一种方形电池极耳裁切装置的制作方法
1.本实用新型涉及电池生产辅助装置技术领域,具体涉及一种方形电池极耳裁切装置。
背景技术:
2.极耳裁切是方形电池生产的重要工序,极耳的裁切质量直接影响电池的生产质量。但是,目前的极耳裁切多由人工完成,劳动强度大,效率低,且裁切力的大小不稳定,进行裁切时容易造成极耳变形,影响电池生产质量。
技术实现要素:
3.本实用新型的目的就在于为了解决上述问题而提供一种方形电池极耳裁切装置,详见下文阐述。
4.为实现上述目的,本实用新型提供了以下技术方案:
5.本实用新型提供的一种方形电池极耳裁切装置,包括冲切部分和治具部,所述治具部位于所述冲切部分前方,所述冲切部分包括固定座,所述固定座表面设置有支撑架和下座体,所述下座体位于所述支撑架下方,所述下座体表面设置有下模,所述支撑架上表面设置有冲压气缸,所述冲压气缸的输出端向下贯穿所述支撑架且连接有切刀,所述切刀与所述下模相匹配,用于配合进行极耳的裁切;
6.所述治具部包括固定板,所述固定板表面设置有升降气缸,所述升降气缸的输出端竖直向上且连接有升降板,所述升降板表面设置有放置板,所述放置板表面设置有用于固定电芯的压紧组件;所述升降板下方设置有高度可调的定位组件,用于定位升降板下降的最低位置,使极耳底面与所述下模表面接触。
7.采用上述一种方形电池极耳裁切装置,使用时,将电芯放置在所述放置板表面,使待裁切的极耳位于所述下模和切刀之间,并通过所述压紧组件将电芯压紧固定在放置板表面,所述升降气缸通过升降板带动放置板下降,在所述定位组件的限位作用下,待裁切的极耳底面与所述下模表面接触,所述冲压气缸带动所述切刀下降,配合所述下模实现对切刀的自动裁切,自动裁切的裁切力大小稳定,不易造成极耳变形,裁切质量好,效率高,大大降低了生产人员的劳动强度;通过所述升降气缸带动所述升降板升降,配合定位组件进行定位,使极耳与下模接触,通过调节定位组件的高度,能够满足不同电池极耳裁切需求,适用范围广。
8.作为优选,所述冲压气缸的输出端连接有升降座,所述升降座前侧面设置有安装槽,所述切刀通过螺钉安装在所述安装槽内部;
9.其中,所述升降座底面设置有导向柱,所述下座体表面设置有导向孔,所述导向孔与所述导向柱间隙配合。
10.作为优选,所述切刀的底面刃口倾斜设置。
11.作为优选,所述下座体表面设置有安装腔,所述安装腔内底面设置有螺纹孔,所述
下模底部设置有安装板,所述安装板表面设置有与所述螺纹孔相对应的安装沉孔。
12.作为优选,所述下座体远离固定板的侧面设置有斜坡部,所述斜坡部与所述安装腔相连通。
13.作为优选,所述压紧组件包括定位板和压板,所述定位板共有两块且向下座体延伸,两块所述定位板之间形成用于放置电芯的空间,所述压板位于两块定位板上方,所述压板水平延伸且与定位板的延伸方向相垂直,所述压板两端设置有定位槽,所述放置板两侧设置有缺口,所述缺口内部设置有u型块,所述u型块内部转动设置有旋转杆,所述旋转杆与所述定位槽相对应,所述旋转杆活动端设置有顶板,所述旋转杆外侧套装有压紧环,所述旋转杆位于所述顶板和所述压紧环之间的外侧套装有压紧弹簧;
14.其中,所述放置板表面沿其长度方向设置有若干连接孔,所述定位板表面设置有腰型槽,所述腰型槽与所述连接孔对应。
15.作为优选,所述压紧环外侧对称设置有两块手持板。
16.作为优选,所述顶板通过螺纹连接在所述旋转杆的活动端。
17.作为优选,所述定位组件包括定位块,所述定位块共有两块且分别位于所述升降气缸两侧,所述定位块顶面设置有螺纹腔,所述螺纹腔内部设置有螺柱,所述螺柱上端设置有挡块。
18.作为优选,所述螺柱外侧螺纹连接有加固螺母。
19.有益效果在于:1、能够实现极耳的自动裁切,大大降低了生产人员的劳动强度,自动裁切的裁切力大小稳定,不易造成极耳变形,裁切质量好,效率高;
20.2、通过升降气缸带动升降板升降,配合定位组件进行定位,使极耳与下模接触,能够满足不同电池极耳裁切需求,适用范围广。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
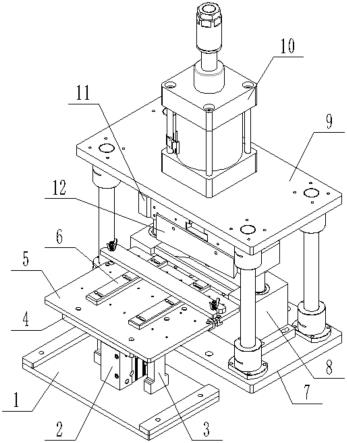
22.图1是本实用新型的立体结构示意图;
23.图2是冲切部分的立体结构示意图;
24.图3是冲切部分的主视图;
25.图4是冲切部分的右视剖视图;
26.图5是图4的a部分放大示意图;
27.图6是治具部的立体结构示意图;
28.图7是图6的b部分放大示意图;
29.图8是治具部的主视图。
30.附图标记说明如下:
31.1、固定板;2、升降气缸;3、定位组件;301、定位块;302、加固螺母;303、螺柱;304、挡块;4、升降板;5、放置板;501、连接孔;502、缺口;6、压紧组件;601、定位板;602、腰型槽;603、压板;604、u型块;605、旋转杆;606、定位槽;607、压紧环;608、压紧弹簧;609、手持板;
610、顶板;7、固定座;8、下座体;801、导向孔;802、斜坡部;803、螺纹孔;804、安装腔;9、支撑架;10、冲压气缸;11、升降座;1101、安装槽;12、切刀;13、下模;1301、安装板;1302、安装沉孔;14、导向柱。
