一种钟表螺母自动上料锁紧机构的制作方法
1.本实用新型涉及钟表装配技术领域,特别涉及一种钟表螺母自动上料锁紧机构。
背景技术:
2.挂壁式电子石英钟是每个家庭必不可少的一个用品,而且随着大家对外观美感的不断更新,电子石英钟的迭代更新也在加速,所以需求量也在稳步增加。但是就现有挂壁式石英钟的生产过程中,普遍都是人工装配,针对以上问题,我们为客服定制设计了一条钟表生产装配产线。其主要装配工艺包括:1)、表盘、机芯人工上料定位;2)、表盘自动涂胶;3)、表面(即刻度纸)自动上料分层;4)、表面与表盘贴合;5)、六角螺母自动上料并与机芯锁紧;6)、装分针;7)、装时针;8)、装秒针、校准时间;9)、玻璃除尘,安装玻璃;10)、扣外罩;11) 自动打螺丝。
3.上述步骤“5)六角螺母自动上料并与机芯锁紧”中,在以往的人工生产中,机芯和表盘的锁紧靠六角形螺母来锁紧,而表盘、机芯和六角螺母都是注塑件,机械强度有限,所以螺母的锁紧强度要掌握好,一般靠工人的熟练程度和感觉,所以务必会造成一致性差、合格率低等质量问题。
技术实现要素:
4.为了解决现有技术存在的人工装配机芯不能保证质量的问题,本实用新型提供一种保证产品质量的一种钟表螺母自动上料锁紧机构。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种钟表螺母自动上料锁紧机构,包括:
7.自动上料模块,所述的自动上料模块用于将螺母上料至第一设定位置;
8.产品定位模块,所述的产品定位模块用于将产品的机芯和表盘固定住;
9.锁紧模块,所述的锁紧模块包括用于拾取第一设定位置的螺母并将螺母夹紧的螺母拾取夹紧机构、用于驱动螺母拾取夹紧机构转动的旋转驱动机构和用于将螺母移动到机芯位置的移动机构。
10.进一步的,所述的自动上料模块包括自动送料器和分料机构,所述的分料机构包括设置在自动送料器末端的定位负压治具,定位负压治具连接有顶升气缸,所述的分料机构还包括用于检测螺母是否到达第一设定位置的检测装置。
11.进一步的,所述的产品定位模块包括用于安装表盘的工装板、用于顶升工装板的第一定位气缸、用于将机芯顶升至表盘的安装面的第二定位气缸。
12.进一步的,所述的工装板通过输送线输送至第二设定位置,产品定位模块还包括用于阻挡工装板的阻挡气缸,所述的输送线上方设有用于限制表盘被顶升位置的限位钣金。
13.进一步的,所述的螺母拾取夹紧机构包括中空旋转主轴,所述的中空旋转主轴的下方设有可伸缩和扩张的若干用于夹住螺母的夹爪,所述的中空旋转主轴内设有用于吸附
螺母的负压通道。
14.进一步的,所述的中空旋转主轴设有用于拾取螺母的容纳槽,所述的容纳槽可容纳任意方位的螺母,容纳槽与负压通道相通,所述的夹爪设置在容纳槽的周围,且夹爪滑动设置在中空旋转主轴上,所述的夹爪沿靠近或远离螺母的方向滑动,所述的螺母拾取夹紧机构还包括用于箍紧并使得夹爪向内收缩的夹紧机构和用于驱动夹紧机构运动的移动驱动机构,所述的夹爪与中空旋转主轴之间设有用于将夹爪向外顶出扩张的弹性复位结构。容纳槽可容纳任意方位的螺母,本实用新型中,容纳槽可以设置为圆形的容纳槽,且圆形容纳槽的内径大于螺母外径,这样就能实现螺母的任意方向拾取,当然,容纳槽的形状不限于圆形。
15.进一步的,所述的夹爪沿中空旋转主轴周向均布,所述的夹爪个数为6个,且夹爪外周合围形成的圆周直径沿远离夹紧机构的方向逐渐增大,即当夹紧机构向下运动时,可以将夹爪向内箍紧,而且夹爪形状一致,并且夹爪距离容纳槽的中心距离相等。这样,夹爪的弹簧受力一致,不会造成弹簧受力不同而导致夹爪的失效。
