环锻件自动化生产线中的制坯加热单元的制作方法
本技术涉及环锻件生产设备领域,具体涉及环锻件自动化生产线中的制坯加热单元。
背景技术:
1、为了提高环锻件的生产效率,现在亟需设计一条能自动化生产环锻件的环锻件自动化生产线。环锻件生产中所需的坯料由切割棒料得到,在常规环锻件生产过程中由工人采用锯条对棒料进行切割以得到坯料,然后采用叉车将坯料转运至加热炉前,接着需要手动将坯料翻转立起,然后由上料机械手抓取坯料将坯料放入至加热炉中加热,上述的过程很多地方需要人工操作,所以会大大拖慢生产节奏,使得环锻件的生产效率大大降低。
技术实现思路
1、本实用新型所要解决的技术问题是:将提供一种能使棒料上料、棒料切割、坯料转运、坯料加热实现自动化的环锻件自动化生产线中的制坯加热单元。
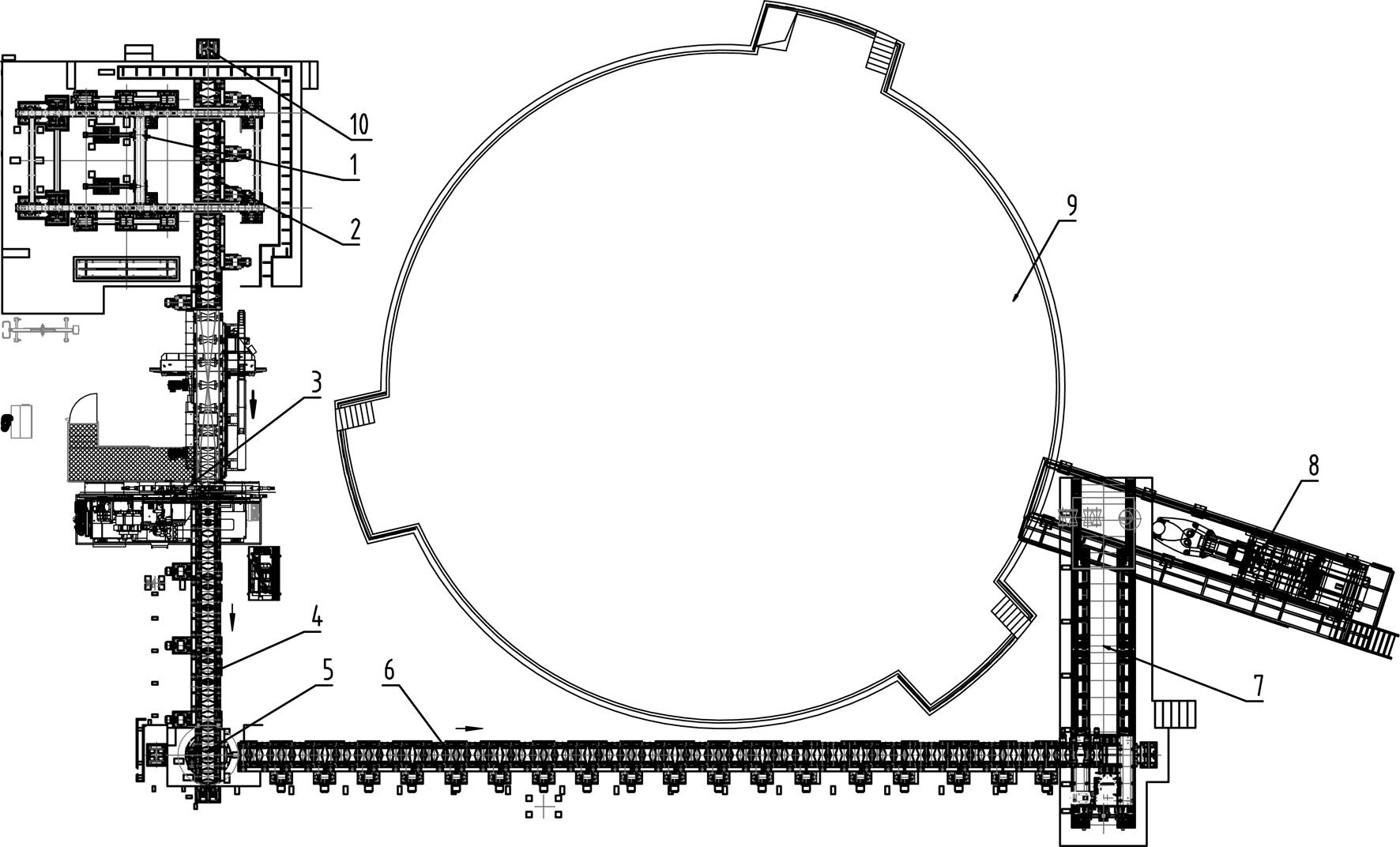
2、为了解决上述问题,本实用新型所采用的技术方案为:环锻件自动化生产线中的制坯加热单元,其特征在于:包括:棒料步进上料装置、锯床输入辊道、数控锯床、锯床输出辊道、坯料转向输送装置、坯料转运机构、坯料移送翻转装置、回转式加热炉、上料机械手,棒料步进上料装置能将棒料上料至锯床输入辊道上,锯床输入辊道能将棒料输送至数控锯床中切割而得到所需的坯料,锯床输出辊道能将切割得到的坯料输送至坯料转向输送装置上,坯料转向输送装置在对坯料旋转转向后能将坯料输送至坯料转运机构上,坯料转运机构能将坯料输送至坯料移送翻转装置上,坯料移送翻转装置能将坯料输送至回转式加热炉和上料机械手之间的加热上料位上,并且能对坯料进行翻转,使得坯料能立起,上料机械手能对加热上料位上立起的坯料进行抓取,并且上料机械手能将抓取的坯料送入至回转式加热炉中加热。
3、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:棒料步进上料装置的结构包括:机架,在机架上设置有数个沿着前后方向等距间隔排布的棒料暂存座,棒料能左右走向的放置于各个棒料暂存座上,在机架上还设置有棒料移送架、升降驱动机构、滑移驱动机构,棒料移送架可前后滑动的安装于升降驱动机构上,升降驱动机构能驱动棒料移送架上下移动,滑移驱动机构能驱动棒料移送架在升降驱动机构上前后滑移,在棒料移送架上设置有与各个棒料暂存座一一对应的移送定位座,各个移送定位座沿着前后方向等距间隔排布,各个相邻的棒料暂存座之间的前后距离、各个相邻的移送定位座之间的前后距离均为s,棒料移送架在升降驱动机构的驱动下向下移动后能低于各个棒料暂存座,使得棒料能被放置于棒料暂存座上,然后棒料移送架在滑移驱动机构的驱动下向后滑移后,棒料移送架能移动至使各个移送定位座与各个棒料暂存座分别一一左右对齐的位置上,接着棒料移送架在升降驱动机构的驱动下向上移动后,棒料移送架能将放置于各个棒料暂存座上的棒料分别抬起并分别定位于各个移送定位座上,然后棒料移送架在滑移驱动机构的驱动下向前滑移后,棒料移送架能将各个棒料向前移送s的距离,接着棒料移送架在升降驱动机构的驱动下向下移动后,棒料移送架能穿过锯床输入辊道而将最前的一根棒料放置于锯床输入辊道上,而其它的棒料能被分别放置于各自下方的棒料暂存座上,此时位于最后的棒料暂存座会被空出,以便能放置新的棒料。
