适用于窄间隙埋弧焊接的跟踪装置的制作方法
:
1.本实用新型涉及一种适用于窄间隙埋弧焊接的跟踪装置。
背景技术:
2.窄间隙埋弧焊接技术是在比常规坡口窄得多的坡口内完成多层多道焊的一种工艺方法,通常采用u型或v型坡口,单边角度0.5~1.5
°
(总角度为1~3
°
),底部最小宽度18~22mm。跟踪装置是窄间隙埋弧焊接技术的关键及核心。该装置的稳定性、可靠性是用户最为关心和期待的。也是各窄间隙设备制造商不断优化、提升、更新换代的着力点。近些年,非接触传感器,如激光测量传感器,在焊缝跟踪领域应用逐步成熟。窄间隙埋弧焊因其独特的坡口形式,对“仅靠”非接触传感器实现焊缝跟踪有较高的要求,需要其具有如下特点:
3.1)较大的测量范围,才能既保证该传感器既能识别到坡口底部,又能保证该传感器的安装位置离坡口顶部有足够的距离,不至于因离坡口顶部太近,而导致传感器长期处于高温环境当中,而易于损坏。
4.2)较高的分辨率,以能够识别非常陡峭的坡口侧壁(单边角度 0.5
°‑
1.5
°
)在横向上的差异,以及准确找到坡口侧壁与焊缝圆滑过渡的相切点。并且满足横向精度≤
±
0.25mm,高度精度≤
±
0.5mm 的工艺要求。
5.基于上述原因,非接触式传感器一直未能在窄间隙埋弧焊接焊缝跟踪中得以普遍的工程化应用。仅有的几款可用于窄间隙埋弧焊接工况的非接触式传感器其造价非常昂贵。
6.采用接触式传感器是目前国内唯一得以工程应用的窄间隙跟踪形式。虽然该跟踪装置具有较好的稳定性和可靠性,但它并不是完美无缺的。在长期的工程实践中,我们发现即使跟踪装置处于良好稳定的工作情况下,焊工依然要对焊枪距坡口侧壁的距离进行时刻观察,以防止跟踪失灵情况的突然发生。这使得焊工的劳动强度很大,极易产生疲劳。
7.分析跟踪失灵的原因,发现采用接触式传感器的跟踪装置容易受焊剂、灰尘干扰而影响传动精度,从而影响跟踪效果,甚至发生跟踪失效,造成焊枪及跟踪装置损坏的情况发生。跟踪装置工作时长期处于温度较高的状态下(300℃左右),当停止焊接后跟踪装置从坡口中提升出来,跟踪装置处于室温状态。高温与室温交替的工作环境,使跟踪装置的机械连接易产生松动,影响跟踪装置正常工作。
技术实现要素:
8.本实用新型的目的在于提供一种适用于窄间隙埋弧焊接的跟踪装置,克服接触式跟踪装置以及非接触式跟踪装置的缺陷和不足,将两类跟踪装置有机结合起来,发挥各自优势,进一步提升了跟踪装置的稳定性和可靠性。本实用新型技术方案是:一种适用于窄间隙埋弧焊接的跟踪装置,由一套自制接触式测量装置9、一套非接触式测量装置11、一套控制系统12组成,接触式测量装置9用于坡口跟踪,非接触式测量装置11以及一套控制系统12用于监测焊枪两侧距离坡口侧壁上边缘的距离,接触式测量装置9与非接触式测量装置11
同时使用,接触式测量装置9由横向测量装置和高度测量装置组成,其中高度测量装置为:第一杆状结构5 上端安装位移传感器3,第一杆状结构5下端连接高度跟踪轮式结构7;横向跟踪装置为:第二杆状结构6上端安装电位器4,第二杆状结构6下端安装横向左跟踪爪8与右跟踪爪15,非接触式测量装置11与控制系统12通过通讯电缆13相连,接触式测量装置9与焊枪10位于同一套十字溜板14当中;横向跟踪装置采用与坡口侧壁两侧接触的左跟踪爪8与右跟踪爪15,每一跟踪爪连接第二杆状结构6另一端连接电位器4,左跟踪爪8和右跟踪爪15与坡口侧壁的夹角通过第二杆状结构6传递至电位器4,电位器4发出不同的电信号传递至控制系统,系统以此判断焊枪距离坡口底部的横向距离;高度测量装置采用一个与焊缝表面接触的轮式结构7与第一杆状结构5相连,第一杆状结构5另一端连接一个位移传感器3,轮式结构7 升降通过第一杆状结构5传递至位移传感器3,位移传感器3 发出不同的电信号传递至控制系统,系统以此判断焊枪底部距焊缝表面的纵向距离;非接触式测量装置11采用激光测距传感器,通过一个连接机构16安置于接触式测量装置一侧。