16.进一步的,所述的夹爪与螺母的接触面为向容纳槽内凸的弧面,且圆弧面的中心与中空旋转主轴的中心平行。夹爪与螺母的接触面为弧面,这样两者接触部位较为平滑,这样在保证夹紧的情况下也不会夹坏螺母。
17.进一步的,所述的旋转驱动机构包括用于驱动螺母拾取夹紧机构从而将螺母定力矩锁紧在机芯上的定力矩电动螺丝批,所述的定力矩电动螺丝批与中空旋转主轴传动连接。
18.进一步的,所述的移动机构包括支架,所述的支架上设有无杆气缸,所述的无杆气缸的滑块上固定有安装板,所述的安装板上固定有气动笔缸,所述的安装板上设有竖直滑动副,所述的竖直滑动副的滑块上固定有安装块,所述的螺母拾取夹紧机构和定力矩电动螺丝批安装在安装块上,所述的气动笔缸与安装板之间设有弹簧。
19.有益效果:
20.(1)本实用新型的钟表螺母自动上料锁紧机构的自动上料模块实现了螺母的自动上料,锁紧模块实现了螺母的拾取、移动到位和定力矩锁紧功能;产品定位模块实现产品的定位功能,包括表盘定位和机芯定位,以便保证螺母锁紧安装精度,提升产品质量,节省人力;
21.(2)本实用新型的螺母拾取夹紧机构采用均布的夹爪形式,这样,无论夹爪相对六角螺母的相对位置如何,带有圆弧面的夹爪都会夹住六角螺母的边上,即实现了六角螺母任意方向的拾取,从而实现六角螺母任意方位自动取料;
22.(3)螺母拾取夹紧机构与定力矩电动螺丝批连接,实现了螺母的定力矩锁紧,保证产品的一致性。
附图说明
23.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
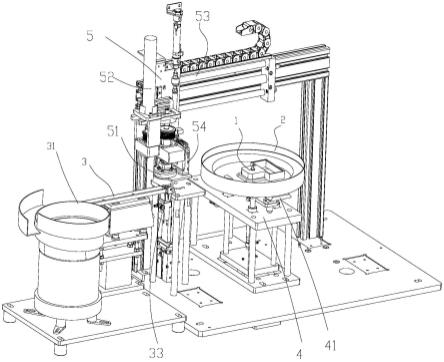
24.图1为本实用新型的钟表螺母自动上料锁紧机构的整体结构示意图;
25.图2为分料机构的第一立体示意图;
26.图3为分料机构的第二立体示意图;
27.图4为产品定位模块的立体示意图;
28.图5为螺母拾取夹紧机构的剖面视图;
29.图6为夹紧机构和夹爪的立体剖面视图;
30.图7为夹紧机构和夹爪的立体结构示意图;
31.图8为移动机构的立体结构示意图;
32.图9为夹爪与螺母的配合关系图示意图。
33.其中,1、机芯,2、表盘,3、自动上料模块,31、自动送料器,32、定位负压治具,33、顶升气缸,34、光电传感器,4、产品定位模块,41、工装板,42、第一定位气缸,43、第二定位气缸,44、阻挡气缸,45、定位销钉,5、锁紧模块,51、螺母拾取夹紧机构,511、中空旋转主轴,512、夹爪,513、容纳槽,52、定力矩电动螺丝批,53、移动机构,531、支架,532、无杆气缸,533、安装板,534、气动笔缸,535、安装块,536、弹簧,54、滑台气缸,55、夹紧环,56、滑环,57、轴承,58、复位弹簧。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
36.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
37.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮
廓的内外。
38.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
39.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