4、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:升降驱动机构的结构包括:两个左右并排间隔布置的升降单元,每个升降单元的结构包括:数个沿着前后方向间隔排布的曲柄、传动杆、升降缸,各个曲柄中排列于最后的曲柄为大曲柄,其余的曲柄为小曲柄,每个曲柄的结构包括:一个上臂和一个下臂,上臂的后端与下臂的上端相连,在上臂的前端上设置有一个托举滚轮;各个曲柄可前后摆动的铰接于机架上,曲柄与机架的铰接点位于上臂和下臂的连接处,各个小曲柄的下臂的下端、大曲柄的下臂的中部均与传动杆相铰接,使得各个曲柄能通过传动杆相联动,升降缸位于大曲柄的后方,升降缸的缸体和活塞杆与机架和大曲柄的下臂的下端分别一对一相铰接,升降缸的活塞杆伸缩后能驱动大曲柄前后摆动,大曲柄摆动后能通过传动杆带着其它小曲柄一起前后摆动;两个升降单元中的两个大曲柄之间设置有一根同步轴,两个大曲柄分别安装于同步轴的两端上,使得两个大曲柄能同步摆动,棒料移送架受到两个升降单元中的各个托举滚轮的支撑,并且能在托举滚轮上前后滑动,各个托举滚轮会随着各个曲柄前后摆动而上下移动,从而能驱动棒料移送架上下移动,在各个托举滚轮和棒料移送架之间设置有用于限制棒料移送架左右位置的移送架限位机构。
5、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:移送架限位机构的结构为:在各个托举滚轮的轮面上均设置有绕着托举滚轮布置的环形凹槽,在棒料移送架左右两侧的下表面上分别设置有一根前后走向的限位轨道,两根限位轨道分别卡入所在侧的升降单元中的各个托举滚轮的环形凹槽中。
6、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:滑移驱动机构为推拉油缸,推拉油缸的缸体和活塞杆与机架和棒料移送架分别一对一相铰接,推拉油缸的活塞杆伸缩后能驱动棒料移送架前后滑移。
7、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:棒料移送架的结构包括:两根前后走向且左右并排间隔布置的移送梁,两根移送梁的前端、中部、后端分别通过一根横梁连接固定;左侧升降单元中的托举滚轮支撑于左侧移送梁的下方,右侧升降单元中的托举滚轮支撑于右侧移送梁的下方;移送定位座的结构包括:两个左右并排间隔布置的定位台,定位台顶部设置有用于定位棒料的v形槽,两个定位台分别设置于两根移送梁上。
8、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:每个棒料暂存座的结构包括:两个左右并排间隔布置的承重柱,承重柱顶部设置有用于定位棒料的v形槽;棒料移送架位于各个棒料暂存座的两个承重柱之间。
