一种数控车床找正仪及数控车床的制作方法
1.本实用新型涉及机械加工技术领域,具体而言,涉及一种数控车床找正仪及数控车床。
背景技术:
2.目前,大型数控车床加工的工件高度可达3至6米,在被加工件粗加工及半精加工找正时,都是刀台上固定一个划针,操作者移动刀台到被加工件附近,操作者用梯子或登高工具,登高到3至6米用直尺测量划针与被加工件之间距离,然后把被加工件转动90度再次测量划针与被加工件之间距离,这样反复多次测量就能知道被加工件尺寸偏差是多少,一些毛坯工件还要检查测量各部分尺寸,内孔毛坯尺寸检查测量需要操作者借助天车从被加工件上端面进入被加工件内孔里面测量,操作者登高到3至6米高和进入被加工件内孔十分危险,而仅凭借远距离目测和经验估算,给被加工件检尺找正,容易造成错误判断。
技术实现要素:
3.本实用新型旨在一定程度上解决上述问题中的至少一个方面。
4.为此,本实用新型提供了一种数控车床找正仪,包括限位触头、报警装置,所述限位触头与所述报警装置电连接,所述限位触头包括第一触头与第二触头,所述报警装置包括第一报警元件与第二报警元件,所述第一报警元件与所述第二报警元件用于与数控车床连接,所述第一触头与所述第二触头用于连接在刀台朝向被加工件的一侧,并随所述刀台移动,所述第一触头用于设置在所述第二触头与所述被加工件之间,所述第一触头用于与所述被加工件接触并触发所述第一报警元件报警,所述第二触头用于与所述被加工件接触并触发所述第二报警元件报警。
5.可选地,所述报警装置还包括第三报警元件,所述第三报警元件与所述限位触头电连接。
6.可选地,所述第一触头为常闭触头,所述第二触头为常开触头。
7.可选地,所述第一报警元件、所述第二报警元件及所述第三报警元件均为发光二极管。
8.可选地,所述数控车床找正仪还包括磁力座,所述磁力座用于连接在所述刀台上,所述限位触头连接在所述磁力座上。
9.可选地,所述数控车床找正仪还包括盒体,所述报警装置用于安装在所述盒体内。
10.可选地,所述数控车床找正仪还包括位移传感器,所述位移传感器与所述限位触头电连接。
11.可选地,所述数控车床找正仪还包括多个三极管,多个所述三极管与所述报警装置及所述限位触头电连接。
12.可选地,所述数控车床找正仪还包括信号传输元件,所述信号传输元件与所述报警装置电连接,所述信号传输元件用于使数控车床调整所述刀台运行速度。
13.与现有技术相比,本实用新型所述的数控车床找正仪的有益效果是:
14.本实用新型通过设置限位触头与报警装置,将限位触头与报警装置电连接,报警装置包括第一报警元件与第二报警元件,第一报警元件与第二报警元件连接在数控车床便于观测的位置,限位触头包括第一触头与第二触头,第一触头与第二触头可连接在到刀台上,刀台可在水平面内朝向被加工件移动,第一触头与第二触头可随刀台向被加工件移动,第一触头连接在刀台上的位置距离被加工件,比第二触头连接在刀台上的位置距离被加工件近,第一触头与第二触头随刀台向被加工件移动,第一触头先接触被加工件,触发第一报警元件报警,第二触头后接触被加工件,触发第二报警元件报警,第一报警元件报警时刀台移动速度减慢,第二报警元件报警时刀台停止,相对现有技术,用报警装置代替划针,代替人工测量,避免人工测量的危险,同时测得被加工件的尺寸偏差,提高测量被加工件尺寸偏差的准确性。
15.此外,为了解决上述问题,本实用新型还提供了一种数控车床,包括上述的数控车床找正仪。
16.与现有技术相比,本实用新型所述的数控车床的有益效果和上述数控车床找正仪的有益效果大致相同,在此不再赘述。
附图说明
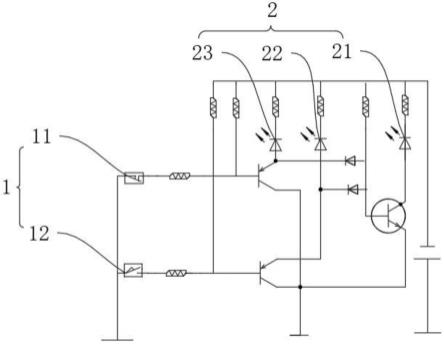
17.图1为本实用新型实施例所述数控车床找正仪的电路结构示意图。
18.附图标记说明:
19.1-限位触头,11-第一触头,12-第二触头,2-报警装置,21-第一报警元件,22-第二报警元件,23-第三报警元件。
具体实施方式
20.为使本实用新型的上述目的、特征和优点能够更为明显易懂,下面结合附图对本实用新型的具体实施例做详细的说明。
