一种用于端齿盘铣齿的数控转台的制作方法
1.本实用新型涉及机床结构技术领域,特别涉及一种用于端齿盘铣齿的数控转台。
背景技术:
2.数控等分转台是通过工作台与三联齿盘连接,三联齿盘抬起、旋转、落下刹紧,实现等分分度,工作台与主轴上、蜗轮连接,有蜗轮、蜗杆传动,通过齿数的变换实现工作台1
°
和5
°
等不同等分的分度方式,实现高精度等分定位;比如,中国发明专利cn114102174a一种新型端齿盘转台,其包括下基体和工作台,下基体内部转动安装有齿轮轴,齿轮轴顶部安装有第一齿轮,齿轮轴底部安装有第二齿轮,下基体内部安装有伺服电机,伺服电机输出端安装有第三齿轮,且第三齿轮与第二齿轮啮合;其中,工作台为方形。
3.针对方形工作台初始零位的位置与本体侧边或是机床导轨侧基准面存在平行要求,因此,如图1所示,端齿盘的固定螺钉孔、丝孔与端齿盘的齿顶中心、齿槽中心有对称要求,现有技术在钻孔前通过人工划线来确定固定螺钉孔、丝孔与端齿盘的齿顶中心、齿槽中心的位置关系,这会导致人工划线精度不高,位置度、对称度误差较大,铣齿找正难度大,误差大,两种误差累计后,精度误差更大,使得装配难度加大,很难保证整机装配要求。
技术实现要素:
4.本实用新型的目的在于克服现有技术中存在的缺陷与不足,为此本实用新型提供了一种用于端齿盘铣齿的数控转台,能够取消人工划线,提高端齿盘螺钉孔、丝孔与齿顶中心、齿槽中心对称及位置关系的精度。
5.为了实现上述目的,本实用新型提供了一种用于端齿盘铣齿的数控转台,包括相对于下基座转动的工作台,所述工作台的上端固定栓接有齿盘胎垫,所述齿盘胎垫的上端设置有两个竖直的找标轴;两个所述找标轴相对于所述工作台的中心对称;所述数控转台还包括用于带动所述工作台旋转的驱动机构。
6.进一步地,所述驱动机构包括相互啮合的蜗轮和蜗杆,所述蜗轮同轴栓接在所述工作台的顶部下端;所述蜗杆可转动的设置在所述下基座的内部;所述蜗杆通过伺服电机驱动,所述伺服电机的输出轴固定连接有主动齿轮,所述蜗杆的一端固定连接有从动齿轮,所述主动齿轮和从动齿轮相互啮合;所述伺服电机固定在所述下基座上。
7.进一步地,所述数控转台还包括刹紧机构,所述刹紧机构从上往下依次包括同轴的活塞a、刹紧片和活塞盖;所述活塞盖栓接在所述下基座上;所述活塞a与活塞盖之间沿圆周方向均布设置有若干个弹簧;所述刹紧片通过压环栓接在所述工作台的底部;所述活塞a的上端与所述下基座形成刹紧腔,所述活塞a与所述下基座竖直密封滑动配合。
8.进一步地,所述刹紧片与所述工作台之间设置有垫片。
9.进一步地,所述数控转台还包括角度控制组件,所述角度控制组件包括内置轴承角度编码器;所述内置轴承角度编码器固定在连轴节的底部,所述连轴节同轴栓接在所述工作台的底部。
10.进一步地,所述角度控制组件还包括零位传感器,所述零位传感器通过相配套的零位传信块进行感应;所述零位传信块栓接在所述蜗轮上。
11.进一步地,所述刹紧机构还包括刹紧松开控制组件,所述刹紧松开控制组件包括活塞b,所述活塞b密封滑动地设置在配合所述下基座的腔体中,所述腔体分别与刹紧油道和松开油道连通,所述刹紧油道与所述刹紧腔连通;所述活塞b的中间设置有活塞杆,所述活塞杆密封滑动地穿过密封盖,所述密封盖密封栓接在所述下基座上;所述活塞杆的端部设置有发信块a,所述发信块a用于感应刹紧传感器和松开传感器,所述刹紧传感器和松开传感器通过支架固定在所述下基座上。
12.进一步地,所述蜗杆在远离所述从动齿轮的一端依次设置有压盖、调整垫、双向推力球轴承和滚针轴承a;所述双向推力球轴承和滚针轴承a内置于轴套a,所述轴套a与所述下基座密封滑动配合;所述压盖栓接在所述轴套a上;所述压盖和调整垫栓接在所述下基座上;
13.所述蜗杆在靠近所述从动齿轮的一端依次设置有滚针轴承b和密封圈,所述滚针轴承b和密封圈内置于轴套b;所述轴套b与所述下基座密封滑动配合;所述轴套b通过紧定螺钉固定。
14.进一步地,所述蜗轮的上端与所述工作台的顶部下端之间设置有yrt转台轴承,所述yrt转台轴承的内圈栓接在所述工作台上,所述yrt转台轴承的外圈栓接在所述下基座上。
15.与现有技术相比,本实用新型的有益效果是:铣齿时,端齿盘通过两个找标轴安装在齿盘胎垫上,然后使用杠杆千分表找正一处对标轴的侧母线,工作台旋转180
°
