一种异型材切削刀具的制作方法
1.本实用新型涉及刀具的技术领域,尤其涉及一种异型材切削刀具。
背景技术:
2.金属带材广泛应用在电子、汽车等行业内,金属用的分条机是用于将整条较宽的金属带材进行分切,得到符合各种宽度规格的卷材,而目前根据分切的要求,各种异型的金属带材层出不穷,在需要特殊刀具的金属带材加工时,刀刃的受力较大,导致刀刃在长时间的工作状态下发生崩裂,不但影响了加工进程,还危害了工作人员的安全。
技术实现要素:
3.本实用新型的一个目的在于:提供一种异型材切削刀具,用以解决现有技术存在的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种异型材切削刀具,包括刀具主体,所述刀具主体的中部设置有安装位,所述安装位为圆环状,所述安装位的外径为110mm,所述安装位的内径为80mm,所述刀具主体的外侧环绕设置有若干刀头,所述刀头之间具有第一圆弧段和第二圆弧段,所述第一圆弧段的直径为1.5mm,所述第二圆弧段的直径为5mm,所述刀头上设置有第一刀刃和第二刀刃,所述第一刀刃的厚度与所述第二刀刃的厚度均为16.6mm,所述第一刀刃的横向倾斜度与所述第二刀刃的横向倾斜度均为10
°
,所述第一刀刃的纵向倾斜度与所述第二刀刃的纵向倾斜度均为9
°
,所述刀头的厚度为13.6mm,所述刀具主体的厚度为15.6mm,所述安装位的厚度为16.6mm。
6.作为一种优选的技术方案,所述第一圆弧段与所述第二圆弧段之间还具有连接段,所述连接段的长度为2.44mm。
7.作为一种优选的技术方案,所述刀具主体的直径为200mm。
8.作为一种优选的技术方案,所述第一刀刃的长度大于所述第二刀刃的长度,所述第一刀刃的长度为10mm。
9.作为一种优选的技术方案,所述第一刀刃的宽度与所述第二刀刃的宽度均为2mm。
10.作为一种优选的技术方案,所述第一刀刃的两侧与所述第二刀刃的两侧均设置有45
°
的倒角。
11.作为一种优选的技术方案,相邻两个所述刀头之间的角度为12
°
,所述第一圆弧段与所述第二圆弧段之间的角度为32
°
。
12.作为一种优选的技术方案,所述第一刀刃的材质与所述第二刀刃的材质为超合金或者钻石。
13.作为一种优选的技术方案,所述安装位的内侧设置有键槽,所述键槽的宽度为22mm。
14.本实用新型的有益效果为:提供一种异型材切削刀具,该异型材切削刀具在高速
旋转的过程中,利用刀刃切削铜带上的异型位,使用寿命长,通过合理的设计角度与尺寸,控制切削的切入交,使得刀刃的受力变小,减少刀刃崩裂的风险。
附图说明
15.下面根据附图和实施例对本实用新型作进一步详细说明。
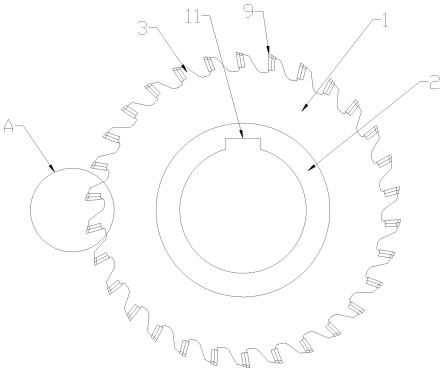
16.图1为实施例所述的一种异型材切削刀具的整体结构示意图;
17.图2为图1中a处的局部放大图;
18.图3为实施例所述的一种异型材切削刀具的局部结构图。
19.图1至图3中:
20.1、刀具主体;2、安装位;3、刀头;4、第一圆弧段;5、第二圆弧段;6、第一刀刃;7、第二刀刃;8、横向倾斜度;9、纵向倾斜度;10、连接段;11、键槽。
具体实施方式
21.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
22.如图1至图3所示,于本实施例中,一种异型材切削刀具,包括刀具主体1,所述刀具主体1的中部设置有安装位2,所述安装位2为圆环状,所述安装位2的外径为110mm,所述安装位2的内径为80mm,所述刀具主体1的外侧环绕设置有若干刀头3,所述刀头3之间具有第一圆弧段4和第二圆弧段5,所述第一圆弧段4的直径为1.5mm,所述第二圆弧段5的直径为5mm,所述刀头3上设置有第一刀刃6和第二刀刃7,所述第一刀刃6的厚度与所述第二刀刃7的厚度均为16.6mm,所述第一刀刃6的横向倾斜度8与所述第二刀刃7的横向倾斜度8均为10
°
,所述第一刀刃6的纵向倾斜度9与所述第二刀刃7的纵向倾斜度9均为9
°
,所述刀头3的厚度为13.6mm,所述刀具主体1的厚度为15.6mm,所述安装位2的厚度为16.6mm。
23.将该异型材切削刀具安装到金属分条机上使用,金属带材经过输送机构的带动下来到该异型材切削刀具下,驱动机构控制所述刀具主体1进行高速的运转,利用所述第一刀刃6与所述第二刀刃7的纵向倾斜度99
