零件内腔局部修整装置的制作方法
1.本实用新型涉及零件加工领域,尤其涉及一种零件内腔局部修整装置。
背景技术:
2.提升推重比、耐温性、耐腐蚀性等目标是航空发动机永恒不变的话题,因此以高温合金、钛合金等为代表的典型优质材料被大量选用,同时在满足强度要求的前提下,大量复杂零件被设计成中空结构特征,以实现减重及功能方面的需求。针对中空结构需求这一特点,铸造、焊接、增材制造等制造方法大显身手,助力复杂零件构型设计的制造落地。
3.然而,由于设计结构复杂性引起的工艺可达性问题,并造成表面缺陷,如铸造瘤、焊缝多料、增材制造表面塌陷等。这些表面缺陷不仅无法满足零件质量验收要求,而且在零件服役过程中存在脱落风险造成飞行隐患。
4.当这些缺陷处于零件外表面时,可使用机加、抛磨等机械方法直接去除;当这些缺陷发生在零件内部局部区域,特别是使用硬体工具无法到达时如何对这些腔内局部的缺陷进行修整,是目前亟需解决的问题。
技术实现要素:
5.本实用新型的目的在于提供一种零件内腔局部修整装置,能够实现对零件内腔的缺陷进行准确的局部修整。
6.为实现前述目的的零件内腔局部修整装置,用于对目标零件进行修整,所述目标零件具有外壳以及由外壳围出的内腔,其包括:
7.储料容器,内部储存有腐蚀凝胶;
8.工具头,通过管路与所述储料容器连通,所述工具头可伸入至所述内腔中,具有外端面,当所述工具头伸入所述内腔中时,所述外端面与所述目标零件待修整内壁相对设置,所述外端面中开设有出料孔;以及
9.引导单元,设置于所述目标零件外部;
10.其中,所述外端面上具有引导部,所述引导单元与所述引导部中的一方为磁体,另一方为磁体或磁性元件。
11.在一个或多个实施例中,所述引导部与所述引导单元均为磁体,所述引导单元与所述引导部可磁性相吸,以使所述引导单元在所述目标零件外侧活动时,可带动磁性相吸状态下的所述引导部及工具头随动。
12.在一个或多个实施例中,所述引导部突出于所述外端面设置,并设置于所述出料孔外周。
13.在一个或多个实施例中,所述引导部具有与所述目标零件内腔侧壁相接触的第一配合面,所述第一配合面与所述目标零件的内腔侧壁共形。
14.在一个或多个实施例中,所述管路为软管。
15.在一个或多个实施例中,所述管路中设置有启闭单元,所述启闭单元在开启状态
下允许凝胶自所述储料容器流向所述工具头,在闭合状态下阻止凝胶自所述储料容器流向所述工具头。
16.在一个或多个实施例中,所述管路中还设置有流量监测单元。
17.在一个或多个实施例中,所述引导单元具有第二配合面,所述第二配合面与所述目标零件的外侧轮廓共形。
18.本实用新型的增益效果在于:
19.本零件内腔局部修整装置借助磁力场,导引工具头在内腔中的目标移动,解决内腔目标位置可达难题,同时能够利用腐蚀剂的水溶效果,清水冲洗内腔,实现修整工艺后的清洁,确保零件为污染,从而解决了由于设计结构复杂性、制造工艺可达性问题造成的表面缺陷,如铸造瘤、焊缝多料、增材制造表面塌陷等的内腔局部修整难题,实现了对复杂内腔局部缺陷定位、定量工程化修整,以及修整后对工艺污染区的清洁,可单独使用或作为其他光整工艺的补充,是一种灵活、机动的工艺方法,可显著助力复杂零件构型设计的制造落地。
20.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
附图说明
21.通过阅读对下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本技术的限制。而且在全部附图中,用相同的附图标号表示相同的部件。在附图中:
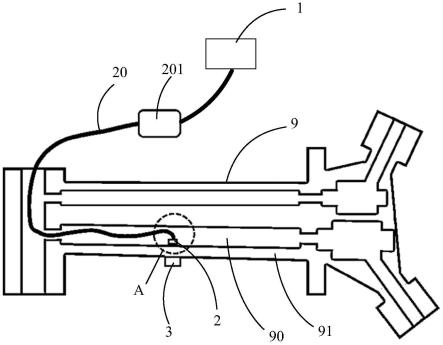
22.图1示出了根据本技术一些实施例的零件内腔局部修整装置的示意图;
23.图2为图1中的a部局部放大示意图。
具体实施方式
24.下面将结合附图对本技术技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本技术的技术方案,因此只作为示例,而不能以此来限制本技术的保护范围。