,再使用杠杆千分表找正另一处对标轴的侧母线,微调工作台,确保两处对标轴的打表读数控制在0.02以内,提高了端齿盘螺钉孔、丝孔与齿顶中心、齿槽中心对称及位置关系的精度。
附图说明
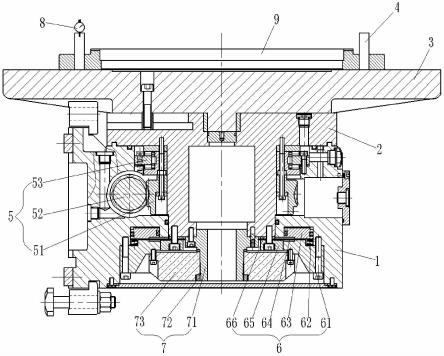
16.图1为本实用新型的结构示意图。
17.图2为图1的俯视剖视图。
18.图3为图2的a-a剖视图。
19.其中:1、下基座;2、工作台;3、齿盘胎垫;4、找标轴;5、驱动机构;6、刹紧机构;7、角度控制组件;51、蜗轮;52、蜗杆;53、yrt转台轴承;54、从动齿轮;55、主动齿轮;56、伺服电机;61、活塞盖;62、弹簧;63、活塞a;64、刹紧片;65、压环;66、垫片;67、刹紧松开控制组件;68、刹紧油道;69、松开油道;71、连轴节;72、锁紧螺母;73、内置轴承角度编码器;74、零位传感器;75、零位传信块;521、压盖;522、调整垫;523、双向推力球轴承;524、滚针轴承a;525、轴套a;526、滚针轴承b;527、密封圈527;528、轴套b;529、紧定螺钉;671、活塞b;672、活塞杆;673、密封盖;674、发信块a;675、松开传感器;676、刹紧传感器。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
21.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.平面轴承(推力轴承)是由带滚针或圆柱滚子或钢球的平面保持架组件和平面垫圈组成的元件。平面轴承分为带滚针的平面轴承和带球的平面轴承,为现有技术,不再赘述。
23.实施例
24.请参阅图1至3,本实用新型提供了一种用于端齿盘铣齿的数控转台,包括相对于下基座1转动的工作台2,其特征在于,工作台2的上端固定栓接有齿盘胎垫3,齿盘胎垫3的上端设置有两个竖直的找标轴4;两个找标轴4相对于工作台2的中心对称;数控转台还包括用于带动工作台2旋转的驱动机构5。
25.具体地,工作台2的上端开设有若干个均布的t型槽,t型槽内设置相匹配的t型螺母,齿盘胎垫3通过螺栓和t型螺母紧固在工作台2上。
26.优选地,驱动机构5包括相互啮合的蜗轮51和蜗杆52,蜗轮51同轴栓接在工作台2的顶部下端;蜗杆52可转动的设置在下基座1的内部;蜗杆52通过伺服电机56驱动,伺服电机56的输出轴固定连接有主动齿轮55,蜗杆52的一端固定连接有从动齿轮54,主动齿轮55和从动齿轮54相互啮合;伺服电机56固定在下基座1上。
27.优选地,蜗杆52在远离从动齿轮54的一端依次设置有压盖521、调整垫522、双向推力球轴承523和滚针轴承a524;双向推力球轴承523和滚针轴承a524内置于轴套a525,轴套a525与下基座1密封滑动配合;压盖521栓接在轴套a525上;压盖521和调整垫522栓接在下基座1上;
28.蜗杆52在靠近从动齿轮54的一端依次设置有滚针轴承b526和密封圈527,滚针轴承b526和密封圈527内置于轴套b528;轴套b528与下基座1密封滑动配合;轴套b528通过紧定螺钉529固定。这里的双向推力球轴承523的型号为c2268106,滚针轴承a524和滚针轴承b526的型号均为nks35,具体不赘述。
29.蜗轮51和蜗杆52的啮合间隙太大,会影响分度精度和加工零件的质量,啮合间隙太小,数控转台转不动或损伤蜗轮51和蜗杆52,理想状态下的啮合间隙控制在0.015mm。一般情况下不要松动蜗杆轴系上的零部件,如发现蜗杆副间隙因磨损而增大,调整方法如下:配磨调整垫522,调整垫522每减薄1mm,啮合间隙减少0.04mm。
30.优选地,蜗轮51的上端与工作台2的顶部下端之间设置有yrt转台轴承53,yrt转台轴承53的内圈栓接在工作台2上,yrt转台轴承53的外圈栓接在下基座1上。这里的yrt转台轴承,又称yrt轴承是一种外圈旋转,内圈支撑的回转机构。该轴承为现有技术,结构参见网址http://www.lyprs.com/pro/41.html,具体不再赘述。
31.作为本实用新型的一个实施例,数控转台还包括刹紧机构6,刹紧机构6从上往下依次包括同轴的活塞a63、刹紧片64和活塞盖61;活塞盖61栓接在下基座1上;活塞a63与活塞盖61之间沿圆周方向均布设置有若干个弹簧62;刹紧片64通过压环65栓接在工作台2的