°
与横向倾斜度810
°
搭配,提高刀刃的锋利度,改变刀刃的切入角度,使得所述第一刀刃6与所述第二刀刃7对金属带材的受力变小,减少所述第一刀刃6与所述第二刀刃7的崩裂风险。
24.在更为具体的家结构上,所述第一圆弧段4与所述第二圆弧段5之间还具有连接段10,所述连接段10的长度为2.44mm,所述刀具主体1的直径为200mm,所述第一刀刃6的长度大于所述第二刀刃7的长度,所述第一刀刃6的长度为10mm,所述第一刀刃6的宽度与所述第二刀刃7的宽度均为2mm,所述第一刀刃6的两侧与所述第二刀刃7的两侧均设置有45
°
的倒角,相邻两个所述刀头3之间的角度为12
°
,所述第一圆弧段4与所述第二圆弧段5之间的角度为32
°
,所述安装位2的内侧设置有键槽11,所述键槽11的宽度为22mm。
25.将所述安装位2对应分条机上的驱动轴,依靠所述键槽11固定位置,从具体的结构上实现对金属带材进行分切作业。
26.在材质方面上,所述第一刀刃6的材质与所述第二刀刃7的材质为超合金或者钻石,整体的硬度得到提升,使用寿命增长,可以使得切削表面达到一个较好的光洁度。
27.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的
变化或替换,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种异型材切削刀具,其特征在于,包括刀具主体,所述刀具主体的中部设置有安装位,所述安装位为圆环状,所述安装位的外径为110mm,所述安装位的内径为80mm,所述刀具主体的外侧环绕设置有若干刀头,所述刀头之间具有第一圆弧段和第二圆弧段,所述第一圆弧段的直径为1.5mm,所述第二圆弧段的直径为5mm,所述刀头上设置有第一刀刃和第二刀刃,所述第一刀刃的厚度与所述第二刀刃的厚度均为16.6mm,所述第一刀刃的横向倾斜度与所述第二刀刃的横向倾斜度均为10
°
,所述第一刀刃的纵向倾斜度与所述第二刀刃的纵向倾斜度均为9
°
,所述刀头的厚度为13.6mm,所述刀具主体的厚度为15.6mm,所述安装位的厚度为16.6mm。2.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述第一圆弧段与所述第二圆弧段之间还具有连接段,所述连接段的长度为2.44mm。3.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述刀具主体的直径为200mm。4.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述第一刀刃的长度大于所述第二刀刃的长度,所述第一刀刃的长度为10mm。5.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述第一刀刃的宽度与所述第二刀刃的宽度均为2mm。6.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述第一刀刃的两侧与所述第二刀刃的两侧均设置有45
°
的倒角。7.根据权利要求1所述的一种异型材切削刀具,其特征在于,相邻两个所述刀头之间的角度为12
°
,所述第一圆弧段与所述第二圆弧段之间的角度为32
°
。8.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述第一刀刃的材质与所述第二刀刃的材质为超合金或者钻石。9.根据权利要求1所述的一种异型材切削刀具,其特征在于,所述安装位的内侧设置有键槽,所述键槽的宽度为22mm。
技术总结
本实用新型公开一种异型材切削刀具,包括刀具主体,刀具主体的中部设置有安装位,安装位为圆环状,安装位的外径为110mm,安装位的内径为80mm,刀具主体的外侧环绕设置有若干刀头,刀头之间具有第一圆弧段和第二圆弧段,第一圆弧段的直径为1.5mm,第二圆弧段的直径为5mm,刀头上设置有第一刀刃和第二刀刃,第一刀刃的厚度与第二刀刃的厚度均为16.6mm,第一刀刃的横向倾斜度与第二刀刃的横向倾斜度均为10
技术研发人员:蔡兴平
受保护的技术使用者:东莞市泰明同金属制品有限公司
技术研发日:2022.05.30
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1