40.如图1~8,一种钟表螺母自动上料锁紧机构,包括自动上料模块3、产品定位模块4和锁紧模块5,自动上料模块3用于将螺母上料至第一设定位置;,产品定位模块4用于将产品的机芯 1和表盘2固定住,锁紧模块5包括用于拾取第一设定位置的螺母并将螺母夹紧的螺母拾取夹紧机构51、用于驱动螺母拾取夹紧机构51转动的旋转驱动机构和用于将螺母移动到机芯1位置的移动机构53。
41.自动上料模块3包括自动送料器31和分料机构,分料机构包括设置在自动送料器31末端的定位负压治具32,如图3,定位负压治具32具有用于限制螺母位置的凹槽,凹槽底部通有负压用于吸附螺母,定位负压治具32连接有顶升气缸33,分料机构还包括用于检测螺母是否到达第一设定位置的检测装置。本实用新型中,检测装置可以是光电传感器34。自动送料器可以采用市场上成熟的送料机构,在本实用新型中就不再赘述。
42.产品定位模块4包括用于安装表盘2的工装板块41、用于顶升工装板块41的第一定位气缸42、用于将机芯1顶升至表盘 2的安装面的第二定位气缸43。该模块主要用于定位功能,包括工装板的定位、表盘的定位和机芯的定位,分别由阻挡气缸、顶升定位气缸和机芯定位气缸控制,由相关导向轴和直线轴承等结构件组成,并配合输送线上的限位钣金共同使用。本实用新型中,工装板块41通过输送线输送至设定位置,产品定位模块4还包括用于阻挡工装板块41的阻挡气缸44,输送线上方设有用于限制表盘2被顶升位置的限位钣金。
43.螺母拾取夹紧机构51包括中空旋转主轴511,中空旋转主轴511的下方设有可伸缩和扩张的若干用于夹住螺母的夹爪 512,中空旋转主轴511内设有用于吸附螺母的负压通道。
44.现有技术中,螺母的拾取一般都是定方位的,然后通过套筒等进行拾取,为了实现螺母的任意方位拾取,本实用新型中,中空旋转主轴511设有用于拾取螺母的容纳槽513,容纳槽513 可容纳任意方位的螺母,容纳槽513与负压通道相通,夹爪512 设置在容纳槽513的周围,且夹爪512滑动设置在中空旋转主轴511上,夹爪512沿靠近或远离螺母的方向滑动,螺母拾取夹紧机构51还包括用于箍紧并使得夹爪512向内收缩的夹紧机构和用于驱动夹紧机构运动的移动驱动机构,移动驱动机构包括滑台气缸54,夹紧机构为套在中空旋转主轴511外部的用于收紧夹爪512的夹紧环55,然后夹紧环55外部具有滑环56,夹紧环55与滑环56之间设有轴承57,轴承57为角接触轴承,这样当夹紧环55箍住夹爪512时可以与中空
旋转主轴511同步转动,而滑环56不跟随转动,滑台气缸54的活塞杆与滑环56 连接从而驱动滑环56和夹紧环55沿中空旋转主轴511的轴向运动,夹爪512与中空旋转主轴511之间设有用于将夹爪512 向外顶出扩张的弹性复位结构,弹性复位结构包括复位弹簧58。夹爪512的形状、长度和数量等可以不作要求,只要能夹住螺母即可。容纳槽513可容纳任意方位的螺母,本实用新型中,容纳槽可以设置为圆形的容纳槽513,且圆形容纳槽的内径大于螺母外径,这样就能实现螺母的任意方向拾取,当然,容纳槽的形状不限于圆形,也可以是其他形状,只要能容纳任意方位的螺母即可,这样,无论螺母呈任何角度,夹爪512都可以克服复位弹簧58的力夹紧螺母,即实现六角螺母任意方位自动取料。或者,夹爪51在为收紧前可以部分伸入容纳槽513,但夹爪最内侧合围的空间可以容纳任意方位的螺母,本实用新型中,为了防止干涉,夹爪51未收紧前是不伸入容纳槽513中的。