9.横向跟踪装置为至少两组且相互平行并列布置,坡口角度1 范围0.5-1.5
°
,坡口宽度2范围18-24mm,高度跟踪电气元件为型号为fxg-31的位移传感器3,横向跟踪电气元件为型号为 wdd35d4的电位器4。
10.非接触式测量装置可与接触式测量装置位于同一套十字溜板14。
11.非接触式测量装置可与接触式测量装置独立采用单独一套十字溜板14。
12.连接机构16与十字溜板连接,连接机构16由70mm*70mm 正方形5mm厚碳钢钢板用四个m4*15的螺丝固定,钢板另一侧焊接一根180mm长、厚度2mm碳钢空心钢管,用十字接头与另一根长180mm、厚度2mm碳钢钢管焊接柱状接头的物体连接一起,柱状接头与激光测距传感器相连。
13.本实用新型的技术方案原理:
14.本实用新型将两类跟踪装置有机结合起来,发挥各自优势,弥补各自独立作为跟踪装置时的不足。
15.当工件坡口深度较深时(≥30mm),用接触式跟测量装置来实现焊缝跟踪,非接触式测量装置用于监测焊枪距坡口侧壁外沿的距离,接触式测量装置正常运转的情况下,焊枪距坡口侧壁外沿的距离会在一个安全的距离范围内。当焊枪距坡口侧壁外沿的距离超出安全距离时,必定是接触式测量装置失灵的情况,此时跟踪装置发出警报,强制设备停机,以保护焊接设备和焊接产品的安全。
16.当工件坡口深度较浅时(≤30mm),或无法使用接触式测量装置提供跟踪参考点时,可采用非接触式测量装置替代接触式测量装置提供横向和高度的测量数据用于实现焊缝跟踪,或者非接触式测量装置负责提供横向的测量数据,高度测量数据仍由接触式测量装置负责。
17.接触式测量装置与焊枪位于同一套十字溜板当中。非接触式测量装置可与接触式测量装置位于同一套溜板,也可独立采用一套十字溜板。
18.本实用新型的有益效果是:
19.本实用新型充分利用了两种测量装置独立作为跟踪装置时的特点。发挥了各自最大的优势,弥补了各自独立作为跟踪装置时的不足。进一步提升了跟踪装置的稳定性和可靠性。当坡口深度较深时,以接触式测量装置为主,非接触式为辅,非接触式测量装置仅用
于测量焊枪距坡口上端外沿的距离,该测量模式对传感器要求较低,易于低成本实现。当坡口深度较浅或无法使用接触式测量装置提供跟踪参考点时时,可以非接触式测量装置为主,机接触式为辅或者完全采用非接触式测量装置。此时,因测量位置距传感器较近,对非接触式传感器要求较低,易于低成本实现。
附图说明:
20.图1为窄间隙埋弧焊坡口示意图。
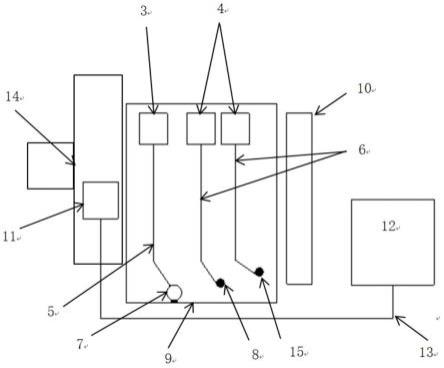
21.图2为本实用新型装置组成示意图。
22.图3为非接触式测量装置与十字溜板连接示意图。
具体实施方式:
23.如图2所示,一种适用于窄间隙埋弧焊接的跟踪装置,由一套自制接触式测量装置9、一套非接触式测量装置11、一套控制系统 12组成,接触式测量装置9用于坡口跟踪,非接触式测量装置11以及一套控制系统12用于监测焊枪两侧距离坡口侧壁上边缘的距离,接触式测量装置9与非接触式测量装置11同时使用,接触式测量装置9由横向测量装置和高度测量装置组成,其中高度测量装置为:第一杆状结构5上端安装位移传感器3,第一杆状结构5下端连接高度跟踪轮式结构7;横向跟踪装置为:第二杆状结构6上端安装电位器4,第二杆状结构6下端安装横向左跟踪爪8与右跟踪爪15,如图3 