一种压榨机榨辊套出汁孔加工的辅助工装的制作方法
1.本实用新型涉及制糖业压榨机榨辊套出汁技术领域,尤其涉及一种压榨机榨辊套出汁孔加工的辅助工装。
背景技术:
2.在制糖行业,压榨机榨辊套径向出汁孔加工是糖厂压榨车间一种关键设备,压榨机榨辊套径向出汁孔是甘蔗糖汁从榨辊上流出的通道,径向出汁孔的加工数量多,孔直径小,孔加工深度深,径向出汁孔在榨辊套斜面上,径向出汁孔与轴向出汁通道垂直线成40,一条直径φ1000mm长度2200mm的榨辊套,共有3096个直径φ6孔,钻孔深度达到70mm,通常孔深达到孔径的6倍以上就是深孔钻,现孔深是孔径的11倍属于超深孔钻,孔加工时存在划线定位难,人工划线定位效率低,在斜面上进行孔加工工序多。
3.目前压榨机榨辊套径向出汁孔加工要用人工在大型工作平台上划线,找出工件基准定位线和定位面,确定钻孔面和钻孔位置,人工用铣刀在榨辊套圆弧斜面上加工一个直径φ6平面,再用中心钻进行钻定位孔,最后用长度为100的孔头钻通,人工操作工序多成本高,加工时间长效率较低,因此,本领域技术人员提供了一种压榨机榨辊套出汁孔加工的辅助工装,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种压榨机榨辊套出汁孔加工的辅助工装,使得压榨机榨辊套径向出汁孔整体节约了人工划线成本,减少了加工时间,提高了经济效益。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.一种压榨机榨辊套出汁孔加工的辅助工装,包括压夹底板、底板和紧固螺栓,所述压夹底板的前后侧均固定连接在侧撑板相邻的一侧上端,所述压夹底板的顶部右端固定连接有定位机构,所述底板的顶部前后端中部均固定连接有承载机构;
7.所述定位机构包括轴座、固定孔、钻模,所述轴座固定连接在压夹底板的顶部右端,所述轴座的中部设置有销轴,所述固定孔等距设置在压夹底板的顶部左端,所述钻模的右侧设置在轴座和销轴之间,所述钻模上设置有钻模座,所述钻模座的顶部设置有压板,所述紧固螺栓贯穿压板和钻模座的中部并与固定孔卡合,所述钻模的左侧上等距设置有若干个定位钻孔;
8.通过上述技术方案,通过用钻模固定在辅助工装上直接用长度为100的孔头钻通,通过旋紧钻模、压板和紧固螺栓,接着将钻头对准钻模上的定位钻孔,钻完一批孔后,重复进行操作执行定位机构上的结构,旋转工件榨辊套到下一个轴向出汁孔进行定位,以此重复执行操作承载机构上的结构来完成工件钻孔加工,使得压榨机榨辊套径向出汁孔整体节约了人工划线成本,减少了加工时间,提高了经济效益。
9.进一步地,所述承载机构包括滚轮座、滚轮轴,所述滚轮座固定连接在底板的顶部
前后端中部,所述滚轮轴均转动连接在滚轮座的左右端顶部,所述滚轮轴均与滚轮本体的中部转动连接,所述滚轮座的顶部中端均与主轴的前后侧转动连接;
10.通过上述技术方案,通过将主轴吊装到滚轮座上,然后通过将榨辊套套在主轴上,通过紧固紧固螺栓,通过进行翻转钻模使得定位钻孔和榨辊套贴紧工件v型槽内,再装上钻模和压板,通过旋紧钻模、压板和紧固螺栓,接着将钻头对准钻模上的定位钻孔。
11.进一步地,所述主轴与榨辊套的中部转动连接,所述榨辊套上等距设置有若干个v型槽;
