一种新型的定向拉延成型装置的制作方法
1.本实用新型属于五金冲压模具领域,特别涉及一种应用于法兰失稳上的新型的定向拉延成型装置。
背景技术:
2.目前,市面上针对新能源汽车中的电池包壳体(如图1所示)进行深拉延的方式,一般是采用模具冲压成型机将一张平面料片拉深成型后得到电池包壳体的基本形状,之后再利用模具冲压成型机进行修边、整形和冲孔工序得到最终的产品形状。整个冲压工艺流程简言之就是:拉延-修边-整形-冲孔。具体工作原理如下:(1)拉深工序是把一张平面料片通过模具冲压成型,得到电池包壳体的基本形状;(2)修边工序是指通过模具冲压,把多余的废料修除掉,从而得到精确外形的产品;(3)整形工序是指通过模具冲压成型,把产品整形到符合尺寸要求的产品;(4)冲孔工序是利用冲孔模具把孔的废料修冲掉,从而得到带孔的电池包壳体产品。其中,在拉深成型的过程,当电池包壳体的边缘平面部分(也称法兰)由于各部位材料流入不一,受到的内应力大于材料本身的刚度时,就会发生失稳的现象,即造成电池包壳体边缘平面部分形成起波浪面的表面,如此影响产品的品质。
技术实现要素:
3.鉴于上述问题,本实用新型的目的在于提供一种提高产品加工质量和节省生产成本的新型的定向拉延成型装置。
4.为实现上述目的,本实用新型提供的一种新型的定向拉延成型装置,其中,包括上模座、下模座、在上模座与下模座之间的上模座上设有的压料板、在上模座和压料板与下模座之间设有的待成型产品,及在压料板两侧的上模座与下模座之间分别设有对在上模座与下模座之间的待成型产品进行定向拉延的拉伸机构。
5.拉伸机构包括在下模座上设有的下模镶件,及在下模镶件正上方位置的上模座上设有与下模镶件相互配合对待成型产品进行定向拉延的冲头。下模镶件包括在下模座上设有的第一方形块,及在第一方形块上依次设有的第一凹槽和第二凹槽;所述第一凹槽的深度小于第二凹槽的深度。冲头包括在上模座上设有的第二方形块,及在第二方形块上依次设有与第一凹槽和第二凹槽相应且向下延伸的第一延伸柱和第二延伸柱。第一延伸柱延伸的长度小于第二延伸柱延伸的长度。第二延伸柱向下运动后与第二凹槽相互配合接触且压紧待成型产品;所述的第一延伸柱向下运动后与第一凹槽相互配合拉延待成型产品。
6.在一些实施方式中,第一延伸柱和第二延伸柱随着上模座的上下运动分别插入或者脱离第一凹槽和第二凹槽内。
7.在一些实施方式中,第一延伸柱插入第一凹槽内后,两者的间隙等于待成型产品的料厚;所述的第二延伸柱插入第二凹槽内后,两者的间隙小于待成型产品的料厚。
8.在一些实施方式中,第一凹槽为弧形凹槽;所述的第一延伸柱的端部设置为与弧形凹槽形状和大小相应的弧形凸块;
9.所述的第二凹槽为几形凹槽;所述的第二延伸柱的端部设置为与几形凹槽形状和大小相应的方形凸块。
10.在一些实施方式中,压料板两侧与上模座之间分别设置有的第一导向板;所述的待成型产品两侧的上模座与下模座之间分别设置有的第二导向板。
11.在一些实施方式中,压料板与待成型产品之间设置有的等高套筒。
12.在一些实施方式中,上模座与压料板之间设置有的氮气弹簧。
13.本实用新型的有益效果是具有提高产品加工质量和节省生产成本的效果。由于改进后冲压的过程是拉延-定向拉延成型-修边-冲孔,其中采用的拉伸机构消除了因拉延产生电池包壳体的边缘平面部分(也称法兰)内应力大于材料本身的问题,从根本上解决产品在生产过程不会产生失稳的现象,保证法兰品质。另外,定向拉延成型过程对解决法兰失稳的问题非常有效,在开发同类产品时,采用这种加工方式,能够减少调试的次数,短时间内可以达到产品品质要求;实现材料定向流动的冲头结构可以很好地与下模镶件进行结合使用,可以实现标准规范化设计。在后序开发同类产品时,缩短产品开发周期,降低开发成本。如此,实现了提高产品加工质量和节省生产成本的效果。
