一种加工腔体零件壁孔内倒角用刀具的制作方法
1.本实用新型属于工艺装备设计及制造领域,涉及一种加工腔体零件壁孔内倒角用刀具,便于提高生产效率。
背景技术:
2.一些腔体零件的壁上的孔与腔体内壁的相交处需要倒角,因为有些产品的装配要求,对该处的倒角要求较为严格。目前,对于该处倒角的加工,大多采用反锪钻的加工方式,在加工前将反锪钻的刀头从腔体内与所要加工的壁孔相对正,从腔体外将锪钻的刀杆沿需要被加工的壁孔伸入腔内,与刀头通过快装的连接方式装配,在腔体外,用手电钻或者手风枪夹紧刀杆进行加工。有些腔体零件内腔空间较大,加工者在加工过程中,手可以自如在腔体内操作。但有些腔体零件内部结构的特殊性,需要加工的地方加工者手是不能触及的,还有些腔体零件内腔空间较小,加工者的手根本无法进入内腔,只能借助钳子等工具夹持刀头对正孔的位置,装配刀杆极其困难;更有的空间狭小到钳子都无法进入,只能用特制的工装才能将刀头对正所需要加工孔的位置,从而造成生产效率极其低下。目前还没有较好的解决办法。
技术实现要素:
3.为了解决上述问题,本实用新型提供了一种加工腔体零件壁孔内倒角用刀具,结合反锪钻和镗刀的性能,采用可伸缩的导向套,无需在腔体零件内部安装刀头,直接在腔体零件外部就能操作。
4.本实用新型的技术方案:
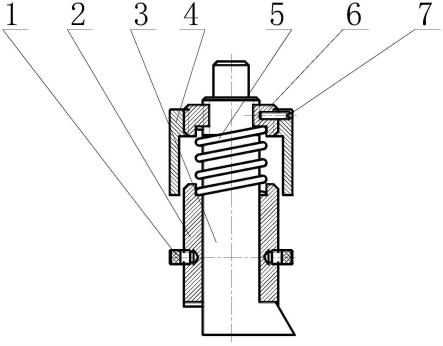
5.一种加工腔体零件壁孔内倒角用刀具,所述刀具包括两个拉动手柄1、导向套2、主刀3、保护套4、弹簧5、基套6和紧定螺钉7。
6.所述的主刀3包括切削刃部分、刀杆部分、螺纹部分和尾柄部分,其中,切削刃部分位于主刀3下端,与刀杆部分呈l形,螺纹部分位于刀杆部分与尾柄部分之间,主刀3通过尾柄装夹到手风钻上;所述的导向套2从上方套入主刀3,其下端面接触主刀3的切削刃部分,导向套2上端内壁制有孔径大于其内孔且同轴的台阶孔;所述的拉动手柄1与导向套2以螺纹方式连接,两个拉动手柄1以导向套2的中心对称分布;所述的弹簧5从主刀3的上方装入,弹簧5的下表面与导向套2的台阶孔台阶处相接触;所述的基套6内外壁均制有螺纹,其下端内壁制有孔径大于内孔且同轴的台阶孔,基套6螺接到主刀3的螺纹部分,其台阶孔台阶处与弹簧5的上表面接触;所述的保护套4内孔直径大于导向套2外径,其上端内壁制有孔径小于其内孔且同轴的台阶孔,台阶孔制有内螺纹,台阶孔内径与基套6配合,二者以螺纹方式连接;所述的保护套4与基套6相螺接的部位均制有径向的螺纹孔,当旋转到保护套4与基套6侧面的螺纹孔对正时,将紧定螺钉7装配在保护套4与基套6上,紧定螺钉7的尾端端面不高于基套6的内孔,将已经装配了保护套4和紧定螺钉7的基套6从主刀3的上方装入,拧紧紧定螺钉7,使其尾端抵在主刀3侧壁上,使保护套4和基套6不与主刀3有相对的转动。
7.使用时,先用手风钻装夹主刀3的尾柄部分,右手握住手风钻,左手二拇指和中指卡住两个拉动手柄1,提起两个拉动手柄1,带动导向套2向上移动,导向套2压缩弹簧5,露出主刀3的刀杆部分,保持现有状态让主刀3对准腔体零件被加工壁孔,调整位置使主刀3切削刃部分全部进入腔体零件内部,松开左手,调整位置使导向套2进入腔体零件被加工壁孔内部,双手握稳手风钻,启动手风钻开关,该加工腔体零件壁孔内倒角刀具开始旋转,缓慢拉动手风钻,该加工腔体零件壁孔内倒角刀具开始切削。当腔体零件壁孔内倒角被加工完成时,关闭手风钻开关,腔体零件壁孔内倒角刀具停止旋转,右手握住手风钻,左手二拇指和中指卡住两个拉动手柄1,提起两个拉动手柄1,带动导向套2向上移动,导向套2压缩弹簧5,露出主刀3的刀杆部分,调整位置使主刀3切削刃部分沿腔体零件被加工壁孔退出。按如上操作进行下一个孔的加工。
