一种侧缝焊接整形夹具及其生产线的制作方法
本技术属于电芯模组整形,具体涉及一种侧缝焊接整形夹具及其生产线。
背景技术:
1、随着新能源汽车行业的快速发展,电池模组的品类、型号、规格也越来越多,在对新能源电池模组进行侧缝焊接加工时,需要提前对电芯模组、侧板分别进行整形,并对侧板以及端板进行调节稳定,以保证在对电芯模组进行焊接时,侧板和端板可以贴合在电芯模组上,保证加工出的新能源电池的质量。当前,电池模组端板和侧板焊接大部分都采用自动化程度较高的激光焊接。但现有技术中,自动化程度较高的模组端侧板焊接平台大部分都只能适应单一尺寸的模组端侧板焊接,原因是焊接时平台无法完成不同模组长度方向和宽度方向的自动调整,焊接装配定位夹具只能实现对单一规格的电池模组进行装配定位,不能兼容不同规格的电池模组,使得生产不同规格的电池模组需要更换不同的定位夹具,操作不便,且效率低,另外多个定位夹具增加企业生产成本。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种侧缝焊接整形夹具及其生产线,以解决现有技术中的对电芯模组测缝焊接夹具和模组整形组件兼容性差、效率低的问题。
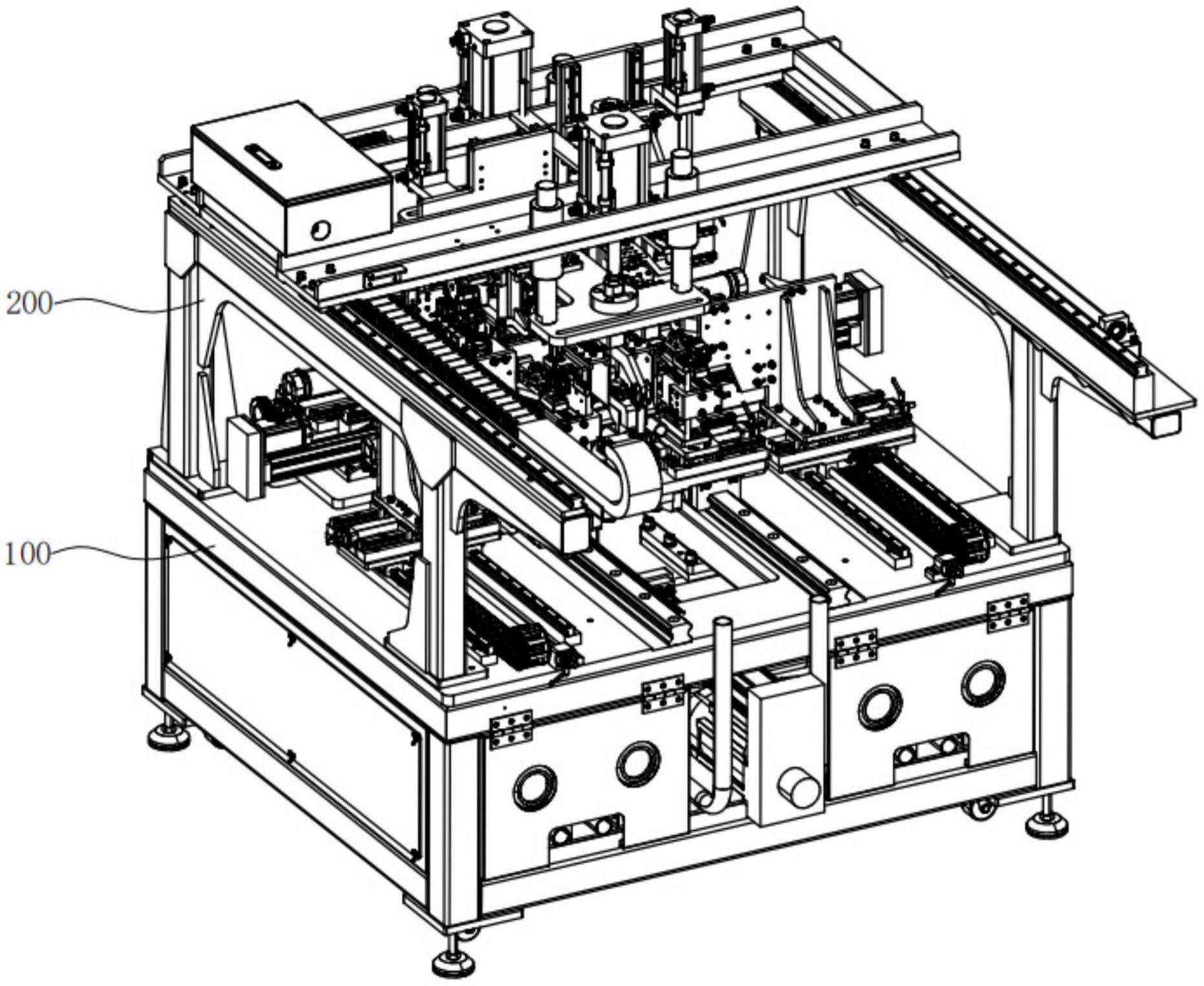
2、本实用新型其中一个实施例提供了一种侧缝焊接整形夹具,所述侧缝焊接整形夹具包括:
3、机架组件,所述机架组件上连接有第一活动板、第二活动板和固定板;
4、放料平台,安装在第一活动板上,用于工件的放置;
5、端板夹紧组件,分别安装在第二活动板上和固定板上,用于对端板进行调节;
6、侧板夹紧组件,安装在第一活动板上,用于对侧板进行夹紧;
7、侧板整形组件,包括第一侧板整形组件和第二侧板整形组件,用于对侧板进行整形;
8、定位机构,安装在第二活动板上,用于对侧板和端板进行固定;
9、模组整形组件,安装在机架组件上,用于对电芯模组、端板以及侧板进行整形;
10、风速测量组件,安装在机架组件上,用于风速测量;
11、其中,所述第一活动板位于第二活动板和固定板之间,所述侧板夹紧组件位于放料平台的两侧,所述第一侧板整形组件安装在机架组件上,第二侧板整形组件安装在固定板上,所述定位机构包括焊接挡板,所述焊接挡板分别安装在第二侧板整形组件和定位机构上。
12、在其中一个实施例中,所述机架组件上安装有滑轨,所述第一活动板和
13、第二活动板均与滑轨滑动连接,所述机架组件上连接有丝杆,所述丝杆与第一活动板的一侧螺纹连接,所述机架组件内部安装有第一电缸,所述第一电缸的输出轴与第二活动板固定连接。
14、在其中一个实施例中,所述端板夹紧组件包括端板压紧电缸,所述端板压紧电缸安装在第二活动板上,所述第二活动板上还安装有固定支撑台,所述端板压紧电缸的输出轴安装有连接杆,连接杆上安装有端板上部压紧块,所述连接杆与固定支撑台转动连接,所述固定支撑台上还安装有端板压紧块。