附图说明
14.图1为电池包壳体的结构示意图;
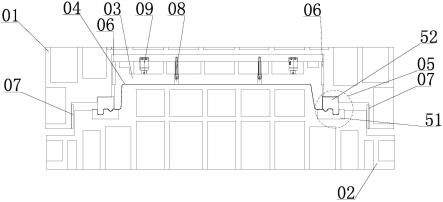
15.图2为本实用新型的内部结构示意图;
16.图3为图2所示拉伸机构的放大结构示意图;
17.图4为图2所示拉伸机构定向拉延成型完成的结构示意图;
18.图5为图2所示拉伸机构下行状态一的结构示意图;
19.图6为图2所示拉伸机构下行状态二的结构示意图。
具体实施方式
20.下面结合附图对实用新型作进一步详细的说明。
21.如图1-6所示,一种新型的定向拉延成型装置,包括上模座01、下模座02、在上模座01与下模座02之间的上模座01上设有的压料板03、在上模座01和压料板03与下模座02之间设有的待成型产品04,及在压料板03两侧的上模座01与下模座02之间分别设有对在上模座01与下模座02之间的待成型产品04进行定向拉延的拉伸机构05。拉伸机构05包括在下模座02上设有的下模镶件51,及在下模镶件51正上方位置的上模座01上设有与下模镶件51相互配合对待成型产品04进行定向拉延的冲头52。下模镶件51包括在下模座02上设有的第一方形块511,及在第一方形块511上依次设有的第一凹槽512和第二凹槽513。第一凹槽512的深度小于第二凹槽513的深度。冲头52包括在上模座01上设有的第二方形块521,及在第二方形块521上依次设有与第一凹槽512和第二凹槽513相应且向下延伸的第一延伸柱522和第二延伸柱523。第一延伸柱522延伸的长度小于第二延伸柱523延伸的长度。第二延伸柱523向下运动后与第二凹槽513相互配合接触且压紧待成型产品04。第一延伸柱522向下运动后与第一凹槽512相互配合拉延待成型产品04。第一延伸柱522和第二延伸柱523随着上模座01的上下运动分别插入或者脱离第一凹槽512和第二凹槽513内。第一延伸柱522插入第一凹槽512内后,两者的间隙等于待成型产品04的料厚。第二延伸柱523插入第二凹槽513内
后,两者的间隙小于待成型产品04的料厚。第一凹槽512为弧形凹槽。第一延伸柱522的端部设置为与弧形凹槽形状和大小相应的弧形凸块。第二凹槽513为几形凹槽。第二延伸柱523的端部设置为与几形凹槽形状和大小相应的方形凸块。压料板03两侧与上模座01之间分别设置有的第一导向板06;所述的待成型产品04两侧的上模座01与下模座02之间分别设置有的第二导向板07。压料板03与待成型产品04之间设置有的等高套筒08。上模座01与压料板03之间设置有的氮气弹簧09。
22.为使材料能够定向流动,实现定向拉延成型加工;成型冲头52需要具备区域材料锁定和控制材料流动功能的结构。
23.具体原理如下:采用压料板03先下行压住待成型产品04,防止待成型产品04窜动;在冲头52下方的a区域是做控制材料流动部分,与下模镶件51的间隙等于产品的料厚。在冲头52下方的b区域是锁定区域材料部分,与下模镶件51的间隙小于产品的料厚。其中在第一凹槽512的最底部a点的位置比第二凹槽513的最底部b点位置高。在成型过程中,冲头52上的第二延伸柱523先与下模镶件51接触,由于两者之间的间隙是小于待成型产品04的料厚,可以实现对待成型产品04的边缘平面部分进行锁定;当冲头52继续下压后,冲头52的第一延伸柱522接触待成型产品04的边缘平面部分,并对边缘平面部分从里向外拉动,实现材料的定向流动,如此实现定向拉延成型的加工。
24.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1