一种户外便携式卡片刀的级进模
1.本实用新型涉及模具领域,尤其是一种户外便携式卡片刀的级进模。
背景技术:
2.据所周知在工业生产中模具占领着一个非常重要的地位,所以也有“工业之母”之称。据不完全统计,工业生产中,无论塑胶件还是五金件粗加工产品,有大部分都是通过模具成型的,五金件精加工成品,一半以上也是通过模具成型的。五金冲压模具涉及到各行各业,家电行业、汽车行业、航空航天及通讯类等应用十分广泛。近些年来,我国模具行业在发展是非常快的,带来的效益也是十分庞大。可是相比于国际上发达的模具行业国家,差距也是不小的。比如制造出来模具的精密程度,复杂程度,使用寿命长短的比例,我国只占30%左右,而国外可以占50%以上。
3.户外便携式卡片刀功能非常多,而且所占空间位置小,其形状大小就可以像公交卡一样,随身携带起来也非常的方便。而且户外便携式卡片刀在户外可以用来防身,可以具备方向识别功能,可以当作工具:例如扳手、开瓶器,翘钉器等,方便轻巧又实用。适合大批量生产及推广。
4.该户外便携式卡片刀形状比较简单,通过多次普通的冲裁,即可成型该零件。对于一般的冲裁件来说,其内外形尺寸的经济公差等级不高于it11级,该零件的外形与内孔尺寸公差,零件的孔中心到零件边缘的尺寸公差,零件孔与孔中心距公差可以由相关模具设计资料查出,而且是大批量生产,适合用冲压加工方法。该零件的选用材料为不锈钢304,因为该材料不仅强度刚度合适,还对成形与分离具有良好的适应性,具有防腐蚀,防生锈的特点。
5.该类产品属于薄板类钣金成型产品,材料为不锈钢304,厚度t=2.0mm,材料强度、硬度高,零件尺寸比较小,方便携带,野外使用方便,一般借助于模具作为工具进行大批量生产。目前对于尺寸比较小的钣金冲压件常见的生产方案有单工序模与复合模、级进模模具生产。
6.如果用单工序模生产,模具组成比较简单,模具制造比较容易,但是每次只能冲裁出一道工序,冲压件精度可以通过模具得到保证。
7.如果采用复合模生产,复合模可以冲孔,落料等多道工序一次冲压成型,减少了工位,缩短中转时间,生产效率高,而且操作简单快捷安全。
8.级进模具包含多个工位,每个工位可以成型几个工序,级进模适用于成型零件形状简单,而且成型尺寸不大的,平面质量要求不高、而且是生产大批量的零件。级进模生产效率高,适合大,中批量生产,而且操作安全,方便。
9.针对上述要求,级进模符合生产设计要求,因此需要设计一款适合户外便携式卡片刀的级进模。
技术实现要素:
10.本实用新型所要解决的技术问题是提供一种户外便携式卡片刀的级进模,满足一种户外便携式卡片刀的级进模的生产要求。
11.为解决上述技术问题,本实用新型的技术方案是:一种户外便携式卡片刀的级进模,所述户外便携式卡片刀包括矩形本体,本体的左上角设有第一缺口槽和第二缺口槽,本体的上部设有第一内孔,本体的中部设有左右排列的第二内孔和第三内孔,本体的下部设有左右排列的第四内孔和第五内孔,本体的上边和下边为侧刃,本体的左下角设有导正孔,所述级进模包括上摸和下模,所述下模的进料口处设有送料导向装置,级进模具有八个工序工位,包括用于冲裁导正孔和侧刃的第一工序工位,用于冲裁定距挡块的第二工序工位,用于冲裁第一内孔和第五内孔的第三工序工位,用于冲裁第二内孔、第三内孔和第四内孔的第四工序工位,用于冲裁第一缺口槽和第二缺口槽的第五工序工位,用于冲裁本体外形的第六工序工位,用于冲裁本体外形的第七工序工位和用于将料带冲断的第八工序工位。本实用新型原理:因为户外便携式卡片刀的内外形状位置要求和质量精度要求都比较高,所以选用侧刃与导正销配合定位,侧刃能保证步距,导正销能提高定距的准确性。连续模中,送料的步距一般都是用侧刃来保证,侧刃实际上就是用来冲切条料边料的,冲切边料的长度又刚好是一个步距,条料被侧刃冲切出来的宽度行成了台阶,条料送进一个步距时,刚好卡住,只有通过下一次侧刃冲裁,形成新的步距,条料才能继续前进。该模具设计的侧刃,刚好是该零件外形的两端,既能控制步距,也能冲裁零件的外形,一举两得。在连续模中,一般都会在条料第一工位上冲导正孔,方便后面工位加载导正销,因为无论是侧刃定距还是挡料销定距,都不能很精确的确定步距,所以需要增加导正销来提高精度,以此来消除由于刃口磨损,毛刺的产生等问题而引起的误差。
