一种用于滤芯骨架点焊的定位装置的制作方法
1.本实用新型涉及过滤装置技术领域,特别是一种用于滤芯骨架点焊的定位装置。
背景技术:
2.润滑系统工作时,进入过滤器壳体的油液,一般都是固定于一个方向流动,这样会造成滤芯整个滤层承受的流量不一样,进而造成滤芯寿命缩短和精度不达标。因此,十分有必要在滤芯的进液面增加一层分流网,即滤芯骨架。
3.目前,滤芯骨架制作工艺为:裁剪
→
划线
→
卷圆
→
点焊,其中划线工艺不仅浪费工时,而且制作过程中有可能偏差造成滤芯外骨架尺寸错误,从而得不到尺寸精确的滤芯骨架。
技术实现要素:
4.本实用新型的发明目的在于:针对上述存在的问题,提供一种用于滤芯骨架点焊的定位装置,以解决现有履行骨架制作工艺所存在的工时较长、尺寸超差的问题。
5.本实用新型采用的技术方案如下:一种用于滤芯骨架点焊的定位装置,包括位于点焊机中部的下电极臂,所述下电极臂的一端通过固定组件与点焊机的机体固定连接,其另一端构成悬臂端,下电极臂的悬臂端上套设有衬套,下电极臂的悬臂端穿过衬套,下电极臂的悬臂端的端部通过焊针固定块固定连接下点焊针,所述下点焊针呈竖直设置,下点焊针的上端与点焊机的上点焊针正对,所述衬套上套设有具有中空结构的定位轴,所述下电极臂的悬臂端插入定位轴的一端中,定位轴的另一端与骨架接触,下点焊针的上端穿过定位轴,并与定位轴外部轮廓的高度齐平,所述骨架具有环状筛网结构,骨架的一端套设在定位轴上,并通过定位环紧固在定位轴上。
6.进一步,所述定位轴的外径尺寸与所述骨架的内径尺寸相等。
7.进一步,所述定位环的内径尺寸与所述骨架的外径尺寸相等。
8.进一步,所述焊针固定块通过锁紧螺钉与下电极臂的悬臂端固定连接。
9.进一步,所述锁紧螺钉包括两个呈对称设置的第一锁紧螺钉和第二锁紧螺钉,通过第一锁紧螺钉和第二锁紧螺钉来锁紧下点焊针。
10.进一步,所述定位环包括第一定位环和第二定位环,第一定位环和第二定位环均套设在定位轴上,且分别位于下点焊针的两侧。
11.进一步,所述衬套的材质为电绝缘材料。
12.进一步,所述定位轴的材质为铝合金。
13.进一步,所述下电焊针的材质为铬锆铜材质。
14.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:本实用新型通过衬套、定位轴、定位环等部件来实现骨架的尺寸定位和电焊位置定位,不仅可以达到快速焊接,以节约工时的目的,还能精确定位滤芯骨架的尺寸,进而能够解决滤芯骨架尺寸超差的问题,具有结构简单、稳定性强、易操作等优点。
附图说明
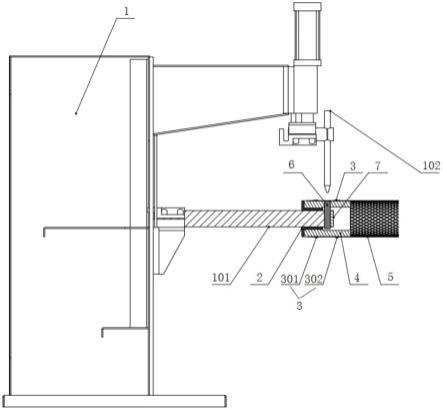
15.图1是本实用新型的一种用于滤芯骨架点焊的定位装置结构示意图;
16.图2是图1的俯视图;
17.图3是图1的左视图。
18.图中标记:1为点焊机,101为下电极臂,102为上点焊针,2为衬套,3为定位环,301为第一定位环,302为第二定位环,4为定位轴,5为骨架,6为下点焊针,7为焊针固定块,8为锁紧螺钉,801为第一锁紧螺钉,802为第二锁紧螺钉。
具体实施方式
19.下面结合附图,对本实用新型作详细的说明。
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
21.如图1至图3所示,一种用于滤芯骨架点焊的定位装置,包括位于点焊机1中部的下电极臂101,下电极臂101的一端通过固定组件(未标出)与点焊机1的机体固定连接,其另一端构成悬臂端,下电极臂101一般水平设置,即与点焊机1的机体垂直,下电极臂101的悬臂端上套设有衬套2,下电极臂101的悬臂端穿过衬套2,其端部通过焊针固定块7固定有下点焊针6,下点焊针6竖直设置,其上端与点焊机1的上点焊针102正对,焊针固定块7通过锁紧螺钉8与下电极臂101的悬臂端固定连接,衬套2的外壁上套设有定位轴4,定位轴4具有中空结构,且两端均为开口状,下电极臂101的悬臂端插入定位轴4的一端中,并通过衬套2与定位轴4的内壁接触,定位轴4的另一端与骨架5接触,下点焊针6的上端穿过定位轴4,并与定位轴4的外部轮廓的高度齐平,所述骨架5具有环状筛网结构,骨架5的一端套设在定位轴4上,并通过定位环3紧固在定位轴4上,以便于对骨架5进行快速焊接。
22.作为一种实施方式,为了便于精准定位骨架5的外径尺寸,定位环3的内径尺寸等同于骨架5的外径尺寸。
23.作为一种实施方式,为了提高紧固效果,所述定位环3包括第一定位环301和第二定位环302,第一定位环301和第二定位环302均套设在定位轴4上,且分别位于下点焊针6的两侧。当然定位环3的个数不限于2个,其可以为3个、4个、5个等。