具体实施方式
32.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
33.参见图1-图8所示,本实用新型提供了一种方形电池极耳裁切装置,包括冲切部分和治具部,治具部位于冲切部分前方,冲切部分包括固定座7,固定座7表面设置有支撑架9和下座体8,下座体8位于支撑架9下方,下座体8表面设置有下模13,支撑架9上表面设置有冲压气缸10,冲压气缸10的输出端向下贯穿支撑架9且连接有切刀12,切刀12与下模13相匹配,用于配合进行极耳的裁切;
34.治具部包括固定板1,固定板1表面设置有升降气缸2,升降气缸2的输出端竖直向上且连接有升降板4,升降板4表面设置有放置板5,放置板5表面设置有用于固定电芯的压紧组件6;升降板4下方设置有高度可调的定位组件3,用于定位升降板4下降的最低位置,使极耳底面与下模13表面接触。
35.作为可选的实施方式,冲压气缸10的输出端连接有升降座11,升降座11前侧面设置有安装槽1101,切刀12通过螺钉安装在安装槽1101内部,这样设置,便于实现切刀12的拆装更换;
36.其中,升降座11底面设置有导向柱14,下座体8表面设置有导向孔801,导向孔801与导向柱14间隙配合,这样设置,能够保证升降座11的升降平稳性,从而有助于保证极耳裁切质量。
37.切刀12的底面刃口倾斜设置,这样设置,在切刀12下降过程中,切刀12与极耳的接触为点接触,能够更容易裁切极耳,进一步减少极耳变形的可能,提高裁切质量。
38.下座体8表面设置有安装腔804,安装腔804内底面设置有螺纹孔803,下模13底部设置有安装板1301,安装板1301表面设置有与螺纹孔803相对应的安装沉孔1302,这样设置,便于实现下模13的拆装更换。
39.下座体8远离固定板1的侧面设置有斜坡部802,斜坡部802与安装腔804相连通,这样设置,在斜坡部802一侧设置收集盒,裁切下的残片在斜坡部802的引导下进入收集盒,便于进行残片的收集。
40.压紧组件6包括定位板601和压板603,定位板601共有两块且向下座体8延伸,两块定位板601之间形成用于放置电芯的空间,压板603位于两块定位板601上方,压板603水平延伸且与定位板601的延伸方向相垂直,压板603两端设置有定位槽606,放置板5两侧设置有缺口502,缺口502内部设置有u型块604,u型块604内部转动设置有旋转杆605,旋转杆605与定位槽606相对应,旋转杆605活动端设置有顶板610,旋转杆605外侧套装有压紧环607,旋转杆605位于顶板610和压紧环607之间的外侧套装有压紧弹簧608,这样设置,将,这样设置,将电芯放置在两块定位板601之间,将压板603放置在电芯表面,克服压紧弹簧608的弹
力,使压紧环607远离旋转杆605的固定端,将旋转杆605旋入定位槽606内部,使压紧环607位于压板603上方,利用压紧弹簧608的弹力使压紧环607压紧压板603从而对电芯进行压紧固定;
41.其中,放置板5表面沿其长度方向设置有若干连接孔501,定位板601表面设置有腰型槽602,腰型槽602与连接孔501对应,这样设置,便于调节两块定位板601之间的位置,满足不同电芯的固定需求。
42.压紧环607外侧对称设置有两块手持板609,这样设置,通过手持板609便于拉动压紧环607。
43.顶板610通过螺纹连接在旋转杆605的活动端,这样设置,便于调节顶板610的位置,从而调节压紧弹簧608对压紧环607施加的压力大小,确保对电芯的压紧固定的稳固性。
44.定位组件3包括定位块301,定位块301共有两块且分别位于升降气缸2两侧,定位块301顶面设置有螺纹腔,螺纹腔内部设置有螺柱303,螺柱303上端设置有挡块304,这样设置,旋拧螺柱303,实现挡块304的高度调节,从而实现升降板4下降的最低高度调节,使极耳底面与下模13表面准确接触,满足不同极耳的裁切需求。
45.螺柱303外侧螺纹连接有加固螺母302,这样设置,旋拧加固螺母302使加固螺母302与定位块301顶面接触,实现对螺柱303的加强固定,避免螺柱303受压下降,保证对升降板4的定位准确性。
46.采用上述结构,使用时,将电芯放置在放置板5表面,使待裁切的极耳位于下模13和切刀12之间,并通过压紧组件6将电芯压紧固定在放置板5表面,升降气缸2通过升降板4带动放置板5下降,在定位组件3的限位作用下,待裁切的极耳底面与下模13表面接触,冲压气缸10带动切刀12下降,配合下模13实现对切刀12的自动裁切,自动裁切的裁切力大小稳定,不易造成极耳变形,裁切质量好,效率高,大大降低了生产人员的劳动强度;通过升降气缸2带动升降板4升降,配合定位组件3进行定位,使极耳与下模13接触,通过调节定位组件3的高度,能够满足不同电池极耳裁切需求,适用范围广。
47.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1