一种用于热成型钢电阻点焊的电极帽
1.本实用新型涉及电阻点焊领域,更具体地涉及两层或多层热成型钢工件之间进行电阻点焊时使用的焊接电极帽。
背景技术:
2.随着全球变暖、能源枯竭问题的逐渐加剧,汽车的尾气排放及能源消耗越来越严重,实验证明汽车质量降低一半,燃料消耗也会降低将近一半,由于环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流。使用高强钢材料代替传统钢板,结构重量可减轻50%以上,是实现汽车轻量化最为有效的手段之一,被广泛应用于汽车车身制造中。目前汽车制造中主要依靠电阻点焊的方法来实现部件的连接。电阻点焊利用工件本身及相互之间的电阻产热来熔化材料实现连接,由于其在连接过程中不需要填充材料,生产效率高且容易实现自动化,所以该方法被广泛应用在汽车车身制造中。
3.热成型钢的屈服度达1000mpa之高,每平方厘米能承受10吨以上的压力,把这种材料用在车身上,在车身重量几乎没有太大变化情况下,承受力提高了30%,在欧洲ncap 碰撞测试中达到五星级标准。但是热成型钢在使用时为了满足防腐蚀、抗氧化等性能要求,往往需要在表面添加涂层,目前主要以铝硅涂层为主;由于热成型钢本身电阻率高、导热性差,并且表面铝硅涂层熔点低,在进行电阻点焊时存在诸多问题;例如焊接窗口小,同时极易在焊点表面附近产生飞溅毛刺,影响美观,往往需要在焊后增加清理工序,将表面毛刺去除,这无疑会增加制造成本以及降低生产效率。
4.cn110369848a公开了一种中心带有凹陷的焊接电极,其通过由外向内的形核方式来抑制焊接飞溅,但是其在进行焊接时由于外侧先接触,导致在某些非理想情况下无法保证电极与工件的准确定位,进而影响焊接质量;同时其针对带有表面涂层的钢工件时由于外圈接触面积小且应力集中,容易在电极与工件间过热而造成该位置飞溅粘连。
5.因此,本领域迫切需要一种针对镀层热成型钢能够获得大的焊接窗口、表面质量良好,成本低,效率高的电阻点焊电极帽及焊接方法。
技术实现要素:
6.为克服上述现有技术的不足,经过广泛而深入的研究,提供一种电阻点焊电极帽及焊接方法,具有特定焊接面形状尺寸,能够解决镀层钢板热成型钢电阻点焊时焊接窗口小,飞溅严重,表面质量差的问题,进而可以提升焊接质量,降低制造成本并提升制造效率。
7.为了解决上述问题,本实用新型的技术解决方案如下:
8.一种电阻点焊电极帽,包括:
9.呈圆柱状的电极帽本体,该电极帽本体具有穹顶状焊面和侧面;
10.所述穹顶状焊面具有外径为d的圆周;
11.所述侧面为电极帽本体到接触面的过渡区域,侧面的形状为弧面或锥面;
12.所述圆周外径d大于6mm,所述焊面截面半径r大于50mm,焊面顶点相比圆周所在平
面高度差h为0.1-0.3mm。
13.在一优选例中,所述焊面截面半径r大于75mm;
14.在一优选例中,所述焊面截面半径r为100mm;
15.在一优选例中,所述圆周外径范围为:6<d<8mm;
16.在一优选例中,所述圆周外径d为7mm;
17.在一优选例中,所述圆周外径范围为:8<d<10mm;
18.在一优选例中,所述圆周外径d为9mm;
19.一种电阻点焊的方法,所述方法包含以下步骤:
20.(a)提供待焊接的工件堆叠层,和用于热成型钢电阻点焊的电极帽;
21.(b)使所述焊接电极帽的焊接面与所述工件堆叠层的至少一个外表面相接触;
22.(c)在所述焊接电极帽和所述工件堆叠层之间通以焊接压力和一段或多段的焊接电流脉冲,产生电阻热而使所述部分材料熔化形成电阻点焊熔核;
23.所述堆叠层工件至少包含一个为热成型高强钢,且所述热成型高强钢表面具有涂层。
24.在一优选例中,所述涂层为铝涂层。
25.在一优选例中,所述每一个焊接电流脉冲具有时间t以及间隔t1,t不小于50ms, t1不小于20ms,且满足2<t/t1<8。
26.本实用新型的有益效果为:
27.本实用新型中的电极极帽焊接表面相比传统电极具有更大的外圆周直径和曲率半径,在执行电阻点焊时有助于焊接电极与工件更快接触,而增加焊接接触面积,减小电极与工件间接触电阻,减小产热,并增加界面间的散热,使电极与工件间热量积累减少,从而减少飞溅的产生,提高焊接表面质量。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的可替代的实施方式。
29.图1表示本实用新型中的一个电极帽实施例的三维整体示意图。
30.图2表示本实用新型中的一个电极帽实施例电极帽的侧视图。
31.图3表示本实用新型中的另一个实施例电极帽的的侧面示意图。
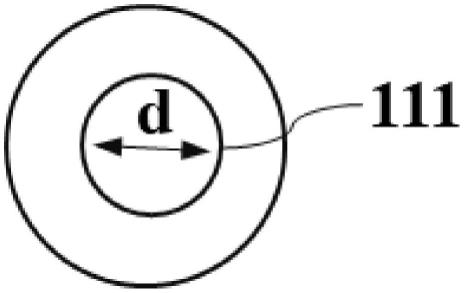
32.图4所示为本实用新型中电极帽的顶视图示意图。
33.图5所示为本实用新型中电阻点焊的示意图。
34.附图标记:1-电极帽本体,2-第二焊接电极帽,3-靠近第一焊接电极帽侧的待焊工件;4-靠近第二焊接电极侧的待焊工件;5-第一焊接电极臂;6-第二焊接电极臂;7-焊接工件熔核区;11-焊接面;12-焊接电极侧面;111-焊接面外圆周;d-焊接面外圆周直径;r-焊接面曲面半径;