8.本实用新型的有益效果:
9.本实用新型能实现快速安装及定位,能够从根本上解决腔体类零件壁孔内倒角加工效率底或者不能加工的问题,与常规的反锪钻加工方法相比,省时省力,大大缩短准备时间,尤其是针对加工操作者的手根本无法进入内腔的腔体零件,所用工时是原来加工方式的1/5~1/8,从而大大降低了该类腔体零件的加工成本。
附图说明
10.图1为加工腔体零件壁孔内倒角用刀具结构示意图。
11.图2为主刀3的各部分结构说明图。
12.图3(a)和(b)为加工腔体零件壁孔内倒角用刀具进入腔体零件内部的过程状态图。
13.图4(a)和(b)为加工腔体零件壁孔内倒角用刀具加工腔体零件壁孔内倒角的过程状态图。
14.图5(a)和(b)为加工腔体零件壁孔内倒角用刀具退出腔体零件内部的过程状态图。
15.图中:1拉动手柄;2导向套;3主刀;4保护套;5弹簧;6基套;7紧定螺钉。
具体实施方式
16.以下结合附图和技术方案,进一步说明本实用新型的具体实施方式。
17.实施例
18.一种加工腔体零件壁孔内倒角用刀具,所述刀具包括两个拉动手柄1、导向套2、主刀3、保护套4、弹簧5、基套6和紧定螺钉7。
19.如图1、图2所示,所述的主刀3包括切削刃部分、刀杆部分、螺纹部分和尾柄部分,其中,切削刃部分位于主刀3下端,与刀杆部分呈l形,螺纹部分位于刀杆部分与尾柄部分之间,主刀3通过尾柄装夹到手风钻上;所述的导向套2从上方套入主刀3,其下端面接触主刀3的切削刃部分,导向套2上端内壁制有孔径大于其内孔且同轴的台阶孔;所述的拉动手柄1与导向套2以螺纹方式连接,两个拉动手柄1以导向套2的中心对称分布;所述的弹簧5从主刀3的上方装入,弹簧5的下表面与导向套2的台阶孔台阶处底面相接触;所述的基套6内外壁均制有螺纹,其下端内壁制有孔径大于内孔且同轴的台阶孔,基套6螺接到主刀3的螺纹
部分,其台阶孔台阶处底面与弹簧5的上表面接触;所述的保护套4内孔直径大于导向套2外径,其上端内壁制有孔径小于其内孔且同轴的台阶孔,台阶孔制有内螺纹,台阶孔内径与基套6配合,二者以螺纹方式连接;所述的保护套4与基套6相螺接的部位均制有径向的螺纹孔,当旋转到保护套4与基套6侧面的螺纹孔对正时,将紧定螺钉7装配在保护套4与基套6上,紧定螺钉7的尾端端面不高于基套6的内孔,将已经装配了保护套4和紧定螺钉7的基套6从主刀3的上方装入,拧紧紧定螺钉7,使其尾端抵在主刀3侧壁上,使保护套4和基套6不与主刀3有相对的转动。
20.使用时,先用手风钻装夹主刀3的尾柄部分,右手握住手风钻,左手二拇指和中指卡住两个拉动手柄1,提起两个拉动手柄1,带动导向套2向上移动,导向套2压缩弹簧5,露出主刀3的刀杆部分,如图3(a)所示,保持现有状态让主刀3对准腔体零件被加工壁孔,调整位置使主刀3切削刃部分全部进入腔体零件内部,如图3(b)所示,松开左手,调整位置使导向套2进入腔体零件被加工壁孔内部,如图4(a)所示,双手握稳手风钻,启动手风钻开关,该加工腔体零件壁孔内倒角刀具开始旋转,缓慢拉动手风钻,该加工腔体零件壁孔内倒角刀具开始切削,如图4(b)所示。当腔体零件壁孔内倒角被加工完成时,关闭手风钻开关,腔体零件壁孔内倒角刀具停止旋转,右手握住手风钻,左手二拇指和中指卡住两个拉动手柄1,提起两个拉动手柄1,带动导向套2向上移动,导向套2压缩弹簧5,露出主刀3的刀杆部分,如图5(a)所示,调整位置使主刀3切削刃部分沿腔体零件被加工壁孔退出,如图5(b)所示。接下来,按如上操作进行下一个孔的加工。
21.以上所述实施例仅表达本实用新型的实施方式,但并不能因此而理解为对本实用新型专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1