一种推车侧框生产线的制作方法
1.本实用新型涉及推车生产设备技术领域,尤其是涉及一种推车侧框生产线。
背景技术:
2.在推车的生产过程中,需要制作两个п形框架作为推车两侧的侧框,现有技术的侧框生产环节依次为第一步将已在需要折角的位置切角后的方管进行折角,第二步将折角处焊接形成п形框架,第三步在п形框架上钻孔攻牙。目前,这三步的过程过度均依赖人工来完成,工人劳动强度大,生产效率较低,且产品质量难以保证。
技术实现要素:
3.本实用新型的目的在于提供一种推车侧框生产线,该推车侧框生产线能依次将方管折弯为框体,将框体的折角处焊接,以及对框体进行钻孔攻牙。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种推车侧框生产线,包括弯框装置、焊框装置及攻牙装置,所述弯框装置包括弯框台、推送机构、折弯机构及夹送机构,所述弯框台的台面板沿方管的输送方向依次形成有送管段、弯框段及出框段,所述推送机构设于送管段,用以将待折弯的方管推送至弯框段;所述折弯机构设于弯框段,用以将方管折弯为框体,所述夹送机构可活动地设置在弯框段与出框段之间,用以将框体输送至出框段;
6.所述焊框装置包括焊框台及与焊框台相对设置的焊框机械手,所述焊框台与弯框装置的出框段之间设有第一输送机械手,通过第一输送机械手将框体从出框段抓取输送至焊框台上,并通过焊框机械手对焊框台上的框体进行焊接;
7.所述攻牙装置包括攻牙输送平台、依次架设在攻牙输送平台上的钻孔单元与攻牙单元、以及设于攻牙输送平台出料侧的出料输送平台,所述攻牙输送平台与焊框台之间设有第二输送机械手,以供第二机械手将焊接后的框体从焊框台抓取输送至攻牙输送平台上,攻牙输送平台将框体依次输送至钻孔单元与攻牙单元所在位置,通过钻孔单元对框体转孔,攻牙单元对钻孔单元钻出的孔攻牙,并输送至出料输送平台上,出料输送平台将框体输出。
8.作为本实用新型进一步技术方案:所述推车侧框生产线,还包括设于弯框装置进料侧的方管预加工产线,所述方管预加工产线包括方管送料装置、方管冲切装置及方管输送架,所述方管送料装置用以储备待切角的若干方管并将方管依次输送至方管冲切装置,所述方管冲切装置对输入至其内的方管切角,所述方管输送架架设于方管冲切装置与弯框台的送管段之间,用以将切角后的方管输送至弯框台的送管段上。
9.与现有技术相比,本实用新型的有益效果是:本实用新型提出一种推车侧框生产线通过弯框装置、焊框装置及攻牙装置之间的配合,能高效地将方管折弯为框体、对框体的折角处焊接以及对框体钻孔攻牙,减低了人力成本的同时,提高了推车侧框的生产效率。
附图说明
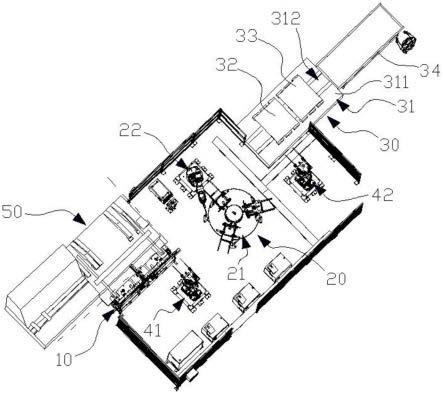
10.图1为推车侧框生产线的示意图。
11.图2为弯框装置的主视图。
12.图3为弯框装置的俯视图。
13.图4为弯框装置的立体图。
14.图5为图4的局部图。
15.图6为弯框装置的一折弯座拆除局部结构后的折弯单元示意图。
16.图7为焊框台的示意图。
具体实施方式
17.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型的保护范围。
18.请参阅图1、图3,一种推车侧框生产线,包括弯框装置10、焊框装置20及攻牙装置30,其中,所述弯框装置10包括弯框台11、推送机构12、折弯机构13及夹送机构14,所述弯框台11的台面板111沿方管的输送方向依次形成有送管段101、弯框段102及出框段103,所述推送机构12设于送管段101,用以将待折弯的方管推送至弯框段102;所述折弯机构13设于弯框段102,用以将方管折弯为框体,所述夹送机构14可活动地设置在弯框段102与出框段103之间,用以将框体输送至出框段103;
19.所述焊框装置20包括焊框台21及与焊框台21相对设置的焊框机械手22,所述焊框台21与弯框装置10的出框段103之间设有第一输送机械手41,通过第一输送机械手41将框体从出框段103抓取输送至焊框台21上,并通过焊框机械手22对焊框台21上的框体进行焊接;
20.所述攻牙装置30包括攻牙输送平台31、依次架设在攻牙输送平台31上的钻孔单元32与攻牙单元33、以及设于攻牙输送平台31出料侧的出料输送平台34,所述攻牙输送平台31与焊框台21之间设有第二输送机械手42,以供第二输送机械手42将焊接后的框体从焊框台21抓取输送至攻牙输送平台31上,攻牙输送平台31将框体依次输送至钻孔单元32与攻牙单元33所在位置,通过钻孔单元32对框体转孔,攻牙单元33对钻孔单元32钻出的孔攻牙,并输送至出料输送平台34上,出料输送平台34将框体输出。