25.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同;本文中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。
26.针对目前零件内腔容易出现的缺陷,现有技术中常会采用电化学、磨料流等工艺进行内部修整,然而发明人发现,在实际应用中,采用电化学、磨粒流取出缺陷尚会存在如下局限:
27.1)电化学局限:需要制作具有工件内腔特征仿形的工具阴极,对于复杂内腔特征,难以将阴极送达到目标位置;
28.2)磨粒流局限:需构建特定磨粒介质流道,难实现局部区域的针对性光整,导致零件内表面质量一致性降低。
29.申请人研究后发现,通过提供一种具有新构型的修整装置,能够解决现有零件内腔局部缺陷难以修整的问题。
30.根据本技术的一些实施例,提供了一种零件内腔局部修整装置,如图1示出了根据本技术一些实施例的零件内腔局部修整装置的示意图,图2为图1中的a部局部放大示意图。
31.如图中示出了待修整的目标零件9,目标零件9具有外壳91以及由外壳91围出的内腔90,可以理解的是,如图中所示出的目标零件9为航空发动机部件,其具有环形外壳91,内腔90为在环形外壳91内部的环形腔室,当然,在其他一些合适的实施方式中,目标零件9可以具有其他结构的外形,而外壳体91也可以具有其他的轮廓。
32.零件内腔局部修整装置用于对如目标零件9的内腔进行局部修整,局部修整是指有目标的实现对特定区域的特征物的尺寸加工,获取一致性表面。零件内腔局部修整装置包括储料容器1、工具头2以及引导单元3。其中,储料容器1内部储存有腐蚀凝胶,具体而言,储料容器1内部所储存的腐蚀凝胶是根据待修整的目标零件9的金属种类及合金成分选用合适的化学腐蚀剂并配制而成,腐蚀凝胶能够对零件内部的缺陷进行修整,以获得一致性的表面。
33.工具头2通过管路20与储料容器1连通,工具头2可如图1所示地伸入至内腔90中。请参见图2,工具头2具有外端面21,当工具头2伸入内腔90中时,外端面21与目标零件9的待修整内壁92相对设置,外端面21中开设有出料孔210,当工具头2对准目标零件9的待修整内壁92处时,能够通过管路20将储料容器1内的腐蚀凝胶引导至待修整内壁92处,并自出料孔210流出,以对待修整内壁92处的零件内表面进行修整。引导单元3是如图所示设置在目标零件9的外部,即内腔90的外部。
34.其中,外端面21上还具有引导部211,引导单元3与引导部211中的一方为磁体,另一方为磁体或磁性元件。即若引导部211配置成磁体,则引导单元3配置成磁体或磁性元件;若引导部211配置成磁体或磁性元件,则引导单元3配置成磁体。其中,磁体是指能够产生磁场的物质或材料所制成的元件,如磁铁或电磁铁。而磁性元件是指在磁场中能够与磁体向吸引的材料所制成的元件如铁、钴、镍等材料所制成的元件。
35.通过移动引导单元3在目标零件9外的位置,能够使得与其磁性相吸的引导部211随动,从而带动引导部211以及工具头2移动到目标零件9的待修整内壁92处,再另储料容器1内的腐蚀凝胶流出,从而对待修整内壁92处的零件内表面进行修整。
36.本零件内腔局部修整装置借助磁力场,导引工具头在内腔中的目标移动,解决内腔目标位置可达难题,同时能够利用腐蚀剂的水溶效果,清水冲洗内腔,实现修整工艺后的清洁,确保零件为污染,从而解决了由于设计结构复杂性、制造工艺可达性问题造成的表面缺陷,如铸造瘤、焊缝多料、增材制造表面塌陷等的内腔局部修整难题,实现了对复杂内腔局部缺陷定位、定量工程化修整,以及修整后对工艺污染区的清洁,可单独使用或作为其他光整工艺的补充,是一种灵活、机动的工艺方法,可显著助力复杂零件构型设计的制造落地。
37.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术实施例中的具体含义。
58.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围,其均应涵盖在本技术的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本技术并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1