15、在其中一个实施例中,所述侧板夹紧组件包括第三活动板,所述第一活动板上安装有第二电缸,所述第二电缸的输出轴与第三活动板固定连接,所述第一活动板上还安装有滑轨,所述第三活动板与滑轨适配,所述第三活动板上安装有焊接支座,所述焊接支座上安装有侧板整形基板,所述侧板整形基板内设有真空吸盘,所述第三活动板上安装有推动气缸,所述第三活动板上活动安装有侧板整形定位块,所述推动气缸的输出轴与侧板整形定位块固定连接,所述侧板整形定位块上安装有侧板压紧电缸,所述侧板压紧电缸的输出轴上安装有侧板上部压紧块,所述侧板整形定位块上还安装有侧板拉钩电缸,所述侧板整形定位块上还连接有侧板整形拉钩,所述侧板拉钩电缸用于对侧板整形拉钩进行驱动。
16、在其中一个实施例中,所述第一侧板整形组件包括第四活动板,所述第四活动板与机架组件之间通过长度限位调整机构连接,所述第四活动板上连接有整形支架,所述第四活动板与整形支架之间设有宽度限位调整机构,所述整形支架上通过滑轨连接有整形端板,所述整形支架上安装有整形气缸,所述整形气缸的输出轴与整形端板固定连接。
17、在其中一个实施例中,所述第二侧板整形组件包括第五活动板,所述第五活动板与固定板之间设有侧板整形对缝调整机构,所述第五活动板上安装有整形支架,整形支架上通过滑轨连接有整形端板,所述整形支架上安装有整形气缸,所述整形气缸的输出轴与整形端板固定连接,所述整形端板的一端固定连接有焊接挡板。
18、在其中一个实施例中,所述定位机构还包括铜嘴支撑架,所述铜嘴支撑架与第二活动板连接,所述铜嘴支撑架与第二活动板连接之间设有侧板整形对缝调整机构,所述铜嘴支撑架上通过滑轨连接有焊接挡板,所述铜嘴支撑架上还安装有铜嘴压紧气缸,所述焊接挡板的一端贯穿铜嘴支撑架并与铜嘴压紧气缸的输出轴固定连接,所述铜嘴支撑架上开设有可供焊接挡板活动的通孔。
19、在其中一个实施例中,所述模组整形组件包括:
20、整形组件支架,安装在机架组件上;
21、活动安装板,活动安装在整形组件支架上;
22、极柱压紧限位机构,安装在活动安装板上,用于对模组进行压紧;
23、极柱滚轮组件,安装在极柱压紧限位机构上;
24、模组侧面整形机构,安装在活动安装板上,用于对模组侧面进行整理。
25、在其中一个实施例中,所述整形组件支架的一侧设有丝杆,所述活动安装板与丝杆螺纹连接,所述活动安装板通过滑轨与整形组件支架活动连接。
26、在其中一个实施例中,所述模组侧面整形机构包括支架推动气缸,所述支架推动气缸安装在活动安装板上,所述活动安装板上还通过滑轨连接有侧面整形支架,所述侧面整形支架与支架推动气缸的输出轴固定连接,所述侧面整形支架上活动安装有气缸安装板,所述气缸安装板上安装有侧边整形气缸,所述气缸安装板与侧面整形支架之间设有模组侧面整形调整机构,所述侧板整形气缸的输出轴上固定连接有侧面压紧模组,所述气缸安装板上还装有插销气缸,用于对侧面压紧模组进行固定。
27、在其中一个实施例中,所述极柱压紧限位机构还包括极柱滚轮组件安装板,所述极柱滚轮组件安装在极柱滚轮组件安装板上,所述活动安装板上安装有极柱压紧气缸,所述极柱压紧气缸的输出轴与极柱滚轮组件安装板固定连接。
