夹紧定位机构的制作方法
1.本实用新型属于工业机器人技术领域,具体涉及一种夹紧定位机构。
背景技术:
2.随着国内汽车工业的迅猛发展,各大车厂对汽车生产线的产能节拍要求不断提高,对汽车生产过程中的车身焊接质量要求也越来越高。
3.在传统的定位压紧方式中,每一个定位夹紧机构需要一个气缸来施加压紧力量。然而目前在白车身的焊接过程中难免存在空间不足的问题,多个定位夹紧机构和多个气缸都密集在一个很小的空间内,无法同时容纳多个气缸。如果采用多个气缸勉强能够对各点进行定位夹紧,但也占用了焊枪进出的焊接通道,无法完成焊接。
技术实现要素:
4.本实用新型针对现有技术中需要多个定位夹紧密集而空间狭小无法容纳多个气缸的技术问题,目的在于提供一种新的夹紧定位机构。
5.本实用新型的夹紧定位机构,具有:
6.一气缸;
7.n对定位夹紧件,所述定位夹紧件具有一枢接端,与所述气缸的活塞杆活动连接,其中,n≥2。
8.较佳地是,所述夹紧定位机构还具有:
9.一安装板,所述气缸位于所述安装板下表面,所述气缸的活塞杆穿过所述安装板的安装孔;
10.所述定位夹紧件,具有:
11.一定位支撑块,固定在所述安装板的上表面,
12.一压臂,所述压臂具有所述枢接端和靠近所述枢接端的铰接部,所述压臂的枢接端与所述气缸的活塞杆活动连接,所述压臂的铰接部与所述安装板的上表面铰接。
13.较佳地是,所述夹紧定位机构还具有:
14.一铰接座,固定在所述安装板的上表面;
15.一铰接板,上端与所述压臂的铰接部连接在一起,下端与所述铰接座连接在一起。
16.较佳地是,所述夹紧定位机构还具有:
17.一支点接头,下端固定在所述气缸的活塞杆上,上端具有n个铰支销,所述压臂的枢接端连接在所述支点接头的铰支销上,从而通过所述支点接头将所述压臂的枢接端与所述气缸的活塞杆活动连接。
18.较佳地是,
19.所述支点接头的下端为一底座,所述底座固定在所述气缸的活塞杆上;
20.所述支点接头的上端为n对支壁和所述n个铰支销,所述支壁的底部固定在所述底座的上表面上,所述铰支销穿设在每对支壁上。
21.较佳地是,所述铰接座为l型,具有:
22.一连接块,底部固定在所述安装板的上表面;
23.一铰接块,侧面固定在所述连接块的侧面,所述铰接板的下端与所述铰接座的铰接块连接在一起。
24.较佳地是,所述定位夹紧件还具有:
25.一转接块,固定在所述安装板的上表面;
26.所述定位支撑块固定在所述转接块上。
27.较佳地是,所述夹紧定位机构还具有:
28.一安装支座,所述安装板固定在所述安装支座上;
29.所述气缸固定在所述安装支座下。
30.较佳地是,n选自2~10的整数,优选选自3~5的整数。
31.本实用新型的积极进步效果在于:本实用新型通过在一个气缸的活塞杆上同时铰链设置多个定位夹紧件,从而可以减少空间,同时也因为减少n-1 个气缸数量,降低制造成本。
附图说明
32.图1为本实用新型的夹紧定位机构的立体组合示意图;
33.图2为本实用新型的夹紧定位机构部分部件的立体结构示意图;
34.图3为本实用新型的夹紧定位机构的进一步部分部件的立体结构示意图。
具体实施方式
35.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本实用新型。
36.本实用新型所述的“固定”具有直接固定的意思,也包含间接固定的意思,如通过其他部件转固定。本实用新型所述的“连接”具有直接连接的意思,也包含间接连接的意思,如通过其他部件转连接。
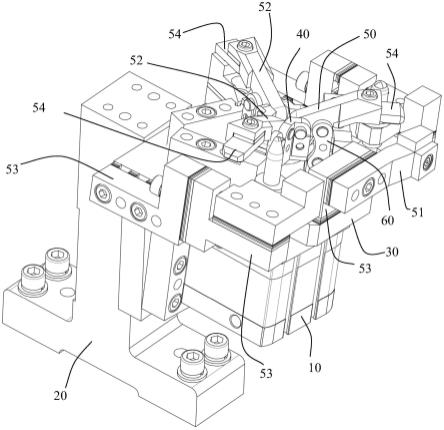
37.如图1~3所示,本实用新型的夹紧定位机构,具有气缸10、安装支座 20、安装板30、支点接头40、n对定位夹紧件50和铰链件60。
38.气缸10固定在安装支座20的下表面,安装板30为一过渡安装板,固定在安装支座20的上表面。安装板30和安装支座20的上表面的对应位置处还具有安装孔,安装孔供气缸10的活塞杆穿过。n对定位夹紧件50固定在安装板30的上表面,定位夹紧件50的支点即枢接端521与气缸10的活塞杆活动连接,n≥2的任意整数,较佳地是,n选自2~10的整数,优选选自3~5 的整数。
39.支点接头40下端固定在气缸10的活塞杆上,支点接头40为两段式,下端为底座41,例如为圆柱体形状,底座41固定在气缸10的活塞杆上;支点接头40的上端具有n对支壁42和n个铰支销43,支壁42为板式,支壁42 底部固定在底座41的上表面上,铰支销43穿设在每对支壁42上。
