一种二氧化碳保护焊机焊枪清理机构的制作方法
1.本实用新型属于焊枪领域,具体地说,涉及一种二氧化碳保护焊机焊枪清理机构。
背景技术:
2.二氧化碳气体保护焊机是以co2作为保护气体的熔化极电弧焊方法,焊枪连续使用一定时间后,焊接飞溅的残渣会残留在焊枪喷嘴、导电嘴等易损器件上,流过焊缝的保护气流就会受到沉积焊渣的影响,使得空气不能到达焊接点,影响焊接时焊枪内电弧的稳定性和焊接工件的焊缝质量,同时飞溅积累使得喷嘴和导电嘴导通后,在焊接过程中容易烧毁,甚至会导致整个焊枪头烧毁,因而需要通过清理设备对焊枪进行清理。
3.现有的焊枪清理设备使用时,通常需要人工将焊枪插入清理设备内,然后手持焊枪并通过清理设备对焊枪进行清理,需要人工一直手持焊枪,费时费力,无法保证焊枪清理过程的稳定性,影响实际的清理效果,且焊枪清理时需要经过清洗、剪丝及喷油多个步骤,现有的清洗、剪丝及喷油设备技术已经相对成熟,但是实际操作时,需要操作人员将焊枪依次放入多个不同的设备内进行清理,操作复杂,实际的清理效率低下。
技术实现要素:
4.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种二氧化碳保护焊机焊枪清理机构,为解决上述技术问题,本实用新型采用技术方案的基本构思是:
5.一种二氧化碳保护焊机焊枪清理机构,包括焊枪:所述焊枪插接在清理机箱的内部,且焊枪的表面设置有两组固定机构,两组所述固定机构左右对称设置,所述清理机箱的内部设置有调节机构,所述调节机构的表面设置有清理机构。
6.优选的,所述固定机构包括安装板、夹持气缸以及夹持板,所述安装板安装在清理机箱的上表面左右两端部,所述夹持气缸螺接安装在安装板的外侧面,且夹持气缸的输出端朝内侧设置,所述夹持板的外侧面安装在夹持气缸的输出端表面,且夹持板的内侧面与焊枪的两侧面相抵。
7.优选的,所述固定机构还包括定位滑杆,所述定位滑杆设置有两组,两组所述定位滑杆安装在两组安装板的内侧面前后两端部,所述夹持板的内部开设有定位滑孔,所述夹持板滑动连接在定位滑杆的表面。
8.优选的,所述调节机构包括步进电机、螺纹丝杆、安装座以及轴承座,所述步进电机螺接安装在清理机箱的左侧面,所述螺纹丝杆通过联轴器与步进电机的动力输出端传动连接,所述安装座设置有三组,三组所述安装座呈线性阵列间隔设置,且安装座螺纹连接在螺纹丝杆的表面,所述轴承座设置有两组,两组所述轴承座套接在螺纹丝杆的左右两端部圆周表面,且轴承座固定在焊枪的内壁。
9.优选的,所述清理机构包括第一气缸与清洗设备,所述第一气缸螺接安装在最左端安装座的下表面,且第一气缸的输出端朝上设置,最左端所述安装座的下表面前后两端开设有通孔,所述第一气缸的输出端滑动在通孔内,所述清洗设备安装在第一气缸的输出
端表面,且清洗设备滑动在最左端安装座的内部。
10.优选的,所述清理机构还包括第二气缸与剪丝设备,所述第二气缸螺接安装在中端安装座的下表面,且第二气缸的输出端朝上设置,中端所述安装座的下表面前后两端开设有通孔,所述第二气缸的输出端滑动在通孔内,所述剪丝设备安装在第二气缸的输出端表面,且剪丝设备滑动在中端安装座的内部。
11.优选的,所述清理机构还包括第三气缸与喷油设备,所述第三气缸螺接安装在最右端安装座的下表面,且第三气缸的输出端朝上设置,最右端所述安装座的下表面前后两端开设有通孔,所述第三气缸的输出端滑动在通孔内,所述喷油设备安装在第三气缸的输出端表面,且喷油设备滑动在最右端安装座的内部。
12.本实用新型与现有技术相比具有以下有益效果:
13.1、通过设置固定机构,需要对焊枪进行清理时,将焊枪插接在清理机箱的内部,然后向内侧拉伸调节两组夹持气缸,夹持气缸带动夹持板向内侧滑动并最终与焊枪的两侧面相抵,实现对焊枪位置的固定,保证焊枪在实际清理过程中的稳定性,继而保证对焊枪的清理效果,不需要一直手持焊枪,省时省力,使用效果好;
14.2、通过设置调节机构与清理机构,将焊枪固定后,启动步进电机调整多个安装座的位置,将清洗设备、剪丝设备与喷油设备依次移动至焊枪的下端,同时配合拉伸调节第一气缸、第二气缸与第三气缸,将清洗设备、剪丝设备与喷油设备依次移动至焊枪外端,快速对焊枪进行清洗、剪丝及喷油,提高焊枪的清理效率,结构简单,适合推广。
15.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
16.在附图中:
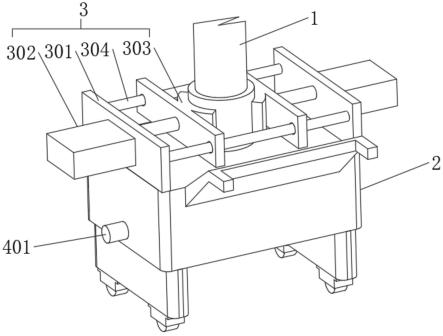
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的固定机构结构示意图;
19.图3为本实用新型的调节机构与清理机构处连接结构示意图。
20.图中:1、焊枪;2、清理机箱;3、固定机构;301、安装板;302、夹持气缸;303、夹持板;304、定位滑杆;4、调节机构;401、步进电机;402、螺纹丝杆;403、安装座;404、轴承座;5、清理机构;501、第一气缸;502、清洗设备;503、第二气缸;504、剪丝设备;505、第三气缸;506、喷油设备。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型。
