燃电弧时,所述控制电路控制所述pwm使能电路使能所述pwm脉冲调制电路启动,使得引燃电弧的电流响应过程呈缓升趋势。
9.在其中一个实施例中,在所述pwm快速控制模式下,所述pwm开关电路在关闭所述误差信号的输出时,所述pwm脉冲调制电路输出单一电平信号,其后,所述电焊机重新引燃
电弧时,所述pwm开关电路开启所述误差信号的输出,所述pwm脉冲调制电路输出pwm信号,使得引燃电弧的电流响应过程呈快速趋势。
10.在其中一个实施例中,所述pwm使能电路包括第二开关管、第二电阻、第三电阻、第四电阻、第一电容和第一防反二极管;所述第二开关管的控制端与所述控制电路连接,所述第二开关管的第一导通端与所述第二电阻的第一端和所述第三电阻的第一端连接,所述第二电阻的第二端和所述第三电阻的第二端共同连接电压源,所述第二开关管的第二导通端接地,所述第一防反二极管的阳极与所述第二开关管的第二导通端连接,所述第一防反二极管的阴极与所述pwm脉冲调制电路连接,所述第四电阻和所述第一电容并联后串接在所述第一防反二极管的阴极和地之间。
11.在其中一个实施例中,所述单一电平信号驱动所述电焊机停止输出工作电流。
12.在其中一个实施例中,所述第一开关管为npn型三极管。
13.本技术的第二方面提供了一种电焊机,包括上述任一实施例中的电焊机控制电路。
14.本技术实施例与现有技术相比存在的有益效果是:上述的电焊机控制电路通过设置pwm开关电路和pwm使能电路,pwm开关电路用于开启或关闭误差信号输入给pwm脉冲调制电路,pwm使能电路用于输出使能信号以使能pwm脉冲调制电路开始工作,通过控制电路控制pwm开关电路和pwm使能电路,使得在pwm缓升控制模式下,控制pwm使能电路输出使能信号或停止输出使能信号以控制电焊机开始或停止工作,在pwm快速控制模式下,控制pwm开关电路开启或关闭误差信号输入pwm脉冲调制电路以控制pwm脉冲调制电路输出pwm信号或单一电平信号,从而使电焊机满足不同需求下引弧时不同的电流响应需求,丰富了电焊机控制电路的pwm控制方式,拓展了电焊机的工作适用范围,提高电焊机引弧性能。
附图说明
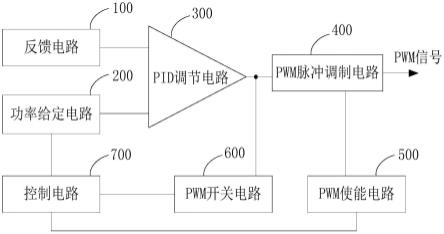
15.图1为本技术一实施例提供的电焊机控制电路的原理示意图;
16.图2为本技术另一实施例提供的电焊机控制电路的原理示意图;
17.图3为本技术一实施例提供的电焊机控制电路的电路原理图。
具体实施方式
18.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
19.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
20.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性
或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.请参阅图1,本技术一实施例提供了一种电焊机控制电路,电焊机控制电路包括反馈电路100、功率给定电路200、pid调节电路300、pwm脉冲调制电路400和pwm使能电路500。其中,反馈电路100用于对电焊机的输出功率进行采样并输出反馈信号,这里的输出功率是指电焊机的输出电压和/或输出电流,这里的反馈信号也可以是电压和/或电流的实时反馈信号。功率给定电路200用于提供电焊机的输出功率的给定信号,例如是电焊机正常工作时的给定电流信号,pid调节电路300与反馈电路100和功率给定电路200分别连接,pid调节电路300用于根据反馈信号和给定信号输出误差信号,pid调节电路300例如是pid调节器,pid调节器能够根据反馈信号和给定信号计算出误差信号。pwm脉冲调制电路400与pid调节电路300连接,用于根据pid调节电路300输出的该误差信号输出pwm信号,该pwm信号用于驱动电焊机输出工作电流。pwm使能电路500与pwm脉冲调制电路400连接,pwm使能电路500用于输出使能信号以使能pwm脉冲调制电路400开始工作。
