剃须刀头自动装配线用扭簧输送机构的制作方法
1.本实用新型涉及一种剃须刀头自动装配领域,特别涉及一种剃须刀头自动装配线用扭簧输送机构。
背景技术:
2.电动剃须刀:利用电力带动刀片,剃剪胡须和鬓发的整容电器,电动剃须刀按刀片动作方式分为旋转式和往复式两类,前者结构简单,噪声较小,剃须力适中;后者结构复杂,噪声大,但剃须力大,锋利度高,电动剃须刀是否能把胡子刮干净,最重要因素就是刀头。目前,市面上出售的剃须刀的刀头大致可分为涡轮式、错刀式和网膜式三种,其中错刀式刀头:利用两块金属刀片交错震动的原理,将胡子推入沟槽内刮除。
3.现有的剃须刀头如图1、图2所示,主要包括刀头外壳、固定在刀头外壳上的定刀片、贴合在所述定刀片上的动刀片、用于将所述动刀片压合在所述定刀片上的压块、设置在所述刀头外壳内并将所述压块扣压在所述刀头外壳上的扭簧、以及固定设置在所述刀头外壳上的卡座。
4.目前,这类的电动剃须刀头的装配,主要采用人工取料、手动安装的方式,这种装配方式在存在人工成本过高、且效率低下、装配精度不高、工人容易受伤的缺点。
技术实现要素:
5.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种剃须刀头自动装配线用扭簧输送机构。
6.为实现上述目的,本实用新型提供了如下技术方案:剃须刀头自动装配线用扭簧输送机构,包括机架、设置在机架上的扭簧输送架与扭簧振动盘,其特征在于:所述扭簧输送架上设有扭簧振动发生器,所述扭簧振动发生器上设有倾斜设置的扭簧输送板,所述扭簧输送板上架设有与扭簧输送板平行设置的扭簧走料夹板,所述扭簧走料夹板与扭簧输送板形成供扭簧通过的扭簧走料通道,所述扭簧走料通道的上端与扭簧振动盘的输送端连接,下端设有扭簧走料开口,所述扭簧走料通道处设有用于将扭簧走料通道内的扭簧逐个送出扭簧走料通道的扭簧送料组件。
7.采用上述技术方案,扭簧统一放置到扭簧振动盘内,通过扭簧振动盘将其振动分筛后使扭簧连接部设置在中间且按预设方向呈统一状态进入到扭簧走料通道内,扭簧振动发生器用于驱动扭簧走料通道内的扭簧持续往扭簧走料开口处运动,再由扭簧送料组件将扭簧逐个从扭簧走料开口送出扭簧走料通道,供后续的扭簧装配机构进行自动化装配,而倾斜设置的扭簧走料通道能使扭簧始终能快速落料,同时降低设备占地面积,实现扭簧自动送料,替代人工作,可有效地提高生产效率,降低人工成本。
8.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述扭簧送料组件包括设置在扭簧输送板或扭簧走料夹板靠近扭簧走料通道一端的扭簧送料弹簧与扭簧输送弹珠以及设置在扭簧输送架一侧的扭簧送料架,所述扭簧输送弹珠一端设于所述扭簧
走料通道内并与扭簧相抵,另一端通过扭簧送料弹簧与扭簧输送板或扭簧走料夹板连接,所述扭簧送料架上设有扭簧送料爪、驱动扭簧送料爪将扭簧从扭簧走料开口处推出的送料爪驱动组件以及驱动扭簧送料爪送料后复位到扭簧输送弹珠远离扭簧走料开口一端的送料爪复位组件。
9.采用上述技术方案,扭簧输送弹珠与扭簧输送弹簧组成了卡设在扭簧输送通道靠近扭簧走料开口一侧的弹性卡扣结构,在常态下扭簧输送弹珠因扭簧输送弹簧的弹性力,会弹出扭簧输送板表面,进而阻止扭簧因其重力或扭簧振动发生器产生的振力下滑,而扭簧送料爪设置在扭簧输送通道的两侧,通过送料爪驱动组件能带动最下端的扭簧下移将扭簧输送弹珠压入到扭簧输送板内,进而使扭簧滑出到扭簧走料通道,完成后送料爪复位组件将带动扭簧送料爪下移在通过扭簧送料气缸上升后,再由送料复位气缸将扭簧送料爪送至当前最下端扭簧的位置完成复位,进而使扭簧送料组件能间歇的将扭簧从扭簧输送通道送出扭簧走料开口,实现自动化机械送料。
10.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述送料爪复位组件包括送料爪复位气缸,所述送料爪驱动组件连接所述送料爪复位气缸,所述送料爪复位气缸的输出方向与扭簧走料通道垂直设置,所述扭簧送料爪设置于所述送料爪复位气缸的输出端,并带动扭簧送料爪靠近或远离扭簧走料通道。