21.需要说明的是,在本公开的描述中,采用了“上”、“下”、“左”、“右”、“顶”、“底”、“前”、“后”、“内”和“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本公开,而不是指示或暗示所指的装置必须具有特定的方位、以特定的方位构造和操控,因此不能理解为对本公开保护范围的限制。
22.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。
23.而且,虽然在本公开中参照了特定的实施例来描述本实用新型,但是应该理解的是,这些实施例仅仅是本实用新型的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本实用新型的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
24.为解决上述问题,如图1所示,本实用新型提供一种数控车床找正仪,包括限位触
头1、报警装置2,所述限位触头1与所述报警装置2电连接,所述限位触头1包括第一触头11与第二触头12,所述报警装置2包括第一报警元件21与第二报警元件22,所述第一报警元件21与所述第二报警元件22用于与数控车床连接,所述第一触头11与所述第二触头12用于连接在刀台朝向被加工件的一侧,并随所述刀台移动,所述第一触头11用于设置在所述第二触头12与所述被加工件之间,所述第一触头11用于与所述被加工件接触并触发所述第一报警元件21报警,所述第二触头12用于与所述被加工件接触并触发所述第二报警元件22报警。
25.在本实施例中,通过设置限位触头1与报警装置2,将限位触头1与报警装置2电连接,报警装置2包括第一报警元件21与第二报警元件22,第一报警元件21与第二报警元件22连接在数控车床便于观测的位置,限位触头1包括第一触头11与第二触头12,第一触头11与第二触头12可连接在到刀台上,刀台可在水平面内朝向被加工件移动,第一触头11与第二触头12可随刀台向被加工件移动,第一触头11连接在刀台上的位置距离被加工件,比第二触头12连接在刀台上的位置距离被加工件近,第一触头11与第二触头12随刀台向被加工件移动,第一触头11先接触被加工件,触发第一报警元件21报警,第二触头12后接触被加工件,触发第二报警元件22报警,第一报警元件21报警时刀台移动速度减慢,第二报警元件22报警时刀台停止,相对现有技术,用报警装置2代替划针,代替人工测量,避免人工测量的危险,同时测得被加工件的尺寸偏差,提高测量被加工件尺寸偏差的准确性。
26.需要说明的是,当第一触头11与被加工件接触,而第二触头12与被加工件未接触时,第一报警元件21报警,提醒操作者,此时需减慢刀台运行速度,当第一触头11与第二触头12均与被加工件接触时,第二报警元件22报警,以提醒操作者,此时需使刀台停止,并记下刀台移动的距离,刀台回到原位,重复多次测量,刀台移动原点至被加工件的距离减刀台移动距离再减被加工件的尺寸,可测得被加工件某一方向的尺寸偏差,被加工件可相对刀台旋转,多次旋转90度并重复测量,可得到被加工件的尺寸偏差,刀台也可在竖直方向上移动,调节限位触头1的高度,以测量需测量内部尺寸的被加工件。
27.可选地,如图1所示,所述报警装置2还包括第三报警元件23,所述第三报警元件23与所述限位触头1电连接。
28.在本实施例中,通过设置第三报警元件23,限位触头1随刀台由远及近地向被加工件移动,当第一触头11与第二触头12均不与被加工件接触时,第三报警元件23报警,使得刀台移动过程中,报警装置2由第三报警元件23报警,到第一报警元件21报警,再到第二报警元件22报警,体现了报警装置2报警的变化过程,在第一触头11与被加工件接触时,提醒操作者减慢刀台的运行速度,提高测量被加工件尺寸偏差的准确性。
29.可选地,如图1所示,所述第一触头11为常闭触头,所述第二触头12为常开触头。
