曲柄斜油孔倒角工装的制作方法
1.本实用新型涉及到一种曲柄斜油孔倒角加工技术,特别涉及到一种曲柄斜油孔倒角工装。
背景技术:
2.为保证曲轴在发动机中的正常运行,在发动机曲轴制造过程中,需要在曲柄的曲拐偏心孔的内壁与曲杆轴向中心的润滑油孔之间加工一个油道,使得润滑油得以流通。由于该油道的一个开口设置在曲拐偏心孔的内壁,因此,只能以倾斜的方式加工该油道,即以与曲拐偏心孔轴线倾斜的角度钻加工该通孔。因此,将该油道称之为曲柄斜油孔(参见附图1、2,图中,a为曲柄,a为斜油孔)。通常,在曲柄斜油孔的钻加工完成后,需要对位于曲柄曲拐偏心孔内壁的斜油孔的开口处进行倒角加工,以避免边角毛刺对曲拐轴造成损伤。现有技术曲柄斜油孔的倒角加工的夹具包括底板、支撑板、定位板和定位销,支撑板加工成三角形后焊接在底板上面,定位板固定在支撑板上,定位板与底板的角度决定了加工的斜油孔角度,定位销固定在定位板上,在定位板上还设置有让位孔,让位孔的大小与曲柄曲杆的直径相匹配。具体加工操作时,将被加工的曲柄放在定位板上,曲柄曲杆插入让位孔,同时,曲柄曲拐偏心孔套装在定位销上,由此定位。放稳后,一只手稳住曲柄,一只手板下机床手柄,完成斜油孔的倒角加工。显然,这种加工方式不仅效率低下,还存在安装隐患。另外,现有技术曲柄斜油孔倒角加工方法大都采用直径较斜油孔直径粗的钻头进行加工,即采用直径较斜油孔直径粗的钻头在斜油孔的开口处再次进行钻削加工,使得斜油孔的开口处形成倾斜的开口。然而,采用钻头加工棱角清晰的边角更容易产生毛刺。
3.显然,现有技术曲柄斜油孔倒角加工方法存在着加工效率低、存在安全隐患和易产生毛刺等问题。
技术实现要素:
4.为解决现有技术曲柄斜油孔倒角加工方法存在的加工效率低、存在安全隐患和易产生毛刺等问题,本实用新型提出一种曲柄斜油孔倒角工装。
5.本实用新型曲柄斜油孔倒角工装,包括,底板、夹持组件、倒角组件和控制器;所述底板为矩形;所述夹持组件为二个,并列固定在底板中前部,每个夹持组件均包括,斜面座、固定柱、定位柱、定位套、夹持气缸、夹持头和抵压柱;所述斜面座固定在底板表面,其倾斜角度与斜油孔轴线和曲轴曲杆轴线的夹角相对应;所述固定柱为圆柱形,固定在斜面座的斜面上部;在固定柱的圆周上均匀间隔设置有三个以上的定位柱,在固定柱的中心设置有曲柄杆部穿过的曲杆通孔,在曲杆通孔的上方固定安装有定位套;所述定位套的形状为带有圆缺的圆柱形,其外径与曲柄曲拐偏心孔的直径相匹配,其圆缺正位于斜油孔的开口处;所述夹持气缸为活塞可旋转的拉伸气缸,其气缸底部固定在固定柱正下方的斜面座的斜面上;所述夹持头为l形,其长边固定在夹持气缸的活塞端头,短边即为抵压柱;所述倒角组件固定在底板中后部,包括,倒梯形滑轨、滑板、支板、倒角气缸、固定板、便携电磨头和椭球旋
装锉刀;所述倒梯形滑轨竖直固定在底板中后部;所述滑板通过倒梯形滑槽滑动固定在倒梯形滑轨上;所述支板固定在倒梯形滑轨的上端面中部,且向前延伸至滑板正上方;所述倒角气缸固定安装在滑板正上方的支板上,且活塞端头与滑板固定连接;所述固定板为二块,分别固定在滑板前侧面的上、下端,在上、下固定板的左、右两侧分别设置有安装便携电磨头的通孔;所述便携电磨头为二个,分别固定在固定板左、右两侧的通孔内;所述椭球旋装锉刀为二只,分别夹持安装在二个便携电磨头的磨具夹头内;所述控制器分别与夹持气缸和倒角气缸的控制气阀电连接,还与便携电磨头的控制开关电连接;其中,所述便携电磨头的磨削轴线与曲柄夹持在夹持组件上后、斜油孔的轴线同轴。
6.进一步的,所述夹持头的抵压柱为螺栓可调节结构。
7.本实用新型曲柄斜油孔倒角工装的有益技术效果是采用气缸夹持且一次加工二件,提高了加工效率,消除了安装隐患;采用椭球旋装锉刀进行倒角加工,避免了毛刺产生,保证了加工质量。
附图说明
8.附图1是曲柄及斜油孔的三维示意图;
9.附图2是曲柄及斜油孔的剖视示意图;
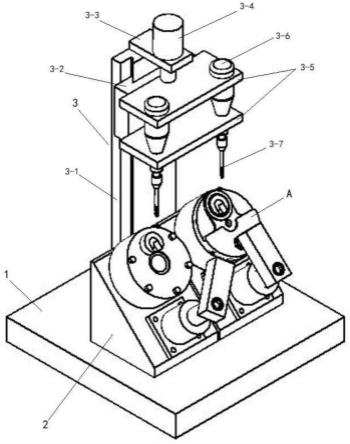
10.附图3是本实用新型曲柄斜油孔倒角工装的三维示意图;
