一种汽车配件用冲压模具的制作方法
1.本实用新型属于冲压技术领域,具体涉及一种汽车配件用冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将金属或非金属材料加工成零件的一种特殊工艺装备,从而获得所需零件的一种压力加工装置,在现今的汽车零件的生产加工行业,需要使用到冲压模具对汽车零件进行冲压加工处理,以确保汽车零件的生产质量。
3.而现有技术中,利用冲模对一些呈内凹状的汽车配件进行冲压时,加工出来的配件保持在下模体的型腔内,由于配件的凹陷部位镶嵌卡在下模体的型腔内,且配件的表面也光滑,使得在取件时很难将加工出来的配件从下模体的型腔中取出,从而影响配件的加工效率。
技术实现要素:
4.基于上述背景技术中提到的问题,本实用新型提供了一种汽车配件用冲压模具,用于解决在将凹陷状的配件加工完毕后,不能快速的将其从下模体的型腔内取出的问题。
5.本实用新型采用的技术方案如下:
6.一种汽车配件用冲压模具,包括上模体与下模体,上模体扣在下模体顶部,所述下模体表面设置有定位槽,下模体的表面后侧设置有用于对配件板材进行定位的定位组件;
7.所述下模体的型腔底部设置有安装槽;
8.顶出机构,所述顶出机构设置在安装槽内,顶出机构包括安装板与抵板,抵板位于安装板上方,安装板组装在安装槽槽底上;所述安装板的顶部横向设置有安装块,安装块的顶部设置为开口结构;
9.所述抵板底部中心设置有连接支座,所述安装块的开口内可移动地设置有滑动块,滑动块设置为两个;所述滑动块上转动设置有支撑杆,支撑杆的端部与连接支座活动连接;所述滑动块侧壁与安装块开口侧壁之间设置有挤压弹簧。
10.在上述技术方案的基础上本实用新型还做了如下改进:
11.进一步,所述安装板的上表面设置有四个稳定筒,抵板的底面设置有与四个稳定筒位置相对的稳定柱,稳定柱可滑动地插接在稳定筒内。
12.进一步,所述滑动块的底部设置有滚筒。
13.进一步,所述安装块上设置有横向的限位槽,滑动块上设置有限位柱,限位柱卡接在限位槽内。
14.进一步,所述定位组件包括定位块,所述下模体顶部后侧开设有稳定槽,定位块卡接在稳定槽内,定位块底部设置有稳定杆,稳定杆可上/下移动地卡接在下模体内,位于定位块底部与稳定槽槽底之间的稳定杆杆体上套设有复位弹簧。
15.进一步,所述下模体顶部设置有多个固定柱,固定柱上套设有支撑套。
16.本实用新型的有益效果:
17.1、通过设置的定位槽与定位组件的组合,可在放置配件板材时,对配件板材起到定位的作用,促使板材能快速精准的放置在下模体的预定位置部位上;
18.2、通过设置的顶出机构,在对板材冲压完毕后,顶出机构可抵动冲压形成的凹陷状配件的底部,从而使得配件的凹陷部位从下模体的型腔内脱离,进而能便于工人拿取配件。
附图说明
19.本实用新型可以通过附图给出的非限定性实施例进一步说明;
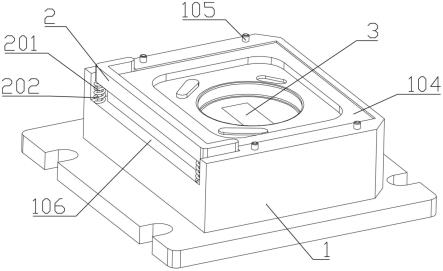
20.图1为本实用新型一种汽车配件用冲压模具的结构图;
21.图2为本实用新型一种汽车配件用冲压模具中下模体的结构图;
22.图3为本实用新型一种汽车配件用冲压模具中下模体的半剖视图;
23.图4为本实用新型一种汽车配件用冲压模具中部分组件的半剖视图。
24.附图标注如下:
25.1、下模体;102、上模体;104、定位槽;105、固定柱;106、稳定槽;107、安装槽;2、定位块;201、稳定杆;202、复位弹簧;3、抵板;301、安装板;302、稳定筒;303、安装块;304、支撑杆;305、稳定柱;306、连接支座;307、滑动块;308、滚筒;309、挤压弹簧;310、限位柱;311、限位槽;4、支撑套。
具体实施方式
26.如图1~图4所示,一种汽车配件用冲压模具,包括上模体102与下模体1,上模体102扣在下模体1顶部,使其组装成完整的冲压模;
27.参阅图2,下模体1表面设置有定位槽104,下模体1的表面后侧设置有用于对配件板材进行定位的定位组件,通过定位槽104与定位组件的组合设置,可在放置配件板材时,能对配件板材起到定位的作用,使板材能快速精准的放置在下模体1的预定位置部位上;