9、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:每个棒料暂存座上均设置有用于感应棒料的传感器,位于最后的那个棒料暂存座采用机械传动机构来触发传感器,机械传动机构的结构包括:一个摆杆,摆杆的中部与棒料暂存座相铰接,在摆杆的下端上固定有一个重锤,在重锤的下方设置有一个光电传感器,在棒料暂存座上设置有一个供重锤抵靠而使重锤无法继续向下摆动的抵靠柱,当棒料暂存座上不放置棒料时,重锤会向下摆动至与抵靠柱相抵靠的位置上,此时光电传感器会被重锤触发;当棒料暂存座上放置棒料时,棒料会按压于摆杆的上端上,此时重锤会向上摆动至不触发光电传感器的位置上。
10、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:坯料转向输送装置的结构包括:底座,在底座上通过轴承安装有一根竖直的旋转轴,在底座的上方设置有一个台架,台架的中部与旋转轴的顶部相固定,使得台架能通过旋转轴在底座上水平旋转,在台架上安装有一个单独驱动的与锯床输出辊道相对接的过渡辊道,锯床输出辊道能将坯料输送至过渡辊道上,在台架和底座之间设置有旋转驱动机构,旋转驱动机构能驱动台架带着过渡辊道朝着所需方向水平旋转x度,使得过渡辊道能与坯料转运机构相对接,从而使过渡辊道能将坯料输送至坯料转运机构上,在过渡辊道输出端的对面设置有一个阻挡架,在阻挡架上设置有阻挡柱、顶推机构,在过渡辊道未旋转时,过渡辊道输送的坯料能通过与阻挡柱相碰撞而停止移动,顶推机构能通过其上的顶推杆对停止移动的坯料进行顶推,使得坯料能在过渡辊道上后退而远离阻挡柱,从而使坯料在随着过渡辊道旋转时不会与阻挡柱发生碰撞。
11、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:还设置有一个不妨碍过渡辊道和坯料旋转的安全挡板,过渡辊道朝着所需方向水平旋转x度后,过渡辊道的输入端能正好与安全挡板相对,此时安全挡板能通过阻挡于过渡辊道的输入端处而防止坯料从过渡辊道输入端掉落。
12、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:旋转驱动机构的结构为:在台架的下表面上固定有一个套装于旋转轴外侧的大齿轮,大齿轮和旋转轴之间存在间隙,在底座上安装有一个由伺服电机驱动旋转的小齿轮,小齿轮和大齿轮相啮合,使得台架和过渡辊道能在伺服电机的驱动下朝着所需方向水平旋转x度。
13、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:在台架的下表面上设置有数个绕着旋转轴布置的支撑滚轮,底座能通过支撑滚轮对台架进行支撑。
14、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:在底座上铺设有环形轨道,各个支撑滚轮在环形轨道上滚动。
15、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:在过渡辊道的两侧上分别设置有数个沿着过渡辊道间隔排布的保护支架,两侧的保护支架能对坯料进行限位,从而能防止坯料从过渡辊道的侧面滚落。
16、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:顶推机构为油缸或电动缸。
