一种快速定位的连续模的制作方法
1.本技术涉及连续模技术领域,尤其涉及一种快速定位的连续模。
背景技术:
2.连续模在模具制造过程中对带状冲压原材料,在一副模具上使用几个不同的冲压模具同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带会自动的位移一次,将带状冲压原材料送至下一个冲压模具的工位上,至产品完成,现在汽车加工领域常需要用到连续模对金属板材进行加工。
3.在模具冲压过程中发现,为提高模具的冲模制造的效率,很多连续模都使用机械定位送料代替人工手动送料定位,现有技术中机械定位采用的是在连续模的表面位于带状冲压原材料的两侧设置导正销或定位销的方式实现自动定位,已提高连续模的生产效率。
4.上述的自动定位方式有以下问题,现有导正销是在其圆弧面开设有导正槽,两侧的导正槽将带状冲压原材料夹住以达到快速定位的目的,传统的导正槽截面尺寸一般很难正好适配带状冲压原材料的尺寸,这使在对带状冲压原材料定位时,带状冲压原材料在送料过程会产生上下浮动,进而造成在模具冲压时难以精确定位冲模,因而可能会产生冲模误差。
技术实现要素:
5.本技术的目的是为了解决现有技术中存在导正销在对带状冲压原材料定位时,带状冲压原材料会在制造过程中产生上下浮动的位移,进而造成模具冲模误差的缺点,而提出的一种快速定位的连续模。
6.为了实现上述目的,本技术采用了如下技术方案:一种快速定位的连续模,包括连续模本体,还包括放料框、冲压模块和定位装置,其中
7.放料框设置在连续模本体的表面;
8.冲压模块安装在连续模本体的表面;
9.定位装置位于连续模本体的上表面放料框一侧,包括若干个导正销、两个连接柱、受力柱、弹簧、矩形块、圆弧块、限位板和压板,连续模本体的表面开设有若干个均匀分布的定位槽,若干个导正销与连续模本体表面的定位槽滑动连接,若干个导正销的远离连续模本体的一侧固定连接有两个连接柱,两个连接柱的远离导正销的一侧固定连接有受力柱,导正销的表面位于两个连接柱彼此靠近的一侧开设有滑槽,滑槽的内壁固定连接有弹簧,弹簧的另一端固定连接有矩形块,矩形块与导正销的滑槽的内壁滑动连接,矩形块的表面远离弹簧的一侧固定连接有圆弧块,圆弧块的上表面固定连接有限位板,限位板的上表面固定连接有压板。
10.上述部件所达到的效果为:当带状冲压原材料在连续模本体的表面移动冲模时,带状冲压原材料会在连续模本体表面两侧的连接柱之间夹持定位,这时冲压模块会向下移动,直至对带状冲压原材料进冲模,这时冲压模块会按压受力柱使导正销沿着连续模本体
的定位槽滑动,然后圆弧块会受到连续模本体的定位槽边缘挤压进而待着限位板向带状冲压原材料侧面靠近,这时限位板会移动到带状冲压原材料的下表面直至与其接触挤压,且同时压板会与带状宠爱与原材料的侧面接触并对其固定,此时带状冲压原材料会不易上下抖动,在一定程度山提高了冲模时的精准度,从而提高成品的利用率。
11.可选的,导正销的滑槽的两侧均开设有限位槽,圆弧块的两侧固定连接有滑块,滑块的表面与限位槽的内壁滑动连接。
12.上述部件所达到的效果为:达到了对圆弧块在导正销的滑槽滑动时的限位,从而使压板更好的对带状冲压原材料的挤压固定。
13.可选的,压板的表面靠近带状冲压原材料的一侧固定连接有防滑板,防滑板为橡胶板,防滑板的表面设有防滑凸起。
14.上述部件所达到的效果为:达到了增大压板对带状冲压原材料挤压固定时的摩擦力,从而可以更好的对其限位固定。
15.可选的,连续模本体的表面设置有收集装置,收集装置包括安装框,安装框固定连接在连续模本体的表面位于远离放料框的一侧,安装框的截面呈“u”形,安装框的表面开设有固定槽,索虎安装框的固定槽的内壁安装有收集框。
16.上述部件所达到的效果为:达到了对带状冲压原材料在制造完成后产生的废料的收集,不易掉落在地面上,便于工人对这些废料的集中处理。
17.可选的,安装框的上表面固定连接有防护板,防护板的截面呈“u”形。
18.上述部件所达到的效果为:达到了对废料出产时的遮挡限位,使废料可以更加便捷的落在收集框中,提高了废料的收集效率。
19.可选的,安装框的下表面位于收集框的两侧均固定连接有固定板,固定板的表面螺纹连接有螺杆,螺杆与收集框的表面相抵接。
20.上述部件所达到的效果为:达到了了对收集框的进一步限位固定,从而使收集框不易滑动偏移,进而更好的对废料进行收集。
21.可选的,螺杆远离收集框的一端固定连接有旋钮,旋钮的圆弧面设有防滑条纹。