11.采用上述技术方案,送料爪复位气缸的输出端与扭簧走料通道垂直设置,进而带动扭簧送料爪直上直下的靠近或远离扭簧走料通道,即配合送料爪驱动组件能使扭簧送料爪形成类四边形运动轨迹进而完成复位。
12.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述送料爪驱动组件包括设置在扭簧送料架上的送料爪驱动气缸,所述送料爪驱动气缸的输送端与扭簧走料通道平行设置,所述送料爪复位气缸设置于所述送料爪驱动气缸的输送端,并带动扭簧送料爪靠近或远离扭簧走料开口。
13.采用上述技术方案,送料爪驱动气缸的输送端与扭簧走料通道平行设置,进而可带动扭簧送料爪沿扭簧走料通道将扭簧推出,而推出的同时扭簧输送弹珠又会复位将后一个扭簧挡住,实现逐个送料。
14.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述扭簧送料架对应送料爪复位气缸的一端设有与扭簧走料通道平行设置的送料导轨,所述送料爪复位气缸上设有架设于送料导轨上的送料爪安装板,所述送料爪驱动气缸的输送端与送料爪安装板连接。
15.采用上述技术方案,通过送料爪安装板与送料导轨配合导向,使扭簧送料爪在对扭簧送料时能更加稳定、精准。
16.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述扭簧送料爪包括分别设置扭簧走料通道两侧的送料推板,所述送料推板朝向走料通道的一端均设有与扭簧走料通道内扭簧相抵的推料部。
17.采用上述技术方案,由于扭簧包含两个镜像设置的扭簧本体、扭臂以及设置在扭簧本体之间的扭簧连接部,而扭簧在扭簧走料通道时,扭簧连接部会设置于扭簧走料通道内,两侧的扭簧本体会裸露在扭簧走料通道两侧,扭簧送料爪上设置镜像设置的推料部就能精准的插到相邻的两个扭簧之间,并与对应扭簧的两个扭簧本体相抵,提高送料时的稳
定性。
18.上述的剃须刀头自动装配线用扭簧输送机构,可进一步设置为:所述扭簧输送架上设有高度调节螺杆,所述高度调节螺杆一端与扭簧输送架固定连接,另一端穿过机架后设有高度调节手柄,所述高度调节螺杆与机架螺纹连接。
19.采用上述技术方案,通过转动高度调节手柄,就能调节扭簧输送架与机架之间的轴向高度,进而适配不同的安装环境与产品规格。
20.下面结合附图对本实用新型作进一步描述。
附图说明
21.图1为剃须刀头的整体结构示意图。
22.图2为剃须刀头的拆解示意图。
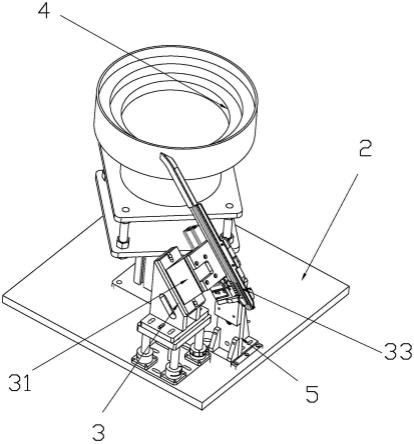
23.图3为本实用新型实施例的立体示意图。
24.图4为本实用新型实施例删去机架与扭簧振动盘后的立体示意图。
25.图5为图4的爆炸图。
26.图6为本实用新型实施例删去机架与扭簧振动盘后的左侧示意图。
27.图7为本实用新型实施例删去机架与扭簧振动盘后的剖视图。
28.图8为图7的a处放大图。
29.图9为本实用新型实施例扭簧装配时效果图。
具体实施方式
30.如图1、图2所示,剃须刀头主要包括刀头外壳1、固定在刀头外壳1上的定刀片11、贴合在所述定刀片11上的动刀片12、用于将所述动刀片12压合在所述定刀片11上的压块13、设置在所述刀头外壳1内并将所述压块13扣压在所述刀头外壳1上的扭簧14、以及固定设置在所述刀头外壳1上的卡座15,本实用新型主要公开了剃须刀头自动装配线中的扭簧输送机构,其结构的扭簧14主要由扭簧本体141以及设置在扭簧本体141两侧的扭臂142组成,且扭簧本体141中间设有扭簧连接部143。