12.作为改进,所述上模与下模之间通过滚珠导向装置导向。
13.作为改进,所述级进模的模架为对角导柱模架。
14.作为改进,所述上模包括上模座、安装在上模座上的上垫板、安装在上垫板上的固定板、与固定板间隙设置的卸料板垫板、安装在卸料板垫板上的卸料板、上限位柱和凸模;所述下模包括下模座、安装在下模座上的下垫板、安装在下垫板上的下模板、下限位柱和凹模。
15.本实用新型与现有技术相比所带来的有益效果是:
16.因为户外便携式卡片刀的内外形状位置要求和质量精度要求都比较高,所以选用侧刃与导正销配合定位,侧刃能保证步距,导正销能提高定距的准确性。连续模中,送料的步距一般都是用侧刃来保证,侧刃实际上就是用来冲切条料边料的,冲切边料的长度又刚好是一个步距,条料被侧刃冲切出来的宽度行成了台阶,条料送进一个步距时,刚好卡住,只有通过下一次侧刃冲裁,形成新的步距,条料才能继续前进。该模具设计的侧刃,刚好是该零件外形的两端,既能控制步距,也能冲裁零件的外形,一举两得。在连续模中,一般都会在条料第一工位上冲导正孔,方便后面工位加载导正销,因为无论是侧刃定距还是挡料销定距,都不能很精确的确定步距,所以需要增加导正销来提高精度,以此来消除由于刃口磨损,毛刺的产生等问题而引起的误差。
附图说明
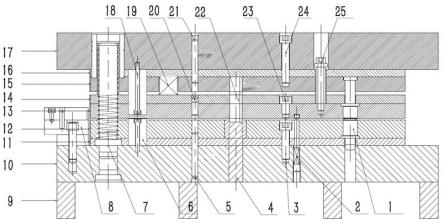
17.图1为级进模剖视图。
18.图2为户外便携式卡片刀示意图。
19.图3为户外便携式卡片刀工序流程图。
具体实施方式
20.下面结合说明书附图对本实用新型作进一步说明。
21.一种户外便携式卡片刀的级进模,如图2所示,所述户外便携式卡片刀包括矩形本体,本体的左上角设有第一缺口槽26和第二缺口槽27,本体的上部设有第一内孔28,本体的中部设有左右排列的第二内孔29和第三内孔30,本体的下部设有左右排列的第四内孔31和第五内孔32,本体的上边和下边为侧刃,本体的左下角设有导正孔33。
22.如图1所示,所述级进模包括上摸和下模,所述上模与下模之间通过滚珠导向装置7导向,所述级进模的模架为对角导柱模架,上模与下模之间设有内导柱1。所述上模包括上模座17、安装在上模座17上的上垫板18、安装在上垫板18上的固定板15、与固定板15间隙设置的卸料板垫板14、安装在卸料板垫板14上的卸料板13、上限位柱18和凸模22;卸料板垫板14与固定板15之间设有弹簧19;卸料板13通过卸料板固定销钉20和卸料板固定螺钉23进行固定;固定板15通过上模固定销钉21和上模固定螺钉24进行固定;卸料板13通过卸料螺钉25进行固定。所述下模包括下模座10、安装在下模座10上的下垫板11、安装在下垫板11上的下模板12、下限位柱6和凹模4;所述下模座10的底部设有模脚9;下模板12通过下模固定销钉5和下模固定螺钉3进行固定;所述下模具有浮升导料销2,在料带送料过程中,加浮升导料销2,将冲裁时压下的料带浮升起来,继续导向送料即可。所述下模的进料口处设有送料导向装置8。
23.确定模具定位方式:因为户外便携式卡片刀的内外形状位置要求和质量精度要求都比较高,所以这里选用侧刃与导正销配合定位,侧刃能保证步距,导正销能提高定距的准确性。连续模中,送料的步距一般都是用侧刃来保证,侧刃实际上就是用来冲切条料边料的,冲切边料的长度又刚好是一个步距,条料被侧刃冲切出来的宽度行成了台阶,条料送进一个步距时,刚好卡住,只有通过下一次侧刃冲裁,形成新的步距,条料才能继续前进。该模具设计的侧刃,刚好是该零件外形的两端,既能控制步距,也能冲裁零件的外形,一举两得。在连续模中,一般都会在条料第一工位上冲导正孔,方便后面工位加载导正销,因为无论是侧刃定距还是挡料销定距,都不能很精确的确定步距,所以需要增加导正销来提高精度,以此来消除由于刃口磨损,毛刺的产生等问题而引起的误差。