所示,非接触式测量装置11与控制系统12通过通讯电缆13相连,接触式测量装置9与焊枪10位于同一套十字溜板14当中;横向跟踪装置采用与坡口侧壁两侧接触的左跟踪爪8与右跟踪爪15,每一跟踪爪连接第二杆状结构6另一端连接电位器4,左跟踪爪8和右跟踪爪15与坡口侧壁的夹角通过第二杆状结构6传递至电位器4,电位器4发出不同的电信号传递至控制系统,系统以此判断焊枪距离坡口底部的横向距离;高度测量装置采用一个与焊缝表面接触的轮式结构 7与第一杆状结构5相连,第一杆状结构5另一端连接一个位移传感器3,轮式结构7升降通过第一杆状结构5传递至位移传感器3,位移传感器3发出不同的电信号传递至控制系统,系统以此判断焊枪底部距焊缝表面的纵向距离;非接触式测量装置11采用激光测距传感器,通过一个连接机构16安置于接触式测量装置一侧。
24.如图1所示,横向跟踪装置为至少两组且相互平行并列布置,坡口角度1范围0.5-1.5
°
,坡口宽度2范围18-24mm,高度跟踪电气元件为型号为fxg-31的位移传感器3,横向跟踪电气元件为型号为wdd35d4的电位器4。
25.非接触式测量装置可与接触式测量装置位于同一套十字溜板14。
26.非接触式测量装置可与接触式测量装置独立采用单独一套十字溜板14。
27.连接机构16与十字溜板连接:连接机构16由70mm*70mm正方形5mm厚碳钢钢板用四个m4*15的螺丝固定,钢板另一侧焊接一根 180mm长、厚度2mm碳钢空心钢管,用十字接头与另一根长180mm、厚度2mm碳钢钢管焊接柱状接头的物体连接一起,柱状接头与激光测距传感器相连。
28.接触式测量装置由横向测量装置和高度测量机构组成。
29.横向测量装置采用与坡口侧壁两侧接触的两个跟踪爪,每一跟踪爪链接杆状结构,杆状结构另一端连接电位器(或其他电器元件)。该横向测量装置的原理是跟踪爪张开
的角度与横向距离成线性关系,同时这一角度通过杆状结构传递至电位器,最终形成不同的电信号传递至控制系统,系统以此判断焊枪距离坡口底部的横向距离。
30.在系统不工作时,可将跟踪爪收回至与焊枪平行位置,收回跟踪爪过程可采用自动或人工形式收回。
31.高度测量机构与横向测量装置原理相似,采用一与焊缝表面接触的轮式结构与杆状结构相连,焊枪上移则杆状结构下降,焊枪下移则杆状结构上升,杆状结构另一端连接电位器或其他电器元件,将杆状结构的上升和下降转换为电信号传递至控制系统,系统以此判断焊枪底部距焊缝表面的纵向距离。
32.非接触式测量装置采用激光测距传感器,通过一连接机构安置于接触式测量装置一侧,连接机构具备调整激光测距传感器距离工件表面的高度、横向位置、角度等功能。调整好激光传感器位置,使其发射出的光线,在工件、及接触式测量装置上的投影在一条直线上。即可测出焊枪距离坡口外沿两侧的距离,以及坡口外沿的总宽度。最终将这些测量信息传递至控制系统。
33.控制系统由plc及相应电路组成,用于接收接触式测量装置以及非接触式测量装置测量的电信号数据。通过控制系统内置的软件程序,将电信号数据进行分析整理,用以实现焊缝跟踪以及监测接触式测量装置是否失灵。
34.控制系统可实现:
35.当工件坡口深度较深时(≥30mm),用接触式跟测量装置来实现焊缝跟踪,非接触式测量装置用于监测焊枪距坡口侧壁外沿的距离,接触式测量装置正常运转的情况下,焊枪距坡口侧壁外沿的距离会在一个安全的距离范围内。当焊枪距坡口侧壁外沿的距离超出安全距离时,必定是接触式测量装置失灵的情况,此时跟踪装置发出警报,强制设备停机,以保护焊接设备和焊接产品的安全。
36.当工件坡口深度较浅时(≤30mm),或无法使用接触式测量装置提供跟踪参考点时,可采用非接触式测量装置替代接触式测量装置提供横向和高度的测量数据用于实现焊缝跟踪,或者非接触式测量装置负责提供横向的测量数据,高度测量数据仍由接触式测量装置负责。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1