一种支撑墩焊接工装的制作方法
本技术涉及焊接工装的,具体涉及一种支撑墩焊接工装。
背景技术:
1、随着全球经济的飞速发展和人口的快速增长,能源消耗量急剧增大,人类将面临着严重的资源短缺,开发高效、清洁、安全、环境兼容的战略性新能源已成为世界各国高度重视和迫切需要解决的问题。
2、近年来,作为人类公认解决未来能源危机的终极能源——聚变能的应用已引发全球关注热潮。欧美、中俄日韩等国共同签署合作协议,启动并实施“国际热核聚变实验堆(iter)计划”。目前,我国已研制成功世界上第一个全超导托卡马克(east)东方超环首次获得百秒量级稳态高约束模等离子体,取得了里程碑性的重要突破,核聚变技术的发展始于英国,1919年英国物理学家aston发现轻核聚变反应可释放足够大的能量,标志着聚变能概念的产生。随后,世界各国的科学家纷纷投入到核聚变理论、物理工程、聚变环境、装置、材料等的研究中,由于托卡马克装置具有超强磁场、极大约束力的环形磁约束特性,各国相继开展托卡马克装置的研究。
3、在托卡马克装置结构中,聚变堆大型超导磁体结构件的性能是cfetr聚变堆的技术基础,决定着聚变堆的安全性、稳定性、可控性是否符合标准,聚变堆从实验堆——示范堆——商用堆的发展成为解决人类终极能源的最有效途径,适用于液氦温度下的大型低温结构件对聚变堆大型超导磁体线圈盒起到重要的支撑作用,可应用于iter和cfetr聚变堆、核电站、宇宙空间航行器推动和核潜艇等领域,因此聚变堆大型超导磁体结构件的重要性不言而喻。支撑墩是聚变实验装置真空室内安装保护部件的关键部件,由一块面板和两块侧板组成,所述两块侧板垂直设置于面板上,且两块侧板平行设置。在试验装置运行时要在高温环境下承受巨大的电磁力,在支撑墩的焊接过程中必须得到准确有力的定位支撑,同时,在支撑墩的焊接过程中,需要在焊缝背面通惰性气体保护。
技术实现思路
1、本实用新型的目的在于提供一种支撑墩焊接工装,以实现支撑墩面板和两侧板的精确定位,进行牢固的固定,并实现内侧焊缝处的通气保护。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、一种支撑墩焊接工装,包括卡兰、定位块和底板,所述定位块设置于所述底板上方,以固定支撑墩面板,所述卡兰整体为g型结构,环绕设置于定位块上,以固定支撑墩侧板。
4、所述卡兰包括u型结构块和固定销;u型结构块一支脚开有通孔,固定销穿过通孔将支撑墩侧板卡固在所述定位块上。
5、所述固定销一端设置有螺纹,另一端设置有旋转握把,设有螺纹的一端穿过所述u型结构块一支脚的通孔对支撑墩侧板进行固定。
6、所述通孔内设置有与固定销相匹配的螺纹。
7、所述定位块整体呈长方体结构,定位块通过顶端调节螺母固定于所述底板上方;所述定位块底端设置有限位凹槽,支撑墩面板通过限位凹槽固定在底板上;所述定位块内设置有气体通道,气体通道入口设置在定位块侧壁,气体通道出口设置在定位块底端靠近支撑墩焊接位置。
8、所述底板上固定有与定位块调节螺母相匹配的螺杆,所述定位块内设有与螺杆通孔,所述定位块通过调节螺母调节定位块的垂直高度。