具体实施方式
35.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外,附图为示意图,因此本实用新型装置和设备的并不受所述示意图的尺寸或比例限制。
36.需要说明的是,在本专利的权利要求和说明书中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
37.实施例1
38.如图1所示为本实用新型中焊接电极帽的三维图,图2为其正视图;其中包括电极帽本体1,电极帽本体1整体呈圆柱状,并且具有与电极材料接触为呈穹顶状曲率半径为r的焊接面11,焊接面具有外圆周111,外圆周111直径为d(如图4所示),电极帽还包括侧面12;其中外圆周直径d大于6mm,r大于75mm。在优选例中,6<d<8mm;特别地为7mm。在另一优选例中,8<d<10mm,特别地为9mm;焊接面曲率半径r优选地为100mm。
39.所述电阻点焊电极帽还包括侧面12,侧面12为电极帽本体1的圆周过渡到焊接面 11的外圆周111的过渡区域,侧面12的形状为球心指向电极帽本体侧的弧面或圆锥面,如图2所示为侧面12为锥面,此时侧面12与焊接面所在平面的夹角为α,一般地为20-70 度,特别地为20-60度;图3所示为侧面12为圆弧面。
40.如图5所示为使用本实用新型焊接电极帽进行电阻点焊的示意图;其中5为第一焊枪臂,6为第二焊枪臂,1为第一焊接电极帽,2为第二焊接电极帽,3、4为焊接工件, 7为焊接工件3和4的焊接熔核区。第一和第二铝合金工件3、4其中至少一个为热成型高强钢,厚度为0.5-3mm,优选为1.0-2.0mm,工件具有抗拉强度为1000mpa以上,优选地其为phs1300,phs1500,phs1800或phs2000。工件表面具有涂层,优选地为含有硅的铝涂层,这在本领域是容易理解的。焊接时工件可以为2个(比如只有3和4)也可以为2个以上的组合,且各个铝合金工件的厚度可以相同也可以不同。焊枪臂5、6 通常是具有较大自动化焊接操作中的一部分,一般包括c型、x型和其他种类的结构形状,通常是由机器人或自动化部件来实现的,在本领域中是很好理解的。另外,需要说明的是,本文中所使用的术语“工件”是指广泛地包含金属片层、突起部、铸件和可电阻点焊的其他铝合金件或钢材、镁合金工件。
41.用于将焊接工件3和焊接工件4电阻点焊在一起的方法包括此处所描述的步骤更多、更少/或不同的步骤。在图5中呈现的实施例中,第一焊接电极帽1和第二焊接电极帽2 分别与电极帽本体1的一端相连,第一焊接电极帽1和第二焊接电极帽2的另一端指的是靠近焊接工3和4接触面的一端,其中,工件3、4其中至少一个为具有铝硅涂层的热成型钢;第一焊接电极帽1或第二焊接电极帽2与所述工件接触;焊接电极帽和所述工件堆叠层3和4之间通以焊接电流和电极压力,从而熔化所述部分工件形成电阻点焊熔核7;在本实施例中使用电极压力为5000n,焊接电流为5-9ka且电流脉冲可以为一个或多个,所述每一个焊接电流脉冲具有时间t以及间隔t1,t不小于50ms,优选地为 80ms以上,t1不小于20ms,优选地为
20ms≤t1≤30ms且满足2<t/t1<8;通过多个脉冲的作用,可以使电极与工件间散热加快同时又不至于内部损失较多热量,可以达到焊核质量满足要求的同时,表面飞溅减少,提升表面质量。在本实施例中,电极帽1和 2可以为所述的各种结构,5和6的结构可以相同也可以不同。
42.值得注意的是,本实用新型中的电极帽可以由任何导电和导热材料制成,例如可由铜合金制成,包括铜铬(cucr)合金、铜铬锆(cucrzr)合金,添加氧化铝颗粒的铜合金或其他各种的可用作电极材料的铜合金;
43.采用本实用新型中的焊接电极帽焊接后的焊点表面质量;其中所用焊接电极帽焊接面圆周直径d为7mm,焊接面曲率半径r为100mm,其中焊接材料为1.4mm的热成型钢,其抗拉强度为1500mpa,表面涂层为铝硅涂层;使用电极压力为3000n,焊接电流为7ka, 焊接时间为300ms;可以看到焊后焊点表面无飞溅产生,表面美观。
44.采用普通电阻点焊进行焊接时的焊点表面质量;所用焊接参数相同,可以看到焊接后焊点表面存在大量的飞溅毛刺,严重影响美观,在实际生产制造中需要增加额外的工序去清理。
45.需要说明的是上述实施例采用的参数是实用新型人一个试验的时候选取的参数,实用新型人经过反复试验证明选取本实用新型保护范围内的参数也可以达到同样的效果。
46.尽管本实用新型已以较佳实施例揭露如上,然而并非用以限制本实用新型,任何熟悉本领域的技术人员,在不脱离本实用新型的精神和范围内,做出的种种的等效的变化或替换,均属于本实用新型保护的范围。因此,本实用新型的保护范围当视后附的本技术权利要求所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1