12.通过上述技术方案,通过主轴的转动带动榨辊套的转动,通过v型槽用于定位打孔。
13.进一步地,所述钻模的左侧设置在v型槽内;
14.通过上述技术方案,通过钻模上的定位钻孔对准v型槽,用于在打孔时定位更准确。
15.进一步地,所述侧撑板的底端均固定连接在底板的顶部右端前后侧;
16.通过上述技术方案,通过侧撑板连接起对定位机构的支撑固定。
17.进一步地,所述压夹底板的右端与加强筋板的顶端固定连接,所述加强筋板的前后侧均固定连接在侧撑板相邻一侧的右上端;
18.通过上述技术方案,通过侧撑板用于对压夹底板和定位机构的支撑固定,加强筋板对定位机构在工作时增加固定支撑效果。
19.进一步地,所述侧撑板相离一侧的中上端均设置有定位销座,所述侧撑板相离一侧的左侧均固定连接有加强筋,所述加强筋的底端均固定连接在底板的顶部中右侧前后端;
20.通过上述技术方案,通过加强筋的设置,用于对定位机构1的加强支撑固定。
21.本实用新型具有如下有益效果:
22.本实用新型中,通过用钻模固定在辅助工装上直接用长度为100的孔头钻通,通过旋紧钻模、压板和紧固螺栓,接着将钻头对准钻模上的定位钻孔,钻完一批孔后,重复进行操作执行定位机构上的结构,旋转工件榨辊套到下一个轴向出汁孔进行定位,以此重复执行操作承载机构上的结构来完成工件钻孔加工,使得压榨机榨辊套径向出汁孔整体节约了人工划线成本,减少了加工时间,提高了经济效益。
附图说明
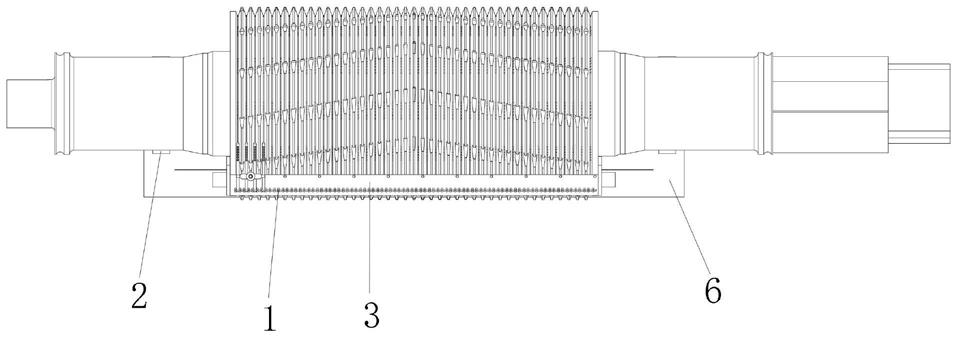
23.图1为本实用新型提出的一种压榨机榨辊套出汁孔加工的辅助工装的顶视图;
24.图2为本实用新型提出的一种压榨机榨辊套出汁孔加工的辅助工装的侧视图;
25.图3为本实用新型提出的一种压榨机榨辊套出汁孔加工的辅助工装的侧视局部结构展示图;
26.图4为本实用新型提出的一种压榨机榨辊套出汁孔加工的辅助工装的局部结构图。
27.图例说明:
28.1、定位机构;101、钻模;102、钻模座;103、轴座;104、销轴;105、固定孔;106、定位钻孔;2、承载机构;201、滚轮座;202、滚轮轴;203、滚轮本体;204、主轴;3、压夹底板;4、加强
筋板;5、侧撑板;6、底板;7、定位销座;8、加强筋;9、榨辊套;10、v型槽;11、压板;12、紧固螺栓。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.参照图1-4,本实用新型提供的一种实施例:一种压榨机榨辊套出汁孔加工的辅助工装,包括压夹底板3、底板6和紧固螺栓12,压夹底板3的前后侧均固定连接在侧撑板5相邻的一侧上端,压夹底板3的顶部右端固定连接有定位机构1,底板6的顶部前后端中部均固定连接有承载机构2;
31.定位机构1包括轴座103、固定孔105、钻模101,轴座103固定连接在压夹底板3的顶部右端,轴座103的中部设置有销轴104,固定孔105等距设置在压夹底板3的顶部左端,钻模101的右侧设置在轴座103和销轴104之间,钻模101上设置有钻模座102,钻模座102的顶部设置有压板11,紧固螺栓12贯穿压板11和钻模座102的中部并与固定孔105卡合,钻模101的左侧上等距设置有若干个定位钻孔106。