底部;活塞a63的上端与下基座1形成刹紧腔,活塞a63与下基座1竖直密封滑动配合。进一步保证工作台2的刹紧稳定,提高转动角度的精度。
32.优选地,刹紧片64与工作台2之间设置有垫片66。
33.优选地,刹紧机构6还包括刹紧松开控制组件67,刹紧松开控制组件67包括活塞b671,活塞b671密封滑动地设置在配合下基座1的腔体中,腔体分别与刹紧油道68和松开油道69连通,刹紧油道68与刹紧腔连通;活塞b671的中间设置有活塞杆672,活塞杆672密封滑动地穿过密封盖673,密封盖673密封栓接在下基座1上;活塞杆672的端部设置有发信块a674,发信块a674用于感应刹紧传感器676和松开传感器675,刹紧传感器676和松开传感器675通过支架固定在下基座1上。
34.作为本实用新型的一个实施例,数控转台还包括角度控制组件7,角度控制组件7包括内置轴承角度编码器73;内置轴承角度编码器73固定在连轴节71的底部,连轴节71同轴栓接在工作台2的底部。这里的内置轴承角度编码器73选用德国海德汉(heidenhain)公司生产的rcn8000系列角度编码器,其安装座栓接在活塞盖61上,其中部套在连轴节71上,并通过锁紧螺母72拧紧固定在连轴节71上,具体不再赘述。
35.优选地,角度控制组件7还包括零位传感器74,零位传感器74通过相配套的零位传信块75进行感应;零位传信块75栓接在蜗轮51上。正常工作状态下,零位传感器74设置在下基座1的内部,处于自由状态,工作台2每转一圈,零位传信块75感应零位传感器74一次。
36.本实用新型的工作原理:
37.1)旋转分度工作原理
38.数控转台的整个传动链由伺服电机56、主动齿轮55、从动齿轮54、蜗杆52、蜗轮51及工作台2组成,当伺服电机56接到由外部的控制单元发出的启动信号后,经传动链驱动工作台2旋转分度,角度由程序控制,工作台2旋转到位后,伺服电机56精确停转定位,工作台2靠蜗杆52和蜗轮51的自锁功能保持准确定位。此时,可进行较低切削扭矩的零件的加工。
39.2)工作台刹紧工作原理
40.工作台2下端安装刹紧片64,当下基座1中的刹紧腔通入压力气(油)后,活塞a63压紧刹紧片64,实现工作台2的刹紧,当下基座1中的刹紧腔卸压后,活塞a63在弹簧62的作用下,由压紧位置回到脱开位置,实现工作台2的松开,也就是说,活塞a63的压紧运动是由压力气(油)完成,松开时靠弹簧62的弹力,因此,工作台2松开时,刹紧腔必须迅速卸压。
41.通过在刹紧腔旁边还设计有与之贯通的刹紧松开控制组件67,活塞b671上的活塞杆672安装有发信块a674,发信块a674用于感应刹紧传感器676和松开传感器675,并发出刹紧、松开电信号。当刹紧腔通过刹紧油道68通入压力气(油)的同时,活塞b671所处的腔体通压,活塞b671推动活塞杆672伸出,发信块a674感应刹紧传感器676,发出刹紧电信号,同时,松开传感器675处自由状态。当松开油道69通入压力气(油)的同时,刹紧油道68的压力气(油)卸压,活塞b671带动活塞杆672收回,发信块a674感应松开传感器675,发出工作台2松开电信号,同时刹紧传感器676恢复自由状态。
42.本实用新型在铣齿时,端齿盘9安装在齿盘胎垫3上对称的两处找标轴4,然后找正端齿盘9的基准孔或是基准圆,通过杠杆千分表8找正一处找标轴4的侧母线,工作台2旋转180
°
,再通过杠杆千分表8找正找标轴4的侧母线,微调数控转台,确保两处找标轴4的杠杆千分表8读数控制在0.02以内,确定位置后开始铣齿,此时端齿盘9中心与螺钉孔对称0.04
以内。如果要求齿顶与螺钉孔对称,则根据齿盘齿数,计算旋转相应的角度后再进行铣齿,具体不再赘述。
43.本实用新型可用其他的不违背本实用新型的精神或主要特征的具体形式来概述。因此,无论从哪一点来看,本实用新型的上述实施方案都只能认为是对本实用新型的说明。而不能限制本实用新型,权利要求书指出了本实用新型的范围,而上述的说明并未指出本实用新型的范围,因此,在与本实用新型的权利要求书相当的含义和范围内的任何改变,都应认为是包括在本实用新型的权利要求书的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1