24.确定该模具的卸料及出件方式:卸料方式根据卸料装置来区分,可分为两种,第一种是刚性卸料,另外一种是弹性卸料。刚性卸料一般用于冲裁材料比较厚的模具,因为刚性卸料的卸料力比较大,这样卸料起来就比较可靠,可是其起不到压料的作用,所以冲裁出来的产品质量不太高。弹性卸料的卸料力比较小,受卸料零件的限制,其安全性和可靠性比不上刚性卸料,但是弹性卸料可以起到压料的作用,这样对于冲裁出来的产品质量就比较高,因为该零件的平面度,形状尺寸要求较高,所以这里将采用弹性卸料。出件方式,这里采用柱形刃口锥形凹模,利用凹模的锥度使冲裁废料直接掉落出模具。这里设计的条料排样,最后一个工步是切断带料,切断带料的同时正好冲裁成型该零件,利用零件本身的重量,顺着
斜度滑落出模具。
25.确定该模具的导向方式:滑动导柱导向式是日常生产中,比较常见的,因为它的结构相对比较简单,所以加工装配容易,而且它精度高,稳定性能好,标准化程度也高,但是滑动导向式承受侧向压力的能力比较差,而且要求它的间隙值要小于冲裁模中凸模和凹模的间隙。在高速压力机工作的高速冲裁模和硬质合金模中,一般采用滚动导柱导套方式,因为其导向准确,而且导柱与导套没有间隙。因为该零件的模具是选用高速冲裁模,所以这里选用滚动导向装置。该装置一般采用gcr15的材料,硬度在热处理后达到60
‑‑
62hrc。
26.成型零件的凸模:该零件多步冲裁即可成型,内孔形状比较复杂,有圆形孔和异型孔。因为零件冲裁的形状和尺寸的大小很大程度是凸模决定的,所以按照成型该零件内孔的形状,将凸模按照成型形状分为圆形凸模和非圆形凸模。对于导正孔我们就采用圆形凸模,对于异型孔我们就采用固定部分与冲裁成型部分相同的直通式凸模。因为该模具冲裁的孔径比较小,孔与孔之间的距离也比较近,间隙也比较小,所以在冲裁过程中,冲裁废料会发生回跳而造成叠料,从而使冲头与凹模刃口发生碰撞,要是刃口崩损,需要钳磨修复,则会造成凸模,凹模使用寿命大幅度的降低,二者选其一的话,只有选择保护凹模刃口不受损坏。因为单换冲头比换整体式凹模要方便得多。所以这里就需要凹模比凸模硬度更高一档。因为该模具的凸模要求寿命长,耐磨性好,所以选用高合金工具钢作为凸模材料。凸模刃口淬火后的硬度一般在58
‑‑
62hrc,中温回火至40
‑‑
50hrc。
27.成型零件的凹模:根据该零件的内外形状和尺寸精度要求,这里选用柱形刃口锥形凹模。这种凹模刃口强度较强,刃口不易被磨损,但是柱形刃口会比较容易积累废料。所以对于冲裁内外形状较为复杂和质量要求比较高的零件,比较适合。因为该模具凹模要求硬度高,因为硬度越高,耐磨性越好,使用寿命就越长。但是硬度太高的话,凹模容易爆裂,所以这里要求凹模表面硬度高,心部硬度略低,而且硬度要比凸模更高一档,所以这里选用高速钢作为凹模材料。凹模刃口淬火后的硬度在63-67hrc,高温回火至28-30hrc。
28.由于该零件户外便携式卡片刀的质量精度要求较高,所以这里选用弹性卸料,弹性卸料可以起到卸料和压料作用。
29.工件由八次冲孔成形,由于该级进模设计要求条料自动送进,这就要求条料送进距离要有保证,而侧刃能够很好的保证步距。冲裁侧刃的宽度又刚刚好是一个步距,而且冲裁侧刃时,正好能把零件外形冲裁出来,所以这里选用成形侧刃来保证步距。侧刃与导正销进行定距定位,提高定位精度,这里选用导正销来提高定距的准确性。如图3所示,工序安排大致如下:
30.工序一:先冲导正孔,然后再冲侧刃,用于条料自动送料的定位和定距;
31.工序二:冲定距挡块,用来给侧刃定距,定距挡块距离侧刃0.2mm,这个距离不影响条料的送进,并且有效的保证侧刃冲裁的距离,弥补侧刃冲裁的误差;
32.工序三:冲裁零件两个大的内孔,即第一内孔28和第五内孔32,
33.工序四:冲裁零件内形三个小的内孔,即第二内孔29、第三内孔30和第四内孔31;
34.工序五:冲裁两个零件外形缺口,即第一缺口槽26和第二缺口槽27;
35.工序六和工序七:都是冲裁零件的外形,而且刚好形成带料,带料与工序六和工序七两个外形接口处重叠0.5mm,这样设计可以有效的防止毛刺的产生,而且和工序八的带料两端接口处有一小段圆弧,半径大概是0.2mm,这样设计不会影响工件的尺寸精度,能有效
的防止毛刺的产生;
36.工序八:将带料切断时,正好把零件的外形最终冲裁出来,由于零件本身大部分露出模具外面,零件就可以利用自身重量随着斜度自由滑落。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1