22.如图1至图3所示,一种二氧化碳保护焊机焊枪清理机构,包括焊枪1:焊枪1插接在清理机箱2的内部,且焊枪1的表面设置有两组固定机构3,两组固定机构3左右对称设置,清理机箱2的内部设置有调节机构4,调节机构4的表面设置有清理机构5。
23.固定机构3包括安装板301、夹持气缸302以及夹持板303,安装板301安装在清理机箱2的上表面左右两端部,夹持气缸302螺接安装在安装板301的外侧面,且夹持气缸302的
输出端朝内侧设置,夹持板303的外侧面安装在夹持气缸302的输出端表面,且夹持板303的内侧面与焊枪1的两侧面相抵,清理焊枪1时,将焊枪1插入清理机箱2内,然后拉伸调节夹持气缸302,使夹持板303对焊枪1进行夹持固定,保证焊枪1的清理效果,不需要人工对焊枪1进行手持,省时省力。
24.固定机构3还包括定位滑杆304,定位滑杆304设置有两组,两组定位滑杆304安装在两组安装板301的内侧面前后两端部,夹持板303的内部开设有定位滑孔,夹持板303滑动连接在定位滑杆304的表面,在调节夹持气缸302的过程中,夹持板303在定位滑杆304的表面定位滑动,保持夹持板303移动过程的稳定性,继而保证对焊枪1的夹持固定效果。
25.调节机构4包括步进电机401、螺纹丝杆402、安装座403以及轴承座404,步进电机401螺接安装在清理机箱2的左侧面,螺纹丝杆402通过联轴器与步进电机401的动力输出端传动连接,安装座403设置有三组,三组安装座403呈线性阵列间隔设置,且安装座403螺纹连接在螺纹丝杆402的表面,轴承座404设置有两组,两组轴承座404套接在螺纹丝杆402的左右两端部圆周表面,且轴承座404固定在焊枪1的内壁,通过调节步进电机401使螺纹丝杆402旋转,继而调整清洗设备502、剪丝设备504与喷油设备506的位置,快速对焊枪1进行清洗、剪丝及喷油,提高清理效率。
26.清理机构5包括第一气缸501与清洗设备502,第一气缸501螺接安装在最左端安装座403的下表面,且第一气缸501的输出端朝上设置,最左端安装座403的下表面前后两端开设有通孔,第一气缸501的输出端滑动在通孔内,清洗设备502安装在第一气缸501的输出端表面,且清洗设备502滑动在最左端安装座403的内部,当清洗设备502移动至焊枪1下端时,向上拉伸调节第一气缸501使清洗设备502移动至焊枪1的外端,然后即可对焊枪1进行清洗,操作便捷。
27.清理机构5还包括第二气缸503与剪丝设备504,第二气缸503螺接安装在中端安装座403的下表面,且第二气缸503的输出端朝上设置,中端安装座403的下表面前后两端开设有通孔,第二气缸503的输出端滑动在通孔内,剪丝设备504安装在第二气缸503的输出端表面,且剪丝设备504滑动在中端安装座403的内部,当剪丝设备504移动至焊枪1下端时,向上拉伸调节第二气缸503使剪丝设备504移动至焊枪1的外端,然后即可对焊枪1进行剪丝,操作便捷。
28.清理机构5还包括第三气缸505与喷油设备506,第三气缸505螺接安装在最右端安装座403的下表面,且第三气缸505的输出端朝上设置,最右端安装座403的下表面前后两端开设有通孔,第三气缸505的输出端滑动在通孔内,喷油设备506安装在第三气缸505的输出端表面,且喷油设备506滑动在最右端安装座403的内部,当喷油设备506移动至焊枪1下端时,向上拉伸调节第三气缸505使喷油设备506移动至焊枪1的外端,然后即可对焊枪1进行喷油,操作便捷。
29.工作原理:需要对焊枪1进行清理时,将焊枪1插接在清理机箱2的内部,然后向内侧拉伸调节两组夹持气缸302,夹持气缸302带动夹持板303向内侧滑动并最终与焊枪1的两侧面相抵,实现对焊枪1位置的固定,保证焊枪1在实际清理过程中的稳定性,继而保证对焊枪1的清理效果,使用效果好,然后启动步进电机401使螺纹丝杆402旋转,将最左端的安装座403移动至焊枪1的下端,然后拉伸调节第一气缸501使清洗设备502向上滑动,最终清洗设备502滑动至焊枪1的外侧端,通过清洗设备502对焊枪1进行清洗,完成清洗后,回复第一
气缸501并继续调节步进电机401,使中端的安装座403移动至焊枪1的下端,然后拉伸调节第二气缸503使剪丝设备504向上滑动,最终剪丝设备504滑动至焊枪1的外侧端,通过剪丝设备504对焊枪1进行剪丝,完成剪丝后,回复第二气缸503并继续调节步进电机401,使最右端的安装座403移动至焊枪1的下端,然后拉伸调节第三气缸505使喷油设备506向上滑动,最终喷油设备506滑动至焊枪1的外侧端,通过喷油设备506对焊枪1进行喷油,完成喷油后,完成整个步骤,此时向两端回复夹持气缸302使夹持板303脱离焊枪1,然后即可将焊枪1取出并继续使用,操作简单,不需要将焊枪1放入多个不同的设备内依次进行清理,提高了焊枪1的清理效率,结构简单,适合推广。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1