30.在本实施例中,通过将第一触头11设为常闭触头,具体可为接近开关,当第一触头11与被加工件接触时,第一触头11断开,电路断开,第二触头12可为常开触头,具体可为接近开关,当第二触头12与被加工件接触时,第二触头12闭合,电路导通。当第一触头11与第二触头12均未与被加工件接触时,第一触头11闭合,第二触头12断开,此时根据图1所示,第三报警元件23所在电路导通,第三报警元件23报警;当第一触头11与被加工件接触,第二触头12未与被加工件接触时,第一触头11断开,第二触头12断开,此时根据图1所示,第一报警元件21所在电路导通,第一报警元件21报警;当第一触头11与第二触头12均与被加工件接
触时,第一触头11断开,第二触头12闭合,此时根据图1所示,第二报警元件22所在电路导通,第二报警元件22报警。将第一触头11设为常闭触头,第二触头12设为常开触头,便于控制电路,使电路中的报警元件在限位触头1随刀台由远及近向被加工件运动时,按第三报警元件23至第一报警元件21至第二报警元件22的顺序报警。
31.可选地,如图1所示,所述第一报警元件21、所述第二报警元件22及所述第三报警元件23均为发光二极管。
32.在本实施例中,通过将第一报警元件21、第二报警元件22及第三报警元件23均设为发光二极管,具体地,第一报警元件21为黄色发光二极管,第二报警元件22为红色发光二极管,第三报警元件23为绿色发光二极管,限位触头1随刀台相对被加工件由远及近运动时,报警装置2由绿灯至黄灯再变为红灯,颜色醒目容易察觉,避免操作人员看错,提高了测量被加工件尺寸偏差的准确性。
33.具体地,第一报警元件21、第二报警元件22及第三报警元件23也可为报警声音不同的蜂鸣器。
34.可选地,还包括磁力座,所述磁力座用于连接在所述刀台上,所述限位触头1连接在所述磁力座上。
35.在本实施例中,数控车床找正仪还包括磁力座,磁力座具有磁性,刀台由可磁性吸附的吸料制成,磁力座可吸附在刀台上,限位触头1连接在磁力座上,连接方式可采用嵌入式,可将限位触头1稳固地连接在刀台上,提高了数控车床找正仪结构的稳定性。
36.可选地,所述数控车床找正仪还包括盒体,所述报警装置2用于安装在所述盒体内。
37.在本实施例中,通过设置盒体,并将报警装置2安装在盒体内,将第一报警元件21、第二报警元件22及第三报警元件23集成为一体,盒体便于安装,同时盒体表面可开孔,以便于观测发光二极管颜色变化。
38.可选地,所述数控车床找正仪还包括位移传感器,所述位移传感器与所述限位触头1电连接。
39.在本实施例中,通过设置位移传感器与第一触头11及第二触头12电连接,用于测量第一触头11与被加工件接触时刀台移动的距离,及第二触头12与被加工件接触时刀台移动的距离,通过将多次测量过程中,第一触头11与被加工件接触时刀台移动的距离的多个数据对比,及第二触头12与被加工件接触时刀台移动的距离的多个数据对比,提高测量被加工件尺寸偏差的准确性。
40.可选地,如图1所示,所述数控车床找正仪还包括多个三极管,多个所述三极管与所述报警装置2及所述限位触头1电连接。
41.在本实施例中,通过在报警装置2与限位触头1之间设置多个三极管,限制电路中电流的流动方向,完善电路,使限位触头1随刀台移动过程中,报警装置2有序报警。
42.可选地,所述数控车床找正仪还包括信号传输元件,所述信号传输元件与所述报警装置2电连接,所述信号传输元件用于使数控车床调整所述刀台运行速度。
43.在本实施例中,通过设置信号传输元件,并与报警装置2电连接,当报警装置2报警时,信号传输元件将报警信息传递至数控车床,数控车床根据接受到的信息调整刀台的运行速度,当第一报警元件21报警时,刀台速度减小,当第二报警元件22报警时,刀台停止运
行。
44.本实用新型还提供一种数控车床,包括上述的数控车床找正仪。
45.本实用新型所述的数控车床与所述数控车床找正仪相对于现有技术的优势相同,在此不再赘述。
46.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1