一种管件同轴孔冲孔工装的制作方法
1.本实用新型涉及一种管件同轴孔冲孔工装,属于汽车底盘件技术领域。
背景技术:
2.汽车底盘由传动系、行驶系、转向系和制动系四部分组成。底盘作用是支承、安装汽车发动机及其各部件、总成,成形汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶。
3.汽车底盘中需要用到圆管作为零件,圆形管件在生产时需要使用冲孔工装对工件的上下两壁进行两次冲裁,从而在工件上下冲出同轴孔,但目前同轴孔冲孔工装存在以下缺点:
4.1、工件的上下两壁需要分两次冲裁,从而才能冲出上下两个同轴孔,生产效率低。
5.2、工件分两次冲裁不能保证同轴度,导致产品质量无法保证。
技术实现要素:
6.本实用新型提供了可以一次冲两孔,且能保证双孔完全同轴的一种管件同轴孔冲孔工装。
7.为了实现上述目的,本实用新型采用了如下技术方案:
8.一种管件同轴孔冲孔工装,它包括下模、上模、冲孔芯子结构,其中冲孔芯子结构固定在下模顶部,位于下模和上模之间;
9.所述下模包括下模板,下模板设置在冲床上,下模支撑块固定在下模板顶部靠前的位置,下模支撑块的中间设置下模冲孔凹模,下模冲孔凹模中间开设有盲孔;
10.所述冲孔芯子结构设置于下模顶部,冲孔芯子结构包括芯子固定座,所述芯子固定座固定在下模板的顶部,并且位于下模支撑块的后侧,芯子固定座的前侧固定有一个冲孔芯子,冲孔芯子后端与芯子固定座固定,所述冲孔芯子上开设有芯子冲孔凹模,所述芯子冲孔凹模上开设有通孔;
11.所述上模设置于下模的正上方,上模包括上模板,上模板设置在冲床的滑块上,上模板的下方为压料板,压料板和上模板的四个角上设置有导柱,压料板可以上下移动,上模板的底部中间设置有冲针固定座,冲针固定座的底部固定有冲针,所述冲针穿过压料板的中心通孔后向下伸出,所述压料板的底部开设有上模冲孔凹模,所述上模冲孔凹模上开设有通孔;
12.所述下模冲孔凹模、上模冲孔凹模贴合后形成圆形,抱箍住管件,所述下模冲孔凹模、芯子冲孔凹模、上模冲孔凹模的中心位于同一直线上。
13.本实用新型具有的有益效果是:
14.这一种管件同轴孔冲孔工装可以对工件的上下两壁同时冲孔,一次冲裁即可完成加工,提高了生产效率。通过同一个冲针垂直冲裁,可以保证上下两壁冲出的孔同轴度高。
附图说明
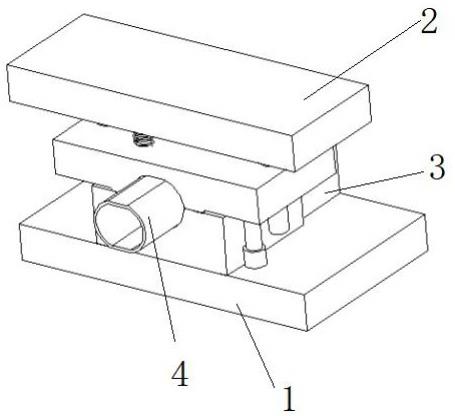
15.图1为本实用新型一种管件同轴孔冲孔工装的结构示意图。
16.图2为图1中下模的结构示意图。
17.图3为下模与冲孔芯子结构的连接结构示意图。
18.图4为图3中装上管件后的示意图。
19.图5为图1中上模的结构示意图。
20.其中:下模1、下模板1.1、下模支撑块1.2、下模冲孔凹模1.3、上模2、上模板2.1、压料板2.2、导柱2.3、导套2.4、限位螺栓2.5、弹簧2.6、冲针固定座2.7、冲针2.8、上模冲孔凹模2.9、冲孔芯子结构3、芯子固定座3.1、冲孔芯子3.2、芯子冲孔凹模3.3、管件4。
具体实施方式
21.参见图1,本实用新型涉及一种管件同轴孔冲孔工装,包括下模1、上模2、冲孔芯子结构3,其中冲孔芯子结构3固定在下模1顶部,位于下模1和上模2之间。
22.如图2,所述下模1由下模板1.1、下模支撑块1.2、下模冲孔凹模1.3组成。下模板1.1设置在冲床上,下模支撑块1.2固定在下模板1.1顶部靠前的位置,下模支撑块1.2的中间设置下模冲孔凹模1.3,下模冲孔凹模1.3中间开设有盲孔,为冲针的插入孔。
23.如图3,所述冲孔芯子结构3设置于下模1顶部,冲孔芯子结构3由芯子固定座3.1、冲孔芯子3.2、芯子冲孔凹模3.3组成。所述芯子固定座3.1固定在下模板1.1的顶部,并且位于下模支撑块1.2的后侧,芯子固定座3.1的前侧固定有一个冲孔芯子3.2,所述冲孔芯子3.2呈圆柱形,如图4,冲孔芯子3.2后端与芯子固定座3.1固定,前端腾空用于让待冲孔的圆形管件4套上,所述冲孔芯子3.2上开设有芯子冲孔凹模3.3,所述芯子冲孔凹模3.3上开设有通孔,用于让冲针穿过。