31.如图3-图8所示,剃须刀头自动装配线用扭簧输送机构,包括机架2、设置在机架2上的扭簧输送架3与扭簧振动盘4,所述扭簧输送架3上设有扭簧振动发生器31,所述扭簧振动发生器31上设有倾斜设置的扭簧输送板32,所述扭簧输送板32上架设有与扭簧输送板32平行设置的扭簧走料夹板33,所述扭簧走料夹板32与扭簧输送板33形成供扭簧14通过的扭簧走料通道34,所述扭簧走料通道34的上端与扭簧振动盘4的输送端连接,下端设有扭簧走料开口35,所述扭簧走料通道34处设有用于将扭簧走料通道34内的扭簧14逐个送出扭簧走料通道34的扭簧送料组件,所述扭簧送料组件包括设置在扭簧输送板32靠近扭簧走料通道34一端的扭簧送料弹簧36与扭簧输送弹珠37以及设置在扭簧输送架3一侧的扭簧送料架5,所述扭簧输送弹珠37一端设于所述扭簧走料通道37内并与扭簧14相抵,另一端通过扭簧送料弹簧36与扭簧输送板32连接,所述扭簧送料架5上设有扭簧送料爪6、驱动扭簧送料爪6将扭簧14从扭簧走料开口35处推出的送料爪驱动组件以及驱动扭簧送料爪6送料后复位到扭簧输送弹珠37远离扭簧走料开口35一端的送料爪复位组件,所述送料爪复位组件包括送料爪复位气缸51,所述送料爪驱动组件连接所述送料爪复位气缸51,所述送料爪复位气缸51
的输出方向与扭簧走料通道34垂直设置,所述扭簧送料爪6设置于所述送料爪复位气缸51的输出端,并带动扭簧送料爪6靠近或远离扭簧走料通道34,所述送料爪驱动组件包括设置在扭簧送料架5上的送料爪驱动气缸52,所述送料爪驱动气缸52的输送端与扭簧走料通道34平行设置,所述送料爪复位气缸51设置于所述送料爪驱动气缸52的输送端,并带动扭簧送料爪6靠近或远离扭簧走料开口35,所述扭簧送料架5对应送料爪复位气缸51的一端设有与扭簧走料通道34平行设置的送料导轨53,所述送料爪复位气缸51上设有架设于送料导轨53上的送料爪安装板54,所述送料爪驱动气缸52的输送端与送料爪安装板54连接,所述扭簧送料爪6包括分别设置扭簧走料通道34两侧的送料推板61,所述送料推板61朝向走料通道34的一端均设有与扭簧走料通道34内扭簧本体141相抵的推料部62,所述扭簧输送架3上设有高度调节螺杆30,所述高度调节螺杆30一端与扭簧输送架3固定连接,另一端穿过机架2后设有高度调节手柄301,所述高度调节螺杆30与机架2螺纹连接。
32.如图3-图8所示,本实用新型的扭簧输送机构在使用时,其主要作用在于将扭簧夹具41处的扭簧14提取后送至装载有刀头外壳1、定刀片11、动刀片12、压块13的刀头夹具内,其中扭簧14统一放置到扭簧振动盘4中,通过扭簧振动盘4分筛后呈同一状态进入到扭簧输送通道34内,使扭簧输送弹珠37与扭簧连接部143相抵,此时扭簧输送弹珠37与扭簧输送弹簧36组成了卡设在扭簧输送通道34靠近扭簧走料开口35一侧的弹性卡扣结构,在常态下扭簧输送弹珠37因扭簧输送弹簧36的弹性力,会弹出扭簧输送板32表面,进而阻止倾斜的扭簧14因其重力下滑,而扭簧送料爪6设置在扭簧输送通道34的两侧,通过送料爪驱动气缸52能带动推料部62与扭簧14两侧的扭簧连接部142相抵,最下端的扭簧14下移将扭簧输送弹珠37压入到扭簧输送板32内,进而使扭簧14滑出扭簧走料通道,完成后送料爪复位气缸51将带动扭簧送料爪6下移再通过送料爪驱动气缸52上升后,再由送料爪复位气缸51将扭簧送料爪6送至当前最下端扭簧14的上方位置进而形成为类四边形的运动轨迹进而完成复位,其中该扭簧走料开口35可以与过渡的扭簧夹具相抵或时直接落入分度盘内进行上料。
33.如图9所示,本实用新型的扭簧输送机构在扭簧装配工位内使用时,该工位主要用于将扭簧夹具处的扭簧14提取后送至装载有刀头外壳1、定刀片11、动刀片12、压块13的第二刀头夹具91内,使扭簧转料机构8代替工人将扭簧14装配搭配刀头外壳1内,其扭臂142会安装在压块13两端的卡槽内,而扭簧本体141与扭簧连接部143会分别安装在刀头外壳1上的卡座15与连接部座内,其中该扭簧装配工位会包含包括机架2、设置在机架2上间歇转动的第二分度盘9,所述第二分度盘9上设有若干个等距分布的第二刀头夹具91,所述机架2一端设有本实用新型的扭簧输送机构,该扭簧输送机构与第二分度盘9之间设有扭簧上料机构,所述扭簧上料机构包括扭簧上料座7与扭簧转料机构8,所述扭簧上料座7朝向第二分度盘9与扭簧输送机构的两端均设有一个扭簧夹具,扭簧上料座底部设有驱动两端扭簧夹具对调位置的扭簧旋转驱动机,该扭簧输送机构用于将扭簧间歇送至一端扭簧夹具内,扭簧转料机构用于将另一端扭簧夹具内的扭簧14转送至第二分度盘9的第二刀头夹具91内进行装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1