24.在本实用新型中,所述骨架5并不限于裁剪、卷圆后的环状筛网,其也可以是卷圆后的环状钢板。
25.作为一种实施方式,为了便于精准定位骨架5的内径,定位轴4的外径尺寸与骨架5的内径尺寸相等。
26.在本实用新型中,下点焊针的材质优选为铬锆铜材质,当然其也可以为其他同类材质。
27.在本实用新型中,定位轴4所采用的材料一般不做限制,例如可以为铝合金、铁合金、镁合金、无机陶瓷、有机高分子材料等,优选为铝合金材质,但最好不使用带磁性的材料,以避免对电焊过程造成影响。
28.作为一种实施方式,如图3所示,锁紧螺钉8包括两个呈对称设置的第一锁紧螺钉801和第二锁紧螺钉802,通过第一锁紧螺钉801和第二锁紧螺钉802来锁紧下点焊针6,在保
证锁紧强度的同时,还能够保证下点焊针6的垂直度和定位位置,以解决下点焊针6位置偏转而造成定位不准的问题。当然,锁紧螺钉8不限于使用2个,其还可以使用3个、4个等,只要能够准确并固定住下点焊针6即可。
29.在本实用新型中,衬套2最好为电绝缘材料,例如可以是绝缘的橡胶材质或者树脂材质等,从而可以避免点焊过程产生涡流,同时可以减小点焊机的电流消耗。
30.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于滤芯骨架点焊的定位装置,包括位于点焊机(1)中部的下电极臂(101),其特征在于,所述下电极臂(101)的一端通过固定组件与点焊机(1)的机体固定连接,其另一端构成悬臂端,下电极臂(101)的悬臂端上套设有衬套(2),下电极臂(101)的悬臂端穿过衬套(2),下电极臂(101)的悬臂端的端部通过焊针固定块(7)固定连接下点焊针(6),所述下点焊针(6)呈竖直设置,下点焊针(6)的上端与点焊机(1)的上点焊针(102)正对,所述衬套(2)上套设有具有中空结构的定位轴(4),所述下电极臂(101)的悬臂端插入定位轴(4)的一端中,定位轴(4)的另一端与骨架(5)接触,下点焊针(6)的上端穿过定位轴(4),并与定位轴(4)外部轮廓的高度齐平,所述骨架(5)具有环状筛网结构,骨架(5)的一端套设在定位轴(4)上,并通过定位环(3)紧固在定位轴(4)上。2.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述定位轴(4)的外径尺寸与所述骨架(5)的内径尺寸相等。3.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述定位环(3)的内径尺寸与所述骨架(5)的外径尺寸相等。4.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述焊针固定块(7)通过锁紧螺钉(8)与下电极臂(101)的悬臂端固定连接。5.如权利要求4所述的用于滤芯骨架点焊的定位装置,其特征在于,所述锁紧螺钉(8)包括两个呈对称设置的第一锁紧螺钉(801)和第二锁紧螺钉(802),通过第一锁紧螺钉(801)和第二锁紧螺钉(802)来锁紧下点焊针(6)。6.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述定位环(3)包括第一定位环(301)和第二定位环(302),第一定位环(301)和第二定位环(302)均套设在定位轴(4)上,且分别位于下点焊针(6)的两侧。7.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述衬套(2)的材质为电绝缘材料。8.如权利要求1所述的用于滤芯骨架点焊的定位装置,其特征在于,所述定位轴(4)的材质为铝合金。9.如权利要求1-8任一所述的用于滤芯骨架点焊的定位装置,其特征在于,所述下电焊针(6)的材质为铬锆铜材质。
技术总结
本实用新型公开了一种用于滤芯骨架点焊的定位装置,下电极臂,下电极臂的悬臂端上套设有衬套,下电极臂的悬臂端的端部通过焊针固定块固定连接下点焊针,下点焊针的上端与点焊机的上点焊针正对,所述衬套上套设有定位轴,定位轴的一端与骨架接触,下点焊针的上端穿过定位轴,并与定位轴外部轮廓的高度齐平,所述骨架具有环状筛网结构,骨架的一端套设在定位轴上,并通过定位环紧固在定位轴上。实用新型通过衬套、定位轴、定位环等部件来实现骨架的尺寸定位和电焊位置定位,不仅可以达到快速焊接,以节约工时的目的,还能精确定位滤芯骨架的尺寸,进而能够解决滤芯骨架尺寸超差的问题。题。题。
技术研发人员:王占国
受保护的技术使用者:四川川润液压润滑设备有限公司
技术研发日:2022.05.30
技术公布日:2022/9/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1