40.定位夹紧件50具有定位支撑块51、压臂52和转接块53。转接块53固定在安装板30的上表面。定位支撑块51固定在转接块53上,从而间接固定在安装板30的上表面。压臂52具
有枢接端521和靠近枢接端521的铰接部 522,压臂52的枢接端521连接在支点接头40的铰支销43上,从而通过支点接头40将压臂52的枢接端521枢转地连接在气缸10的活塞杆上。压臂 52的铰接部522与安装板30的上表面铰接。压臂52的头端还可以连接有压块54,将车身零件放置于定位支撑块51上,并用压臂52的头端的压块54 对车身零件压紧定位。
41.铰接件60包括铰接座61和铰接板62。铰接座61为l型,固定在安装板30的上表面;铰接座61具有连接块611和铰接块612,铰接座61通过连接块611底部而固定在安装板30的上表面;铰接块612侧面固定在连接块 611的侧面。铰接板62的下端与铰接座61的铰接块612连接在一起;铰接板62上端与压臂52的铰接部522连接在一起。通过铰接板62而将压臂52 的铰接部522与安装板30的上表面铰接在一起。
42.如图3所述,将本实用新型的夹紧定位机构设计在焊接工位中,三根压臂52与定位支撑块51配合,将车身零件从三个角度,将车身零件定位夹紧,下方仅仅一个气缸10。而不必设置多个气缸,节省了空间,也降低了成本。
43.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种夹紧定位机构,其特征在于具有:一气缸;n对定位夹紧件,所述定位夹紧件具有一枢接端,与所述气缸的活塞杆活动连接,其中,n≥2。2.如权利要求1所述的夹紧定位机构,其特征在于,所述夹紧定位机构还具有:一安装板,所述气缸位于所述安装板下表面,所述气缸的活塞杆穿过所述安装板的安装孔;所述定位夹紧件,具有:一定位支撑块,固定在所述安装板的上表面,一压臂,所述压臂具有所述枢接端和靠近所述枢接端的铰接部,所述压臂的枢接端与所述气缸的活塞杆活动连接,所述压臂的铰接部与所述安装板的上表面铰接。3.如权利要求2所述的夹紧定位机构,其特征在于,所述夹紧定位机构还具有:一铰接座,固定在所述安装板的上表面;一铰接板,上端与所述压臂的铰接部连接在一起,下端与所述铰接座连接在一起。4.如权利要求2所述的夹紧定位机构,其特征在于,所述夹紧定位机构还具有:一支点接头,下端固定在所述气缸的活塞杆上,上端具有n个铰支销,所述压臂的枢接端连接在所述支点接头的铰支销上,从而通过所述支点接头将所述压臂的枢接端与所述气缸的活塞杆活动连接。5.如权利要求4所述的夹紧定位机构,其特征在于,所述支点接头的下端为一底座,所述底座固定在所述气缸的活塞杆上;所述支点接头的上端为n对支壁和所述n个铰支销,所述支壁的底部固定在所述底座的上表面上,所述铰支销穿设在每对支壁上。6.如权利要求3所述的夹紧定位机构,其特征在于,所述铰接座为l型,具有:一连接块,底部固定在所述安装板的上表面;一铰接块,侧面固定在所述连接块的侧面,所述铰接板的下端与所述铰接座的铰接块连接在一起。7.如权利要求2所述的夹紧定位机构,其特征在于,所述定位夹紧件还具有:一转接块,固定在所述安装板的上表面;所述定位支撑块固定在所述转接块上。8.如权利要求2所述的夹紧定位机构,其特征在于,所述夹紧定位机构还具有:一安装支座,所述安装板固定在所述安装支座上;所述气缸固定在所述安装支座下。9.如权利要求1所述的夹紧定位机构,其特征在于,n选自2~10的整数。10.如权利要求9所述的夹紧定位机构,其特征在于,n选自3~5的整数。
技术总结
本实用新型公开了一种夹紧定位机构,具有:一气缸;N对定位夹紧件,所述定位夹紧件具有一枢接端,与所述气缸的活塞杆固定连接。本实用新型通过在一个气缸的活塞杆上同时铰链设置多个定位夹紧件,从而可以减少空间,同时也因为减少N-1个气缸数量,降低制造成本。降低制造成本。降低制造成本。
技术研发人员:察建平 谭秀阳 张峰 景海浪 张平 陶祥季
受保护的技术使用者:上海鑫燕隆汽车装备制造有限公司
技术研发日:2022.06.07
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1