45.为了保证夹爪512伸出的一致性,排布方面,本实用新型的夹爪512沿中空旋转主轴511周向均布,所述的夹爪512个数为6个,且夹爪512外周合围形成的圆周直径沿远离夹紧机构的方向逐渐增大,且夹爪512形状一致,夹爪512距离容纳槽513的中心距离相等。外形方面,夹爪512的形状可以是锥形,方形等,优选的,夹爪512与螺母的接触面为向容纳槽513 内凸的弧面,且弧面的中心与中空旋转主轴511的中心平行,如图9,这样夹爪512与螺母的接触面比较平滑,不会划伤螺母,起到保护螺母的作用。
46.旋转驱动机构包括用于驱动螺母拾取夹紧机构51从而将螺母定力矩锁紧在机芯1上的定力矩电动螺丝批52,定力矩电动螺丝批52与中空旋转主轴511传动连接。中空旋转主轴和定力矩电动螺丝批上设有同步轮,两个同步轮之间通过同步带连接。
47.移动机构53包括支架531,支架531上设有无杆气缸532,无杆气缸532的滑块上固定有安装板533,安装板533上固定有气动笔缸534,安装板533上设有竖直滑动副,竖直滑动副的滑块上固定有安装块535,螺母拾取夹紧机构51和定力矩电动螺丝批52安装在安装块535上,气动笔缸534与安装板533之间设有弹簧536。滑台气缸54也固定在安装块535上。
48.工作原理:
49.螺母上料:自动送料器31将螺母送至定位负压治具32上,当螺母到达指定位置时,光电传感器34会发出到位信号,即表示上料完成,此时顶升气缸33上升将物料托起,将螺母定位并脱离,以此来实现分料的功能。
50.表盘2和机芯1上料:输送线带动工装板41将产品从上道工序运输至此工位,工装板41被阻挡气缸44定位后,第一定位气缸42升起,定位销钉45插入工装板41的定位孔内,并顺势将工装板41连带表盘2共同顶起来,当表盘2顶到限位钣金后气缸停止,然后第二定位气缸43向上顶起,将机芯1顶至表盘2的安装面,实现机芯1定位,然后等待锁紧机构下来锁紧螺母。
51.螺母的移动与拧紧:当无杆气缸532带动其上的机构至左侧时,及分料机构的上方,气动笔缸534向下伸出,弹簧536 会被压缩,从而弹簧536去推动定力矩电动螺丝批52和螺母拾取夹紧机构51整体向下取料。当气动笔缸534运动到位后,中空旋转主轴511的容纳槽513底面会与螺母上表面接触,此时定位负压治具32的负压关闭,中空旋转主轴511负压通道负压打开,吸附住螺母,然后滑台气缸54向下动作推动夹紧机构,使夹爪512收紧来夹紧六角螺母的六角侧面,由于滑台气缸54 的输出压力可调,所以夹紧螺母的力可调,不会损伤六角螺母表面。同时,无论夹爪512相对六角螺母的相对位置如何,带有圆弧面的夹爪
512都会夹住六角螺母的边上,即实现了六角螺母任意方向的拾取。完成夹取后,气动笔缸534上升,提起整个取料螺母拾取夹紧机构51。当无杆气缸532移动至右侧时即拧紧工作工位,气动笔缸534向下伸出,弹簧57被压缩推动整体螺母拾取夹紧机构51向下,包括已经在螺母拾取夹紧机构 51内的螺母一起向下,在气动笔缸534向下的同时定力矩电动螺丝批52开始旋转。在弹簧57的弹簧力的作用下,螺母向下旋转与机芯锁紧,到达力矩后定力矩电动螺丝批52停止,然后滑台气缸54松开,夹爪512在复位弹簧58的作用下展开,同时气动笔缸534提起带动螺母拾取夹紧机构51抬起,实现锁螺母过程。
52.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1