23.请参阅图1,本技术一实施例提供了一种电焊机控制电路还包括pwm开关电路600和控制电路700。pwm开关电路600与pid调节电路300的输出端连接,pwm开关电路600用于开启或关闭误差信号输入给pwm脉冲调制电路400,在关闭误差信号输入给pwm脉冲调制电路400时,pwm脉冲调制电路400就无法输出pwm信号来驱动电焊机正常工作。
24.控制电路700与功率给定电路200、pwm使能电路500和pwm开关电路600分别连接,控制电路700用于控制功率给定电路200输出给定信号。控制电路700还用于在pwm缓升控制模式下,控制pwm使能电路500输出使能信号或停止输出使能信号以控制电焊机开始或停止工作。控制电路700还用于在pwm快速控制模式下,控制pwm开关电路600开启或关闭误差信号输入pwm脉冲调制电路400以控制pwm脉冲调制电路400输出pwm信号或单一电平信号,pwm脉冲调制电路400输出单一电平信号时,即输出的不是正常的pwm信号,无法驱动电焊机正常工作。
25.上述实施例的电焊机控制电路,通过设置pwm开关电路600和pwm使能电路500来控制电焊机驱动信号的输出,其中pwm开关电路600用于开启或关闭误差信号输入给pwm脉冲调制电路400,pwm使能电路500用于输出使能信号以使能pwm脉冲调制电路400开始工作,通过控制电路700控制pwm开关电路600和pwm使能电路500,使得在pwm缓升控制模式下,控制pwm使能电路500输出使能信号或停止输出使能信号以控制电焊机开始或停止工作,在pwm快速控制模式下,控制pwm开关电路600开启或关闭误差信号输入给pwm脉冲调制电路400以控制pwm脉冲调制电路400输出正常的pwm信号或单一电平信号,从而使电焊机满足不同需求下引弧时不同的电流响应需求,丰富了电焊机控制电路的pwm控制方式,拓展了电焊机的工作适用范围,提高电焊机引弧性能。
26.请参阅图1,在一实施例中,pwm脉冲调制电路400输出的单一电平信号为单一的高电平信号或单一的低电平信号,单一的高电平信号或单一的低电平信号都不是正常的pwm信号,都不能驱动电焊机正常工作,此情况下电焊机停止输出。
27.请参阅图2,在一实施例中,电焊机控制电路还包括pwm驱动电路800,pwm驱动电路800与pwm脉冲调制电路400连接,用于根据pwm脉冲调制电路400输出的pwm信号,驱动电焊
机输出工作电流。
28.请参阅图1或图2,在一实施例中,控制电路700根据电焊机不同的焊接需求配置为pwm缓升控制模式或pwm快速控制模式。这里电焊机不同的焊接需求可以是在焊接开始或焊接过程中,由用户设定相关参数,或由设备根据工件类型自动设定相关参数,例如是引弧时,设定电焊机引弧电流的响应速度。
29.请参阅图1或图2,在一实施例中,在pwm缓升控制模式下,电焊机引燃电弧时,控制电路700控制pwm使能电路500使能pwm脉冲调制电路400启动,使得电焊机引燃电弧的电流响应过程相对呈缓慢的上升趋势。
30.请参阅图1或图2,在一实施例中,在pwm快速控制模式下,pwm开关电路600在关闭误差信号的输出时,pwm脉冲调制电路400输出单一的电平信号,其后,电焊机重新引燃电弧时,pwm开关电路600开启误差信号的输出,pwm脉冲调制电路400输出pwm信号,使得引燃电弧的电流响应过程呈快速趋势由于pwm脉冲调制电路400在pwm开关电路600在关闭误差信号的输出时仍处于工作状态,因此电焊机下次引燃电弧时无需通过pwm使能电路500使能pwm脉冲调制电路400重新启动,使得电焊机引燃电弧的电流响应过程相对呈快速上升趋势。
31.请参阅图3,在一实施例中,pwm开关电路600包括第一开关管q1和第一电阻r1,第一开关管q1的控制端与控制电路700连接,第一开关管q1的第一导通端与第一电阻r1的第一端连接,第一电阻的第二端与pid调节电路300的输出端连接,第一开关管q1的第二导通端接地,第一电阻r1为下拉电阻,第一开关管q1导通时将pid调节电路300的输出端的电平拉低,即关闭误差信号输入给pwm脉冲调制电路400。
32.具体地,请参阅图3,在一实施例中,第一开关管q1为npn型三级管,第一开关管q1的基极与控制电路700连接,第一开关管q1的集电极与第一电阻r1的第一端连接,第一开关管q1的发射极接地。