24.如图5,所述上模2设置于下模1的正上方,上模2由上模板2.1、压料板2.2、导柱2.3、导套2.4、限位螺栓2.5、弹簧2.6、冲针固定座2.7、冲针2.8、上模冲孔凹模2.9组成。上模板2.1设置在冲床的滑块上,上模板2.1的下方为压料板2.2,压料板2.2和上模板2.1的四个角上设置有导柱2.3,导柱2.3与压料板2.2的通孔处设置导套2.4,导柱2.3的底部固定有限位螺栓2.5,压料板2.2可以上下移动,并且上模板2.1和压料板2.2之间还设置有弹簧2.6起到复位作用,上模板2.1的底部中间设置有冲针固定座2.7,冲针固定座2.7的底部固定有冲针2.8,所述冲针2.8穿过压料板2.2的中心通孔后向下伸出,所述压料板2.2的底部开设有上模冲孔凹模2.9,所述上模冲孔凹模2.9上开设有通孔,用于让冲针2.8穿过。
25.所述下模冲孔凹模1.3、上模冲孔凹模2.9贴合后形成圆形,正好抱箍住管件4,所述下模冲孔凹模1.3、芯子冲孔凹模3.3、上模冲孔凹模2.9的中心位于同一直线上。
26.这一种管件同轴孔冲孔工装的冲孔操作步骤为:
27.1、将下模、上模安装在冲床设备上。
28.2、管件水平塞入下模冲孔凹模、上模冲孔凹模中,并套在冲孔芯子上。
29.3、操作压料板将管件压紧,随后上模随着冲床的滑块向下运动,冲针依次穿过上模冲孔凹模、芯子冲孔凹模、下模冲孔凹模,从而在管件的上壁、下壁同时冲出同轴孔。
30.4、冲孔完成后,上模向上移动,将管件从冲孔芯子上取出。
技术特征:
1.一种管件同轴孔冲孔工装,其特征是:它包括下模、上模、冲孔芯子结构,其中冲孔芯子结构固定在下模顶部,位于下模和上模之间;所述下模包括下模板,下模板设置在冲床上,下模支撑块固定在下模板顶部靠前的位置,下模支撑块的中间设置下模冲孔凹模,下模冲孔凹模中间开设有盲孔;所述冲孔芯子结构设置于下模顶部,冲孔芯子结构包括芯子固定座,所述芯子固定座固定在下模板的顶部,并且位于下模支撑块的后侧,芯子固定座的前侧固定有一个冲孔芯子,冲孔芯子后端与芯子固定座固定,所述冲孔芯子上开设有芯子冲孔凹模,所述芯子冲孔凹模上开设有通孔;所述上模设置于下模的正上方,上模包括上模板,上模板设置在冲床的滑块上,上模板的下方为压料板,压料板和上模板的四个角上设置有导柱,压料板可以上下移动,上模板的底部中间设置有冲针固定座,冲针固定座的底部固定有冲针,所述冲针穿过压料板的中心通孔后向下伸出,所述压料板的底部开设有上模冲孔凹模,所述上模冲孔凹模上开设有通孔;所述下模冲孔凹模、上模冲孔凹模贴合后形成圆形,抱箍住管件,所述下模冲孔凹模、芯子冲孔凹模、上模冲孔凹模的中心位于同一直线上。2.根据权利要求1所述的一种管件同轴孔冲孔工装,其特征是:所述冲孔芯子呈圆柱形。3.根据权利要求1所述的一种管件同轴孔冲孔工装,其特征是:导柱与压料板的通孔处设置导套。4.根据权利要求1所述的一种管件同轴孔冲孔工装,其特征是:导柱的底部固定有限位螺栓。5.根据权利要求1所述的一种管件同轴孔冲孔工装,其特征是:并且上模板和压料板之间还设置有弹簧。
技术总结
本实用新型涉及一种管件同轴孔冲孔工装,它包括下模、上模、冲孔芯子结构,其中冲孔芯子结构固定在下模顶部,位于下模和上模之间;所述下模包括下模板,下模板设置在冲床上,下模支撑块固定在下模板顶部靠前的位置,下模支撑块的中间设置下模冲孔凹模,下模冲孔凹模中间开设有盲孔;所述下模冲孔凹模、上模冲孔凹模贴合后形成圆形,抱箍住管件,所述下模冲孔凹模、芯子冲孔凹模、上模冲孔凹模的中心位于同一直线上。这一种管件同轴孔冲孔工装可以对工件的上下两壁同时冲孔,一次冲裁即可完成加工,提高了生产效率。通过同一个冲针垂直冲裁,可以保证上下两壁冲出的孔同轴度高。可以保证上下两壁冲出的孔同轴度高。可以保证上下两壁冲出的孔同轴度高。
技术研发人员:薛界平 段攀峰
受保护的技术使用者:江苏界达特异新材料股份有限公司
技术研发日:2022.07.15
技术公布日:2023/1/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1