21.进一步的,所述推车侧框生产线,还包括设于弯框装置10进料侧的方管预加工产线50,所述方管预加工产线50包括方管送料装置、方管冲切装置及方管输送架,所述方管送料装置用以储备待切角的若干方管并将方管依次输送至方管冲切装置,所述方管冲切装置对输入至其内的方管在其需折角的位置切角,所述方管输送架架设于方管冲切装置与弯框台11的送管段101之间,用以将切角后的方管输送至弯框台11的送管段101上。
22.进一步的,参阅图2-图6,所述折弯机构13包括两件折弯座131以及两组折弯单元132,两件折弯座131相对设置在弯框段102的顶面两侧,每一折弯座131内形成有用以容纳方管一端的折弯腔1311,每一折弯单元132与一折弯座131对应设置,所述折弯单元132包括折弯气缸1321及折弯摆臂1322,两组折弯单元132的折弯气缸1321在弯框段102的底面下方呈八字状设置,台面板111在每一弯框腔底部的邻近腔口的位置开设有摆臂安装口1111,所
述折弯摆臂1322可摆动地安装在摆臂安装口1111内,折弯摆臂1322邻近弯框腔腔口的一端与摆臂安装口1111铰接,折弯摆臂1322的底部与折弯气缸1321的伸缩杆铰接,通过折弯气缸1321的伸缩杆伸缩,带动折弯摆臂1322远离弯框腔腔口的一端在弯框腔内绕与摆臂安装口1111的铰接处上下摆动,对容纳在折弯腔1311内的方管两端抵推,将方管的两端折弯。
23.进一步的,所述夹送机构14包括固定座141、夹送气缸142、基架143及两件送料夹爪144,所述固定座141固设在两件折弯座131之间,固定座141的两端相对连接两件折弯座131朝向送管段101的一面,所述夹送气缸142固设在固定座141上,夹送气缸142的伸缩杆朝向出框段103设置,并与基架143连接,所述基架143可活动地设置在两件折弯座131之间的邻近出框段103的一侧;两件送料夹爪144设置在基架143的两侧,以供两组折弯单元132对方管的两端抵推,将方管的两端折弯后,两件送料夹爪144夹持方管折弯后形成的框体,并通过夹送气缸142的伸缩杆伸出,带动基架143活动至出框段103,从而将框体输送至出框段103。
24.进一步的,参阅图7,所述焊框台21包括底座211、驱动装置212、转盘213及多个框体定位机构214,所述驱动装置212固定于底座211上,转盘213固定于驱动装置212的输出轴上,驱动装置212驱动转盘213间歇转动,多个框体定位机构214呈环形阵列固定于转盘213上,沿转盘213转动方向依次设置有与每一框体定位机构214对应的上料工位、焊接工位及下料工位,以供第一输送机械手41将框体输送至位于上料工位的框体定位机构214上,焊框机械手22对位于焊接工位的框体定位机构214上的框体焊接,第二输送机械手42将位于下料工位的框体定位机构214上的框体抓取输送至攻牙输送平台31。
25.进一步的,所述攻牙输送平台31包括台架311及设置在台架311上的输送结构312,所述台架311沿输送结构312的输送方向,依次设有输入位、钻孔位、攻牙位及输出位,所述第二输送机械手42将框体抓取输送至输入位,所述钻孔单元32架设于钻孔位上,所述攻牙单元33架设于攻牙位上,以供输送结构312将框体从输入位、钻孔位、攻牙位及输出位依次输送,并从输出位输送至出料输送平台34上。
26.可以理解的,本实用新型一种推车侧框生产线的推车侧框生产方法,如下:通过人工直接将待折弯的方管放置到弯框台11的送管段101上,或通过方管预加工产线50将待切角的方管在需折角的位置切角后输送至弯框台11的送管段101上;在方管输送至弯框台11后,推送机构12将方管推送至弯框段102,折弯机构13将方管折弯为框体,夹送机构14将框体从弯框段102输送至出框段103;第一输送机械手41将框体从出框段103抓取输送至焊框台21上,并通过焊框机械手22对焊框台21上的框体进行焊接;第二输送机械手42将焊接后的框体从焊框台21抓取输送至攻牙输送平台31上,攻牙输送平台31将框体依次输送至钻孔单元32与攻牙单元33所在位置,通过钻孔单元32对框体转孔,攻牙单元33对钻孔单元32钻出的孔攻牙,并输送至出料输送平台34上,出料输送平台34将框体输出。如此,完成推车侧框的生产。
27.综上所述,本实用新型一种推车侧框生产线通过弯框装置10、焊框装置20及攻牙装置30之间的配合,能高效地将方管折弯为框体、对框体的折角处焊接以及对框体钻孔攻牙,减低了人力成本的同时,提高了推车侧框的生产效率。
28.只要不违背本实用新型创造的思想,对本实用新型的各种不同实施例进行任意组合,均应当视为本实用新型公开的内容;在本实用新型的技术构思范围内,对技术方案进行
多种简单的变型及不同实施例进行的不违背本实用新型创造的思想的任意组合,均应在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1