32.承载机构2包括滚轮座201、滚轮轴202,滚轮座201固定连接在底板6的顶部前后端中部,滚轮轴202均转动连接在滚轮座201的左右端顶部,滚轮轴202均与滚轮本体203的中部转动连接,滚轮座201的顶部中端均与主轴204的前后侧转动连接,通过依次将钻模101、压板11和紧固螺栓12进行松开,接着通过取下压板11翻开钻模101,然后就松开紧固螺栓12,进行退出钻模101,然后通过将主轴204吊装到滚轮座201上,然后通过将榨辊套9套在主轴204上,通过紧固紧固螺栓12,通过进行翻转钻模101使得定位钻孔106和榨辊套9贴紧工件v型槽10内,再装上钻模101和压板11,通过旋紧钻模101、压板11和紧固螺栓12,接着将钻头对准钻模101上的定位钻孔106,钻完一批孔后,重复进行操作执行定位机构1上的结构,旋转工件榨辊套9到下一个轴向出汁孔进行定位,以此重复执行操作承载机构2上的结构来完成工件钻孔加工,使得压榨机榨辊套径向出汁孔整体节约了人工划线成本,减少打样冲工序,不用铣刀在榨辊套圆弧斜面上加工一个直径φ6平面,少用中心钻进行钻定位孔,减少了加工时间,提高了经济效益。
33.主轴204与榨辊套9的中部转动连接,榨辊套9上等距设置有若干个v型槽10,通过主轴204的转动带动榨辊套9的转动,通过v型槽10用于定位打孔。
34.钻模101的左侧设置在v型槽10内,通过钻模101上的定位钻孔106对准v型槽10,用于在打孔时定位更准确。
35.侧撑板5的底端均固定连接在底板6的顶部右端前后侧,通过侧撑板5连接起对定位机构1的支撑固定。
36.压夹底板3的右端与加强筋板4的顶端固定连接,加强筋板4的前后侧均固定连接在侧撑板5相邻一侧的右上端,通过侧撑板5用于对压夹底板3和定位机构1的支撑固定,加强筋板4对定位机构1在工作时增加固定支撑效果。
37.侧撑板5相离一侧的中上端均设置有定位销座7,侧撑板5相离一侧的左侧均固定
连接有加强筋8,加强筋8的底端均固定连接在底板6的顶部中右侧前后端,通过加强筋8的设置,用于对定位机构1的加强支撑固定。
38.工作原理:通过依次将钻模101、压板11和紧固螺栓12进行松开,接着通过取下压板11翻开钻模101,然后就松开紧固螺栓12,进行退出钻模101,然后通过将主轴204吊装到滚轮座201上,然后通过将榨辊套9套在主轴204上,通过紧固紧固螺栓12,通过进行翻转钻模101使得定位钻孔106和榨辊套9贴紧工件v型槽10内,再装上钻模101和压板11,通过旋紧钻模101、压板11和紧固螺栓12,接着将钻头对准钻模101上的定位钻孔106,钻完一批孔后,重复进行操作执行定位机构1上的结构,旋转工件榨辊套9到下一个轴向出汁孔进行定位,以此重复执行操作承载机构2上的结构来完成工件钻孔加工,使得压榨机榨辊套径向出汁孔整体节约了人工划线成本,减少打样冲工序,不用铣刀在榨辊套圆弧斜面上加工一个直径φ6平面,少用中心钻进行钻定位孔,减少了加工时间,提高了经济效益。
39.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1