9、基于上述技术方案,本实用新型实施例至少可以产生如下技术效果:
10、(1)本实用新型提供的一种支撑墩焊接工装,包含底板、定位块、卡兰三部分,底板上设计有凹槽,用于支撑墩面板的定位;底板上设计一定位块,用于支撑墩面板的压紧,侧板的定位以及通入保护气体,定位块在焊接位置设计有通气孔,惰性气体从通气孔吹出,将焊缝处空气排出;卡兰用于两侧板的固定压紧,提供了支撑墩焊接过程所需的结构和条件。
技术特征:
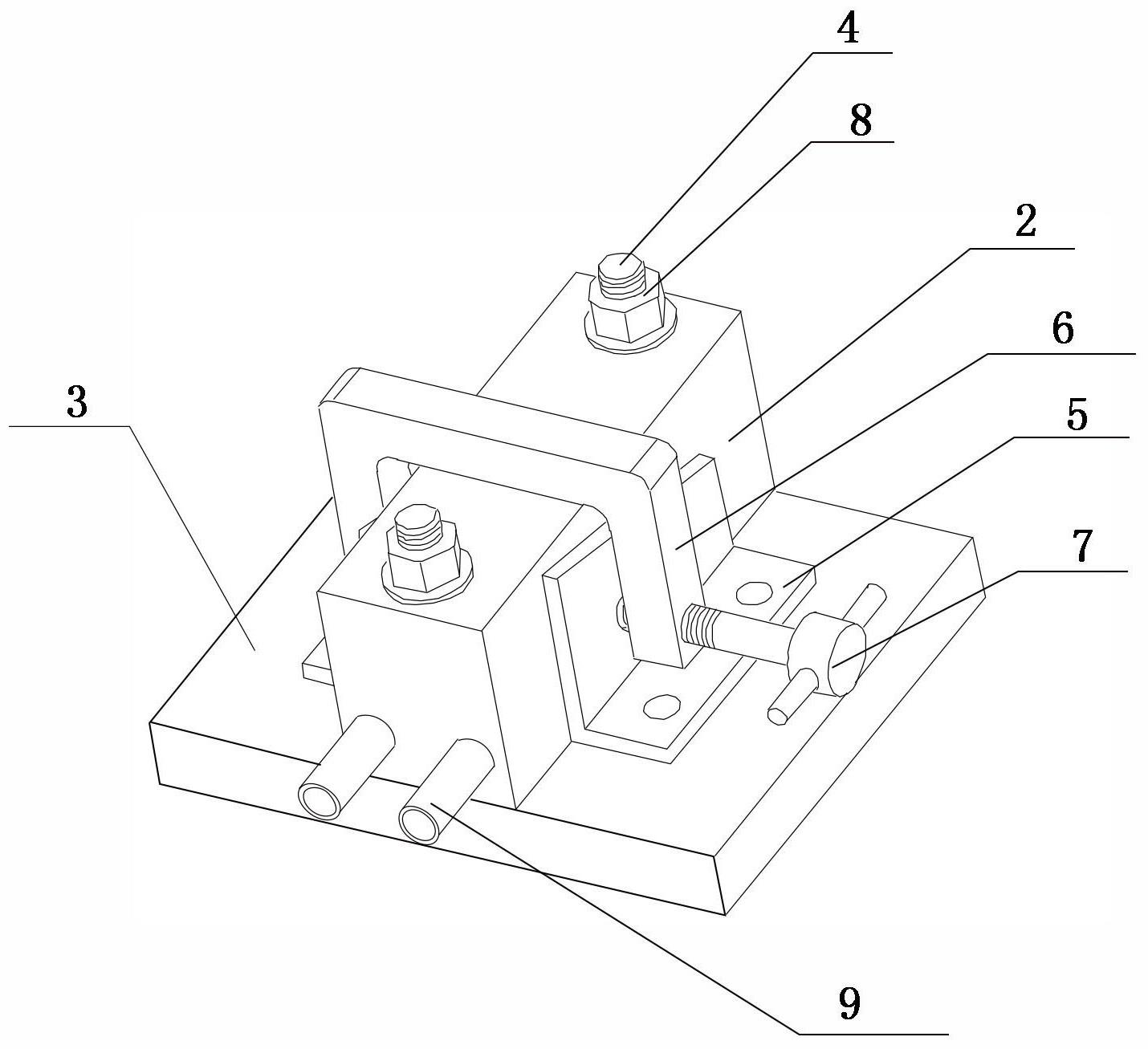
1.一种支撑墩焊接工装,其特征在于,包括卡兰(1)、定位块(2)和底板(3),所述定位块(2)设置于所述底板(3)上方,以固定支撑墩(5)面板,所述卡兰(1)整体为g型结构,环绕设置于定位块(2)上,以固定支撑墩(5)侧板。
2.根据权利要求1所述的一种支撑墩焊接工装,其特征在于,所述卡兰(1)包括u型结构块(6)和固定销(7);u型结构块(6)一支脚开有通孔,固定销(7)穿过通孔将支撑墩(5)侧板卡固在所述定位块(2)上。
3.根据权利要求2所述的一种支撑墩焊接工装,其特征在于,所述固定销(7)一端设置有螺纹,另一端设置有旋转握把,设有螺纹的一端穿过所述u型结构块(6)一支脚的通孔对支撑墩(5)侧板进行固定。
4.根据权利要求2所述的一种支撑墩焊接工装,其特征在于,所述通孔内设置有与固定销(7)相匹配的螺纹。
5.根据权利要求1所述的一种支撑墩焊接工装,其特征在于,所述定位块(2)整体呈长方体结构,定位块(2)通过顶端调节螺母(8)固定于所述底板(3)上方;所述定位块(2)底端设置有限位凹槽,支撑墩(5)面板通过限位凹槽固定在底板(3)上;所述定位块(2)内设置有气体通道,气体通道入口(9)设置在定位块(2)侧壁,气体通道出口设置在定位块(2)底端靠近支撑墩(5)焊接位置。
6.根据权利要求1所述的一种支撑墩焊接工装,其特征在于:所述底板(3)上固定有与定位块(2)调节螺母(8)相匹配的螺杆(4),所述定位块(2)内设有与螺杆通孔,所述定位块(2)通过调节螺母(8)调节定位块(2)的垂直高度。
技术总结
本技术公开了一种支撑墩焊接工装,解决了现有技术中的焊接工装不适应于支撑墩的焊接的技术问题。它包括卡兰(1)、定位块(2)和底板(3),所述定位块(2)设置于所述底板(3)上方,以固定支撑墩(5)面板,所述卡兰(1)整体为G型结构,环绕设置于定位块(2)上,以固定支撑墩(5)侧板。本技术底板上设计有凹槽,用于支撑墩面板的定位;底板上设计一定位块,用于支撑墩面板的压紧,侧板的定位以及通入保护气体,定位块在焊接位置设计有通气孔,惰性气体从通气孔吹出,将焊缝处空气排出;卡兰用于两侧板的固定压紧,提供了支撑墩焊接过程所需的结构和条件。
技术研发人员:刘小钰,江龙
受保护的技术使用者:成都亚沃航空科技有限公司
技术研发日:20220628
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!