22.上述部件所达到的效果为:达到更加便捷的转动螺杆进而可以更好的使用螺杆对收集框进行挤压固定。
23.综上,本技术的有益效果为:
24.本技术中,通过调节定位装置对带状冲压原材料进行定位时,首先启动连续模本体,然后将带状冲压原材料放进放料框的放料槽中,然后带状冲压原材料会沿着连续模本体表面移动,这时冲压模块会向带状冲压原材料的方向靠近,直至对带状冲压原材料进行冲模工序,这时冲压模块会接触挤压受力柱,然后受力柱会带动导正销在连续模本体的定位槽内壁向下滑动,这时圆弧块会受到定位槽边缘挤压,从而带动限位板向带状冲压原材料的侧面移动靠近,同时带动限位板上表面固定连接的压板向带状冲压原材料的侧面靠近,直至限位板移动到带状冲压原材料的下方,压板对带状冲压原材料的侧面机械挤压限位,从而使带状冲压原材料不易产生上下浮动,使冲模的更加精确,这时固定连接在圆弧块两侧的滑块会在导正销的限位槽内壁滑动,此时限位槽起到了对圆弧块滑动时的方向限位,从而使压板更加稳定的对带状冲压原材料的进行挤压固定,这时固定连接在压板表面的防滑板会与带状冲压原材料的侧面接触挤压,此时防滑板起到了增大压板限位带状冲压
原材料时的摩擦力,在一定程度上对带状冲压原材料固定的更加稳固,此时带状冲压原材料在冲模时会更加平稳移动,并在多道冲压工序的冷冲压冲模中更加精准,提高了制作出的成品使用率更高。
25.本技术中,通过设置收集装置对带状冲压原材料冲模后的废料进行收集时,首先将收集框沿着安装框表面的固定槽滑入,然后转动旋钮使螺杆发生转动,此时旋钮起到了便于转动螺杆对收集框进行限位固定的效果,然后螺杆会在固定板的表面发生转动,直至对收集框的表面进行接触挤压,此时螺杆起到了对收集框的固定效果,使收集框不易滑动偏移,从而更好的对废料进行收集处理,当废料从连续模本体中产出时,会与固定连接在按住安装框上表面的防护板接触,然后折断掉落在收集框中,此时防护板起到了使废料不易在产出时四处飞溅,从而更好的收集在收集框中,从而便于集中处理,此时废料会集中在收集框中,从而使废料不易掉落在地面上火散落在连续模本体的工作台上,从而便于工作人员的集中处理,和在一定程度上保证连续模本体的正常运转。
附图说明
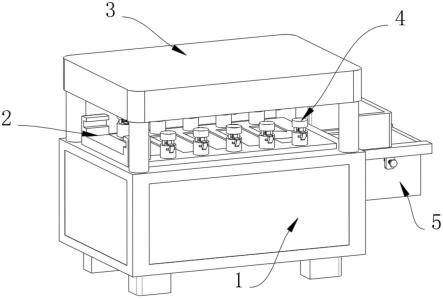
26.图1为本技术的立体结构示意图;
27.图2为本技术定位装置的立体结构示意图;
28.图3为本技术定位装置的剖面立体结构示意图;
29.图4为本技术定位装置的部分立体结构示意图;
30.图5为本技术收集装置的立体结构示意图;
31.图6为本技术收集的侧面俯视立体结构示意图。
32.图例说明:1、连续模本体;2、放料框;3、冲压模块;4、定位装置;401、导正销;402、连接柱;403、受力柱;404、弹簧;405、矩形块;406、圆弧块;407、限位板;408、压板;409、防滑板;410、限位槽;411、滑块;412、滑槽;5、收集装置;51、收集框;52、固定板;53、螺杆;54、安装框;55、防护板;56、固定槽;57、旋钮。
具体实施方式
33.参照图1所示,本技术提供一种技术方案:一种快速定位的连续模,包括连续模本体1、放料框2、冲压模块3、定位装置4和收集装置5,连续模本体1的表面设置有放料框2,连续模本体1的表面安装有冲压模块3,定位装置4位于连续模本体1的上表面放料框2一侧,连续模本体1的表面设置有收集装置5。
34.下面具体说一下其定位装置4和收集装置5的具体设置和作用。
35.参照图1、图2和图4所示,本实施方案中:连续模本体1的表面开设有若干个均匀分布的定位槽,定位装置4包括若干个导正销401,若干个导正销401与连续模本体1表面的定位槽滑动连接,若干个导正销401的远离连续模本体1的一侧固定连接有两个连接柱402,两个连接柱402的远离导正销401的一侧固定连接有受力柱403,导正销401的表面位于两个连接柱402彼此靠近的一侧开设有滑槽412,滑槽412的内壁固定连接有弹簧404,弹簧404的另一端固定连接有矩形块405,矩形块405与导正销401的滑槽412的内壁滑动连接,矩形块405的表面远离弹簧404的一侧固定连接有圆弧块406,圆弧块406的上表面固定连接有限位板407,限位板407的上表面固定连接有压板408,当带状冲压原材料在连续模本体1的表面移