11.附图4是本实用新型曲柄斜油孔倒角工装夹持组件的三维示意图。
12.下面结合附图和具体实施方式对本实用新型曲柄斜油孔倒角工装作进一步的说明。
具体实施方式
13.附图3是本实用新型曲柄斜油孔倒角工装的三维示意图,附图4是本实用新型曲柄斜油孔倒角工装夹持组件的三维示意图,图中,1为底板,2为夹持组件,2-1为斜面座,2-2为固定柱,2-3为定位柱,2-4为定位套,2-5为夹持气缸,2-6为夹持头,2-7为抵压柱,3为倒角组件,3-1为倒梯形滑轨,3-2为滑板,3-3为支板,3-4为倒角气缸,3-5为固定板,3-6为便携电磨头,3-7为椭球旋装锉刀,a为曲柄。由图可知,本实用新型曲柄斜油孔倒角工装,包括,底板1、夹持组件2、倒角组件3和控制器;所述底板1为矩形;所述夹持组件2为二个,并列固定在底板中前部,每个夹持组件均包括,斜面座2-1、固定柱2-2、定位柱2-3、定位套2-4、夹持气缸2-5、夹持头2-6和抵压柱2-7;所述斜面座2-1固定在底板表面,其倾斜角度与斜油孔轴线和曲轴曲杆轴线的夹角相对应;所述固定柱2-2为圆柱形,固定在斜面座的斜面上部;在固定柱的圆周上均匀间隔设置有三个以上的定位柱2-3,在固定柱的中心设置有曲柄杆部穿过的曲杆通孔,在曲杆通孔的上方固定安装有定位套;所述定位套2-4的形状为带有圆缺的圆柱形,其外径与曲柄曲拐偏心孔的直径相匹配,其圆缺正位于斜油孔的开口处;所述夹持气缸2-5为活塞可旋转的拉伸气缸,其气缸底部固定在固定柱正下方的斜面座的斜面上;所述夹持头2-6为l形,其长边固定在夹持气缸的活塞端头,短边即为抵压柱2-7;所述倒角组件3固定在底板中后部,包括,倒梯形滑轨3-1、滑板3-2、支板3-3、倒角气缸3-4、固定板3-5、便携电磨头3-6和椭球旋装锉刀3-7;所述倒梯形滑轨3-1竖直固定在底板中后部;所述滑板3-2通过倒梯形滑槽滑动固定在倒梯形滑轨上;所述支板3-3固定在倒梯形滑轨的上端
面中部,且向前延伸至滑板正上方;所述倒角气缸3-4固定安装在滑板正上方的支板上,且活塞端头与滑板固定连接;所述固定板3-5为二块,分别固定在滑板前侧面的上、下端,在上、下固定板的左、右两侧分别设置有安装便携电磨头的通孔;所述便携电磨头3-6为二个,分别固定在固定板左、右两侧的通孔内;所述椭球旋装锉刀3-7为二只,分别夹持安装在二个便携电磨头的磨具夹头内;所述控制器分别与夹持气缸和倒角气缸的控制气阀电连接,还与便携电磨头的控制开关电连接;其中,所述便携电磨头的磨削轴线与曲柄夹持在夹持组件上后、斜油孔的轴线同轴。具体加工时,将待加工的曲柄曲杆穿过固定柱中心的曲杆通孔,同时将曲柄曲拐偏心孔套装在定位套外圆,使得曲柄平整的放置在定位柱表面。开启控制器,控制器开始按照设定的步骤控制相关零部件完成以下操作:
①
开启夹持气缸,夹持头边旋转边被拉向曲柄背面,直到夹持头抵压柱压紧在曲柄背面,实现对曲柄的夹持;
②
开启倒角气缸,倒角气缸活塞将滑板向下推进;
③
开启便携电磨头,椭球旋装锉刀边旋转边向下移动,直至斜油孔开口处,并对其进行道交加工;
④
关闭倒角气缸,滑板带动便携电磨头向上移动直至初始位置;
⑤
关闭便携电磨头;
⑥
开启夹持气缸,夹持头边旋转边被推出到初始位置。重复上述步骤,完成其他曲柄斜油孔的倒角加工。可见,本实用新型曲柄斜油孔倒角工装采用夹持气缸对曲柄进行夹持,并且,一次加工二件,提高了加工效率,消除了安装隐患。另外,本实用新型曲柄斜油孔倒角工装采用椭球旋装锉刀进行倒角加工,避免了毛刺产生,保证了加工质量。
14.为方便调整夹持头对曲柄的夹持力,本实用新型曲柄斜油孔倒角工装夹持头的抵压柱为螺栓可调节结构。通过调整抵压柱的伸出长度,调整抵压柱为曲柄背面的抵压力,实现对夹持力的调整。
15.显然,本实用新型曲柄斜油孔倒角工装的有益技术效果是采用气缸夹持且一次加工二件,提高了加工效率,消除了安装隐患;采用椭球旋装锉刀进行倒角加工,避免了毛刺产生,保证了加工质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1