17、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:坯料移送翻转装置的结构包括:转运小车,在转运小车的下方设置有小车轨道,转运小车安装于小车轨道上,转运小车能沿着小车轨道平移,还设置有用于驱动转运小车沿着小车轨道平移的小车驱动机构,在转运小车上设置有一个翻转轴,翻转轴通过两个轴承可旋转的安装于转运小车上,在翻转轴上固定有一个翻转台,在转运小车上还设置有翻转减速器和翻转电机,翻转电机能通过翻转减速器驱动翻转轴旋转,从而能驱动翻转台翻转90度,在翻转台上安装有单独驱动的水平布置的移运辊道和支撑座,支撑座位于移运辊道输出端的对面用于供坯料抵靠,转运小车在小车驱动机构驱动下向着小车轨道一端平移后能将移运辊道带移至能与坯料转运机构相对接的位置上,使得坯料转运机构能将坯料输送至移运辊道上,然后转运小车在小车驱动机构驱动下向着小车轨道另一端平移后能将移运辊道和坯料带移至上料机械手和回转式加热炉之间的加热上料位上,翻转台在翻转电机的驱动下翻转90度后能使移运辊道上的坯料由平躺翻转至竖立于支撑座上。
18、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:小车驱动机构的结构包括:安装于转运小车上的平移电机和平移减速器,两个链轮分别安装于平移减速器的两根相对布置的输出轴上,平移电机通过平移减速器驱动两个链轮旋转,在转运小车的下方设置有链条安装座,在链条安装座上固定有两根沿着小车轨道布置的平直的链条,两个链轮与两根链条分别一对一相啮合传动,使得两个链轮旋转后能驱动转运小车平移。
19、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:两根链条分别通过数个链条座安装于链条安装座上,两根链条和链条安装座之间均存在间隙。
20、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:两个链轮中有一个链轮与平移减速器的输出轴采用胀紧联结套连接传动。
21、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:在翻转电机的输出轴上设置有制动器。
22、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:还设置有位于转运小车侧面的防冲击支座,当移运辊道位于能与其它输送机构相对接的位置上时,转运小车能通过与防冲击支座相抵靠而抵抗移运辊道承接坯料以及输送坯料时带来的冲击。
23、进一步的,前述的环锻件自动化生产线中的制坯加热单元,其中:在锯床输入辊道输入端所在位置的对面设置有一个用于阻挡棒料防止棒料从锯床输入辊道输入端处掉落的阻挡座。
24、本实用新型的优点为:所述的环锻件自动化生产线中的制坯加热单元能使棒料上料、棒料切割、坯料转运、坯料加热实现自动化,能大大加快生产节奏,使得环锻件的生产效率能大大提高。
- 还没有人留言评论。精彩留言会获得点赞!