不锈钢带底孔折弯厚构件的连续料带式生产装置的制作方法
1.本实用新型涉及冲压加工技术领域,具体涉及到一种不锈钢带底孔折弯厚构件的连续料带式生产装置。
背景技术:
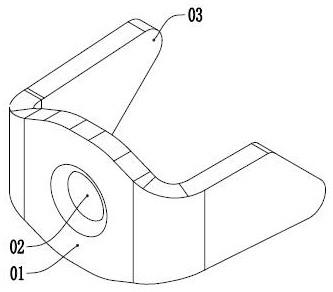
2.附图1、2所示为一种sus304厚材(t3.0)构件,其底部01设翻边孔02,且两端具有90
°
折弯部03,该构件的特点在于板厚、硬度大、延展率低。采用传统的翻孔工艺会导致成型难度大、冲头易断等问题;此外,90
°
折弯采用传统折弯工艺,也难以保证产品质量。
技术实现要素:
3.为了提高上述构件的的加工精度,同时控制模具成本,本实用新型提供了一种不锈钢带底孔折弯厚构件的连续料带式生产装置。
4.本实用新型采用的技术方案如下:
5.一种不锈钢带底孔折弯厚构件的连续料带式生产装置,包括机架以及用于料带输送的送料装置,所述机架上设有级进模,所述级进模沿所述料带的前进方向设多个加工模位,所述加工模位依次包括预打凸模、打凸模、冲底孔模、切外形模、预折弯模、折弯模及切断模。
6.优选的,所述预打凸模之前设置有引导针模。
7.优选的,所述预打凸模为多级设置。
8.优选的,所述冲底孔模后置有孔整形模。
9.优选的,所述切外形模后置有外形整形模。
10.优选的,所述折弯模后者有折弯微调模。
11.优选的,所述预折弯模与所述折弯模分别为45
°
折弯和90
°
折弯。
12.本实用新型的有益效果是:本实用新型针对较厚的不锈钢板材,采用多次拉延的工艺,即通过预打凸模、打凸模及冲底孔模多个模具实现翻边孔的翻孔加工,成型工艺好,产品质量有保证,而且模具也不易损坏;此外,通过将折弯工序进行分解,在只有限增加模具成本的基础上大幅提高产品的合格率。
附图说明
13.图1是本实用新型实施例中构件的立体示意图。
14.图2是本实用新型实施例中构件的主视示意图。
15.图3是本实用新型实施例的示意图。
16.图4是本实用新型实施例中料带及各加工模位的布置图(第一个部分)。
17.图5是本实用新型实施例中料带及各加工模位的布置图(第二部分)。
18.图6是本实用新型实施例中预折弯模的示意图。
19.图7是本实用新型实施例中折弯模的示意图。
20.图8是本实用新型实施例中折弯微调模的示意图。
21.图中,机架1、送料装置2、级进模3、预打凸模4、打凸模5、冲底孔模6、切外形模7、预折弯模8、折弯模9、切断模10、引导针模11、孔整形模12、外形整形模13、折弯微调模14、底部01、翻边孔02、折弯部03、料带04。图4、图5为一个整体,其中线a表示二者的连接线。
具体实施方式
22.下面结合实施例与附图对本实用新型作进一步说明。
23.实施例中,如图1~5所示,为一种不锈钢带底孔折弯厚构件的连续料带式生产装置,包括机架1以及用于料带04输送的送料装置2,机架1上设有级进模3,级进模3沿料带04的前进方向设多个加工模位,加工模位依次包括预打凸模4、打凸模5、冲底孔模6、切外形模7、预折弯模8、折弯模9及切断模10。本实施例的送料装置2可参考专利文献1(cn103722096a)、专利文献2(cn107876630b)中的结构。本实施例针对较厚的不锈钢板材,采用多次拉延的工艺,即通过预打凸模4、打凸模5及冲底孔模6多个模具实现翻边孔02的翻孔加工,成型工艺好,产品质量有保证,而且模具也不易损坏;此外,通过将折弯工序进行分解,在只有限增加模具成本的基础上大幅提高产品的合格率。
24.实施例中,如图4所示,预打凸模4之前设置有引导针模11。引导针或导正针为连续料带式加工中的常规设置,本实施例中料带04两侧的引导针模11分为两端及中部的三个,中部的引导针模11主要是便于两端切形、折弯过程的导正。
25.实施例中,如图4所示,预打凸模4为多级设置。具体到本实施例产品,选用两套预打凸模4、三个预打凸工位,就可保证较好的翻边打凸质量。根据不同的板厚或翻边孔02参数,可调整不同的布置形式。
26.实施例中,如图4所示,冲底孔模6后置有孔整形模12。本实施例的孔整形模12具有两个,先后对翻边孔02的翻边及孔进行整形,以满足产品公差要求。
27.实施例中,如图5所示,切外形模7后置有外形整形模13。本实施例的切外形模7分别设置在工件的左右两侧,即同一时间只切除一侧,保证切形的顺畅,而外形整形模13则是同时进行整形,以保证外形的公差要求。
28.实施例中,如图5所示,折弯模9后者有折弯微调模14。而如图6~8所示,预折弯模8与折弯模9分别为45
°
折弯和90
°
折弯,而折弯微调模14的角度为95
°
,以保证最终折弯成型的折弯部03保证要求。为方便脱模,折弯模9、折弯微调模14的上冲头,都采用两瓣式结构。另外,预折弯模8、折弯模9及折弯微调模14的底部,都对应翻边孔02设置沉孔,此结构在图6~8中未作标识。
29.显然,本实用新型的上述实施例仅仅是为了说明本实用新型所作的举例,而并非对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷例。而这些属于本实用新型的实质精神所引申出的显而易见的变化或变动仍属于本实用新型的保护范围。
技术特征:
1.一种不锈钢带底孔折弯厚构件的连续料带式生产装置,包括机架(1)以及用于料带(04)输送的送料装置(2),所述机架(1)上设有级进模(3),其特征在于:所述级进模(3)沿所述料带(04)的前进方向设多个加工模位,所述加工模位依次包括预打凸模(4)、打凸模(5)、冲底孔模(6)、切外形模(7)、预折弯模(8)、折弯模(9)及切断模(10)。2.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述预打凸模(4)之前设置有引导针模(11)。3.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述预打凸模(4)为多级设置。4.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述冲底孔模(6)后置有孔整形模(12)。5.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述切外形模(7)后置有外形整形模(13)。6.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述折弯模(9)后者有折弯微调模(14)。7.根据权利要求1所述的不锈钢带底孔折弯厚构件的连续料带式生产装置,其特征在于:所述预折弯模(8)与所述折弯模(9)分别为45
°
折弯和90
°
折弯。
技术总结
本实用新型公开了一种不锈钢带底孔折弯厚构件的连续料带式生产装置,包括机架以及用于料带输送的送料装置,机架上设有级进模,级进模沿料带的前进方向设多个加工模位,加工模位依次包括预打凸模、打凸模、冲底孔模、切外形模、预折弯模、折弯模及切断模。本实用新型针对较厚的不锈钢板材,采用多次拉延的工艺,即通过预打凸模、打凸模及冲底孔模多个模具实现翻边孔的翻孔加工,成型工艺好,产品质量有保证,而且模具也不易损坏;此外,通过将折弯工序进行分解,在只有限增加模具成本的基础上大幅提高产品的合格率。高产品的合格率。高产品的合格率。
技术研发人员:陈劲松 顾杰电
受保护的技术使用者:南京元新冲压技术有限公司
技术研发日:2022.06.13
技术公布日:2022/9/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1