板材裁切装置的制作方法
齿轮盘,205-换向顶座,301-旋转座,302-压紧气缸,303-压紧垫,701-电动丝杆组件,702-挡边板。
具体实施方式
13.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
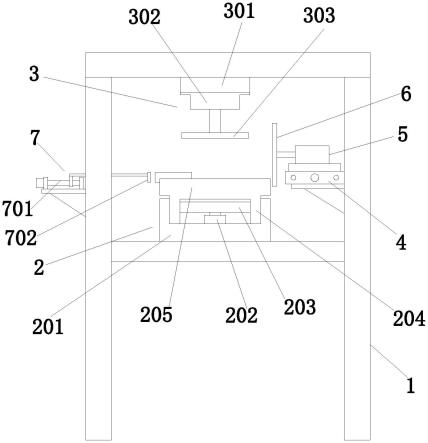
14.实施例。板材裁切装置,构成如图1和2所示,包括机架1,机架1上设有换向组件2,换向组件2上方设有旋转式压紧组件3;机架1上还设有裁切丝杆移动组件4,裁切丝杆移动组件4的上方还设有裁切电机5,裁切电机5输出端设有裁切刀片6,且裁切刀片6位于换向组件2的一侧。
15.所述换向组件2包括换向底座201,换向底座201上表面设有驱动电机202,驱动电机202输出端设有换向齿轮203,换向齿轮203外啮合有内齿形结构的齿轮盘204,齿轮盘204上方设有换向顶座205。
16.所述机架1的相邻两侧还设有与换向顶座205相配合的定位组件7;所述定位组件7包括固定于机架1上的电动丝杆组件701,丝杆组件701的内侧设有挡边板702。
17.所述旋转式压紧组件3包括固定于机架1上部的旋转座301,旋转座301下方设有压紧气缸302,压紧气缸302输出端设有压紧垫303。
18.所述挡边板内侧还设有电动夹具,可以对板材进行夹紧,从而便于将板材进行移位,调整其位置。
19.裁切丝杆移动组件采用传统的电机驱动的丝杆组件即可,裁切电机通过底座安装在丝杆组件的丝杆螺母滑块上方。
20.本实用新型的裁切过程:先通过定位组件上的电动丝杆组件调整挡边板的位置,然后将板材的两相邻边与两个挡边板相接触后,旋转式压紧组件下降,与板材接触压紧至换向顶座上表面,然后两块挡边板复位,裁切丝杆移动组件工作,带动裁切刀片和裁切电机移动,与待裁切板材接触,随着裁切刀片的移动,完成对板材的裁切,随后裁切刀片复位;当需要对剩余边进行裁切时,只需旋转换向组件,将板材进行换向,重新操作裁切丝杆移动组件和裁切电机工作,就可以对板材进行裁切;板材在换向过程中,旋转式压紧组件会随之旋转,保证压紧顺利进行。
21.换向组件的工作过程:驱动电机工作,带动换向齿轮旋转,换向齿轮的旋转会带动与其啮合的齿轮盘旋转,齿轮盘旋转带动换向顶座旋转,实现对位于换向顶座上方的板材的换向。
技术特征:
1.板材裁切装置,其特征在于:包括机架(1),机架(1)上设有换向组件(2),换向组件(2)上方设有旋转式压紧组件(3);机架(1)上还设有裁切丝杆移动组件(4),裁切丝杆移动组件(4)的上方还设有裁切电机(5),裁切电机(5)输出端设有裁切刀片(6),且裁切刀片(6)位于换向组件(2)的一侧。2.根据权利要求1所述的板材裁切装置,其特征在于:所述换向组件(2)包括换向底座(201),换向底座(201)上表面设有驱动电机(202),驱动电机(202)输出端设有换向齿轮(203),换向齿轮(203)外啮合有内齿形结构的齿轮盘(204),齿轮盘(204)上方设有换向顶座(205)。3.根据权利要求2所述的板材裁切装置,其特征在于:所述机架(1)的相邻两侧还设有与换向顶座(205)相配合的定位组件(7);所述定位组件(7)包括固定于机架(1)上的电动丝杆组件(701),丝杆组件(701)的内侧设有挡边板(702)。4.根据权利要求1所述的板材裁切装置,其特征在于:所述旋转式压紧组件(3)包括固定于机架(1)上部的旋转座(301),旋转座(301)下方设有压紧气缸(302),压紧气缸(302)输出端设有压紧垫(303)。
技术总结
本实用新型公开了一种板材裁切装置,包括机架(1),机架(1)上设有换向组件(2),换向组件(2)上方设有旋转式压紧组件(3);机架(1)上还设有裁切丝杆移动组件(4),裁切丝杆移动组件(4)的上方还设有裁切电机(5),裁切电机(5)输出端设有裁切刀片(6),且裁切刀片(6)位于换向组件(2)的一侧。本发明利用换向组件对板材进行换向,以此来取代传统的人工换向,从而可以有效的提高换向效率,进而提高整体的裁切效率,而且通过旋转式压紧组件的配合,可以保证换向和裁切过程中不会发生偏移,提高裁切的精度。度。度。
技术研发人员:姚旗
受保护的技术使用者:杭州晶冉科技有限公司
技术研发日:2022.07.18
技术公布日:2022/11/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1