动冲模时,带状冲压原材料会在连续模本体1表面两侧的连接柱402之间夹持定位,这时冲压模块3会向下移动,直至对带状冲压原材料进冲模,这时冲压模块3会按压受力柱403使导正销401沿着连续模本体1的定位槽滑动,然后圆弧块406会受到连续模本体1的定位槽边缘挤压进而待着限位板407向带状冲压原材料侧面靠近,这时限位板407会移动到带状冲压原材料的下表面直至与其接触挤压,且同时压板408会与带状宠爱与原材料的侧面接触并对其固定,此时带状冲压原材料会不易上下抖动,在一定程度山提高了冲模时的精准度,从而提高成品的利用率。
36.参照图1、图2和图3所示,本实施方案中:导正销401的滑槽412的两侧均开设有限位槽410,圆弧块406的两侧固定连接有滑块411,滑块411的表面与限位槽410的内壁滑动连接,达到了对圆弧块406在导正销401的滑槽412滑动时的限位,从而使压板408更好的对带状冲压原材料的挤压固定,压板408的表面靠近带状冲压原材料的一侧固定连接有防滑板409,防滑板409为橡胶板,防滑板409的表面设有防滑凸起,达到了增大压板408对带状冲压原材料挤压固定时的摩擦力,从而可以更好的对其限位固定。
37.参照图图1和图5所示,本实施方案中:连续模本体1的表面设置有收集装置5,收集装置5包括安装框54,安装框54固定连接在连续模本体1的表面位于远离放料框2的一侧,安装框54的截面呈“u”形,安装框54的表面开设有固定槽56,索虎安装框54的固定槽56的内壁安装有收集框51,达到了对带状冲压原材料在制造完成后产生的废料的收集,不易掉落在地面上,便于工人对这些废料的集中处理,安装框54的上表面固定连接有防护板55,防护板55的截面呈“u”形,达到了对废料出产时的遮挡限位,使废料可以更加便捷的落在收集框51中,提高了废料的收集效率。
38.参照图1和图6所示,本实施方案中:安装框54的下表面位于收集框51的两侧均固定连接有固定板52,固定板52的表面螺纹连接有螺杆53,螺杆53与收集框51的表面相抵接,达到了了对收集框51的进一步限位固定,从而使收集框51不易滑动偏移,进而更好的对废料进行收集,,螺杆53远离收集框51的一端固定连接有旋钮57,旋钮57的圆弧面设有防滑条纹,达到更加便捷的转动螺杆53进而可以更好的使用螺杆53对收集框51进行挤压固定。
39.工作原理:通过调节定位装置4对带状冲压原材料进行定位时,首先启动连续模本体1,然后将带状冲压原材料放进放料框2的放料槽中,然后带状冲压原材料会沿着连续模本体1表面移动,这时冲压模块3会向带状冲压原材料的方向靠近,直至对带状冲压原材料进行冲模工序,这时冲压模块3会接触挤压受力柱403,然后受力柱403会带动导正销401在连续模本体1的定位槽内壁向下滑动,这时圆弧块406会受到定位槽边缘挤压,从而带动限位板407向带状冲压原材料的侧面移动靠近,同时带动限位板407上表面固定连接的压板408向带状冲压原材料的侧面靠近,直至限位板407移动到带状冲压原材料的下方,压板408对带状冲压原材料的侧面机械挤压限位,从而使带状冲压原材料不易产生上下浮动,使冲模的更加精确,这时固定连接在圆弧块406两侧的滑块411会在导正销401的限位槽410内壁滑动,此时限位槽410起到了对圆弧块406滑动时的方向限位,从而使压板408更加稳定的对带状冲压原材料的进行挤压固定,这时固定连接在压板408表面的防滑板409会与带状冲压原材料的侧面接触挤压,此时防滑板409起到了增大压板408限位带状冲压原材料时的摩擦力,在一定程度上对带状冲压原材料固定的更加稳固,此时带状冲压原材料在冲模时会更加平稳移动,并在多道冲压工序的冷冲压冲模中更加精准,提高了制作出的成品使用率更
高。
40.通过设置收集装置5对带状冲压原材料冲模后的废料进行收集时,首先将收集框51沿着安装框54表面的固定槽56滑入,然后转动旋钮57使螺杆53发生转动,此时旋钮57起到了便于转动螺杆53对收集框51进行限位固定的效果,然后螺杆53会在固定板52的表面发生转动,直至对收集框51的表面进行接触挤压,此时螺杆53起到了对收集框51的固定效果,使收集框51不易滑动偏移,从而更好的对废料进行收集处理,当废料从连续模本体1中产出时,会与固定连接在按住安装框54上表面的防护板55接触,然后折断掉落在收集框51中,此时防护板55起到了使废料不易在产出时四处飞溅,从而更好的收集在收集框51中,从而便于集中处理,此时废料会集中在收集框51中,从而使废料不易掉落在地面上火散落在连续模本体1的工作台上,从而便于工作人员的集中处理,和在一定程度上保证连续模本体1的正常运转。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1