28.参阅图2,定位组件包括定位块2,下模体1顶部后侧开设有稳定槽106,定位块2卡接在稳定槽106内,定位块2底部设置有稳定杆201,稳定杆201可上/下移动地卡接在下模体1内,位于定位块2底部与稳定槽106槽底之间的稳定杆201杆体上套设有复位弹簧202,通过设置的定位块2,在放置板材时,可使板材的一侧抵在定位块2上,然后放下板材即可使板材准确扣在定位槽104内,以实现快速放置板材;通过设置的复位弹簧202,可使得在上模体102从下模体1顶部移开后,复位弹簧202能抵动定位块2进行上移,促使定位块2冒出下模体1顶部,进而能便于对板材进行定位;
29.参阅图3,下模体1的型腔底部设置有安装槽107,顶出机构,顶出机构设置在安装槽107内,通过设置的顶出机构,可在对板材冲压完毕后,能抵动冲压形成的凹陷状配件的底部,从而使得配件的凹陷部位从下模体1的型腔内脱离,进而能便于工人拿取配件;
30.参阅图3与图4,顶出机构包括安装板301与抵板3,抵板3位于安装板301上方,安装板301组装在安装槽107槽底上;安装板301的顶部横向设置有安装块303,安装块303的顶部设置为开口结构,抵板3底部中心设置有连接支座306,安装块303的开口内可移动地设置有滑动块307,滑动块307设置为两个;滑动块307上转动设置有支撑杆304,支撑杆304的端部与连接支座306活动连接;通过设置的支撑杆304可对抵板3起到支撑的作用;滑动块307侧
壁与安装块303开口侧壁之间设置有挤压弹簧309,通过设置的挤压弹簧309可抵动滑动块307在安装块303的开口内进行移动;
31.当板材冲压完毕,上模体102从下模体1顶部移开后,被压缩的挤压弹簧309反弹,可抵动两个滑动块307朝相互靠近的方向移动,而滑动块307移动时,与滑动块307连接的支撑杆304端部也随之移动,促使支撑杆304产生转动,支撑杆304转动时,支撑杆304与抵板3上的连接支座306的端部可抵动抵板3,促使抵板3从安装槽107内移出顶动压制而成的汽车配件的底部,使得配件的凹陷部位从下模体1的型腔内脱离,进而能便于工人拿取配件。
32.参阅图4,安装板301的上表面设置有四个稳定筒302,抵板3的底面设置有与四个稳定筒302位置相对的稳定柱305,稳定柱305可滑动地插接在稳定筒302内;通过稳定筒302与稳定柱305的组合设置,可对抵板3起到进一步稳定的作用,促使在支撑杆304抵动抵板3时,抵板3不会发生侧翻的现象。
33.参阅图4,滑动块307的底部设置有滚筒308,通过设置的滚筒308,能在滑动块307移动时进行转动,可减小滑动块307底部与安装块303开口槽底之间的摩擦,促使滑动块307能在安装块303的开口内顺畅移动。
34.参阅图4,安装块303上设置有横向的限位槽311,滑动块307上设置有限位柱310,限位柱310卡接在限位槽311内,通过设置的限位柱310与限位槽311的组合,可对滑动块307起到限位的作用,避免滑动块307从安装块303的开口内脱落。
35.参阅图1与图2,下模体1顶部设置有多个固定柱105,固定柱105上套设有支撑套4,通过支撑套4的设置,当使用完毕模具后,可将支撑套4套在固定柱105上,然后再把上模体102放置在支撑套4上,使得将上模体102与下模体1的压制面隔开,避免在转运时因上下模体1搓动而造成压制面磨损。
36.参阅图1与图4,压制配件时,将板材放置在下模体1的定位槽104内,然后下移上模体102使其压制在下模体1上,即可将板材压制成所需的形状;而在上模体102下移过程中,可压制抵板3,使支撑杆304底部的滑动块307在安装块303的开口内朝远离安装块303中心移动,以压制挤压弹簧309使其被压缩,促使支撑杆304产生转动,进而使得抵板3下移至安装槽107内;当上模体102从下模体1顶部移开后,被压缩的挤压弹簧309反弹则抵动滑动块307朝向靠近安装块303中心移动,促使支撑杆304产生转动,支撑杆304转动时,支撑杆304的顶部可抵动抵板3,促使抵板3从安装槽107内移出顶动压制而成的汽车配件,使配件从下模体1的型腔内脱离,进而能便于工人拿取配件。
37.以上对本实用新型进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1