28、在其中一个实施例中,所述极柱滚轮组件包括若干个滚轮,所述滚轮上设有极柱压紧弹簧。
29、本实用新型其中一个实施例提供了一种新能源电池模组线生产线,包括侧缝焊接整形夹具,所述侧缝焊接整形夹具为以上任意一项所述的侧缝焊接整形夹具。
30、以上实施例所提供的侧缝焊接整形夹具或者模组整形组件有以下有益效果:
31、1、通过第一活动板与机架组件的活动连接,可以对放料平台和侧板夹紧组件的位置进行调节,通过第二活动板与机架组件活动连接,可以对第一侧板整形组件和定位机构的位置进行调节,通过改变第一活动板和第二活动板与固定板之间的距离,方便不同大小的侧板以及电芯模组进行焊接使用,放料平台,端板夹紧组件以及侧板夹紧组件呈“十”字型排布,将工件放置在放料平台上通过端板夹紧组件对端板进行压紧,通过侧板整形组件对侧板进行整形,在通过侧板夹紧组件将侧板夹紧,定位机构对侧板进行定位,方便侧板与电芯模组进行焊接,保证端板和侧板与电芯模组焊接时对应位置的准确性,避免焊接时出现偏差,影响电芯模组的加工质量。
32、2、第三活动板通过滑轨与第一活动板活动连接,通过第二电缸改变第三活动板与放料平台之间的距离,使侧板整形基板与侧板贴合,方便根据不同大小的电芯模组进行调节,通过在第三活动板上安装有侧板整形定位块,并在侧板整形定位块上安装侧板整形拉钩和侧板上部压紧块,对侧板进行整形固定,通过推动电缸改变侧板整形定位块在第三活动板上的位置,改变侧板整形拉钩和侧板上部压紧块与侧板整形基板之间的距离,方便不同厚度的侧板进行使用,通过侧板整形拉钩保证侧板与侧板整形基板的位置贴合,通过侧板上部压紧块对侧板进行固定夹紧,整形完毕后,真空吸盘将侧板进行吸附固定。
33、3、通过整形支架上安装的整形气缸控制整形端板的运动,对侧板的位置进行调节,保证侧板与电芯模组连接时的稳定,通过整形气缸推动整形端板沿着整形支架滑动,对侧板进行整形,并将侧板的一端伸入焊接挡板内,方便侧板与电芯模组的焊接,通过铜嘴压紧气缸对焊接挡板进行调节,方便根据不同大小的侧板对焊接挡板进行调节,铜嘴支撑架上开设有可供焊接挡板活动的通孔,方便焊接挡板在铜嘴压紧气缸的控制下根据侧板的大小进行调节。
34、4、将电芯模组放置在放料平台上后,通过模组侧面整形机构对电芯模组进行规正,规正完毕后,通过极柱压紧限位机构对电芯模组进行压紧,再通过侧板夹紧组件对侧板进行安装,当电芯模组放置在放料平台上后,支架推动气缸推动侧面整形支架沿滑轨上下运动,带动侧面压紧模组上下运动,通过气缸安装板上的侧边整形气缸推动侧面压紧模组沿着滑轨运动对电芯模组进行整形,通过插销气缸将侧面压紧模组锁紧,方便侧面压紧模组对电芯进行整形。
35、5、通过极柱压紧气缸推动极柱滚轮组件安装板上下运动,使极柱压紧限位机构将电芯模组的顶端压紧,方便度电芯模组进行固定,当极柱滚轮组件与电芯模组接触时滚轮收缩,极柱压紧弹簧将滚轮顶级,并给予极柱滚轮组件安装板和电芯模组斥力,方便电芯模组进行固定,同时,对电芯模组进行保护。
- 还没有人留言评论。精彩留言会获得点赞!