33.请参阅图3,在一实施例中,pwm使能电路500包括第二开关管q2、第二电阻r2、第三电阻r3、第四电阻r4、第一电容c1和第一防反二极管d1,第二开关管q2的控制端与控制电路700连接,第二开关管q2的第一导通端与第二电阻r2的第一端和第三电阻r3的第一端连接,第二电阻r2的第二端和第三电阻r3的第二端共同连接电压源vcc,第二开关管q2的第二导通端接地,第一防反二极管d1的阳极与第二开关管q2的第二导通端连接,第一防反二极管d1的阴极与pwm脉冲调制电路400连接,第四电阻r4和第一电容c1并联后串接在第一防反二极管d1的阴极和地之间,其中第二电阻r2和第三电阻r3作为上拉电阻,第四电阻r4作为分压电阻,第一电容c1起滤波作用,第一防反二极管d1用来防止pwm脉冲调制电路400电压倒灌。
34.具体地,请参阅图3,在一实施例中,第二开关管q2为npn型三级管,第二开关管q2的基极与控制电路700连接,第二开关管q2的集电极与第二电阻r2的第一端和第三电阻r3的第一端连接,第二开关管q2的发射极接地。
35.在一实施例中,单一电平信号不能正常驱动电焊机输出工作电流,pwm脉冲调制电路400输出的单一电平信号为单一的高电平信号或单一的低电平信号,单一的高电平信号或单一的低电平信号都不是正常的pwm信号,都不能驱动电焊机正常工作,此情况下电焊机停止输出工作电流。
36.为了更好的说明本技术实施例的电焊机控制电路的工作原理,下面结合具体情况进行说明,请参阅图3,在pwm缓升控制模式下,当电焊机每次引弧时,控制电路700通过控制pwm使能电路500输出使能信号使能pwm脉冲调制电路400时,pwm脉冲调制电路400输出pwm信号给pwm驱动电路800,进而控制电焊机开始工作。当电焊机不需要引弧时,控制电路700通过控制pwm使能电路500停止输出使能信号给pwm脉冲调制电路400时,pwm脉冲调制电路400停止输出pwm信号。当电焊机再次引弧时就需要重新使能来启动pwm脉冲调制电路400,引弧的电流响应过程相对呈缓升的趋势。
37.在pwm快速控制模式下,通过pwm开关电路600开启或者关闭pwm脉宽调制电路400的误差信号的输入,来控制电焊机的输出。当电焊机每次开始引弧时,控制电路700输出低电平信号给pwm开关电路600,此时第一开关管q1截止,开启pwm脉冲调制电路400误差信号的输入,使pwm脉冲调制电路400开始工作输出正常pwm信号。停止焊接时,控制电路700输出高电平信号给pwm开关电路600,此时第一开关管q1导通,pid调节电路300的输出端被拉低到地,即关闭pwm脉冲调制电路400误差信号的输入,此时pwm脉冲调制电路400依旧保持工作状态,但其输出的信号不再是正常pwm信号,而是单一的高电平信号或者单一的低电平信号,无法正常驱动电焊机故电焊机停止输出。再次引弧时不需要重新启动pwm脉冲调制电路400,引弧的电流响应过程相对呈快速的趋势。
38.本技术实施例的电焊机控制电路,通过设置pwm开关电路600和pwm使能电路500来控制电焊机驱动信号的输出,其中pwm开关电路600用于开启或关闭误差信号输入给pwm脉冲调制电路400,pwm使能电路500用于输出使能信号以使能pwm脉冲调制电路400开始工作,通过控制电路700控制pwm开关电路600和pwm使能电路500,使得在pwm缓升控制模式下,控制pwm使能电路500输出使能信号或停止输出使能信号以控制电焊机开始或停止工作,在pwm快速控制模式下,控制pwm开关电路600开启或关闭误差信号输入给pwm脉冲调制电路400以控制pwm脉冲调制电路400输出正常的pwm信号或单一电平信号,从而使电焊机满足不同需求下引弧时不同的电流响应需求,丰富了电焊机控制电路的pwm控制方式,拓展了电焊机的工作适用范围,提高电焊机引弧性能。
39.本技术的第二方面提供了一种电焊机,包括本技术实施例第一方面提供的电焊机控制电路。
40.以上所述实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和范围,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1