一种调压螺杆组装生产线设备的制作方法
1.本实用新型涉及一种设备,具体是一种调压螺杆组装生产线设备。
背景技术:
2.螺杆是一种外表面切有螺旋槽的圆柱或者切有锥面螺旋槽的圆锥,现在工厂还在采用人工锁螺杆或者是设备只具有将螺母与螺杆组装的机构,这种设备不能去对组装好的调压螺杆进行挤压和去除毛刺的结构,需要耗费人力去将整个生产流程串联,而此设备有效解决了上述问题。
技术实现要素:
3.本实用新型的目的在于提供一种调压螺杆组装生产线设备,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种调压螺杆组装生产线设备,由上料传送机构的一端至另一端依次设有螺杆上料单元、喷油单元、螺母上料单元、挤压单元、去毛刺单元和下料单元,上料传送机构中包括传送基板、上料轨道、切替导轨、返回轨道、传送治具、切替轨道、定位滑块、定位块、同步带夹持块和同步轮,传送基板固定连接在机架上,传送基板上设有上料轨道,上料轨道固定连接在传送基板上,上料轨道的一侧设有返回轨道,返回轨道固定连接在传送基板上,在上料轨道的一端设有切替导轨,切替导轨固定连接在传送基板上,切替导轨的上方设有切替轨道,切替轨道固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨上,切替轨道的一端滑动连接在上料轨道的一端,在上料轨道上设有传送治具,传送治具的一侧设有四个圆形凹槽,传送治具滑动连接在上料轨道上,传送治具上固定连接有定位块在定位块的一侧设有同步带夹持块,同步带夹持块固定连接在传送治具上,在定位块的下方设有定位滑块,定位滑块滑动连接在上料轨道上,在切替导轨远离上料轨道的一侧设有同步轮,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板上,在同步轮上啮合连接有同步带。
6.作为本实用新型进一步的方案:螺杆上料单元包括螺杆上料基板、螺杆料仓、螺杆补料仓、螺杆出料轨道、螺杆切料板和螺杆机械手,螺杆上料基板固定连接在机架上,螺杆上料基板上设有螺杆料仓,螺杆料仓固定连接在螺杆上料基板上,螺杆料仓的上方设有螺杆补料仓,螺杆补料仓固定连接在机架上,在螺杆料仓的出料口位置设有螺杆出料轨道,螺杆出料轨道的一端固定连接在螺杆料仓的出料口,螺杆出料轨道的另一端设有螺杆切料板,螺杆切料板固定连接在螺杆切料气缸的输出端,螺杆切料气缸固定连接在螺杆上料基板上,螺杆切料板在靠近螺杆出料轨道的一侧设有四个凹槽,螺杆切料板的凹槽一侧滑动连接在螺杆出料轨道的一端,在螺杆切料板的上方设有螺杆机械手,螺杆机械手固定连接在螺杆上料基板上。
7.作为本实用新型进一步的方案:螺母上料单元包括螺母上料基板、螺母料仓、螺母
补料仓、螺母出料导轨、螺母切料板、螺母机械手、拧紧机械手和螺母定位板,螺母上料单元的上料出料环节和螺杆上料单元采取了相同结构。螺母定位板上设有四个圆形通孔,在圆形通孔内部设有一圈凸台,螺母机械手将螺母从螺母切料板输送至螺母定位板上的圆形通孔中,在螺母定位板的上方设有一个拧紧机械手,拧紧机械手固定连接在螺母上料基板上。
8.作为本实用新型进一步的方案:挤压单元包括挤压框架、挤压机、挤压上模、连接杆和上模气缸,挤压框架固定连接在机架上,挤压框架上固定连接有挤压机,在挤压机的下方的挤压框架设有圆形通孔,挤压机的输出端滑动连接在挤压框架上的圆形通孔中,挤压机的输出端下方设有挤压上模,挤压上模的下方设有上模气缸,上模气缸固定连接在机架上,上模气缸的两侧设有连接杆,连接杆的一端固定连接在上模气缸的输出端,连接杆的另一端固定连接有挤压上模。
9.作为本实用新型再进一步的方案:下料单元包括下料框架、托盘转移推板、托盘、托盘定位板、下料机械手和托盘移动板,下料框架固定连接在机架上,下料框架上设有托盘,托盘活动连接在托盘移动板上,托盘移动板固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架上,下料框架上设有下料机械手,下料机械手固定连接在下料框架上,当托盘被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘的一侧设有托盘转移推板,托盘转移推板固定连接在转移气缸的输出端,转移气缸固定连接在下料框架上,在工作位置的托盘的另一侧设有托盘定位板,托盘定位板固定连接在定位气缸的输出端,定位气缸固定连接在下料框架上。
10.与现有技术相比,本实用新型的有益效果是:
11.本设备可以实现在组装螺母和螺杆的基础上增加了挤压和去除毛刺的结构,所以本设备生产的调压螺杆是一个不需要再去进行其他环节,直接可以使用的调压螺杆组装设备,并且生产的工件质量高。
附图说明
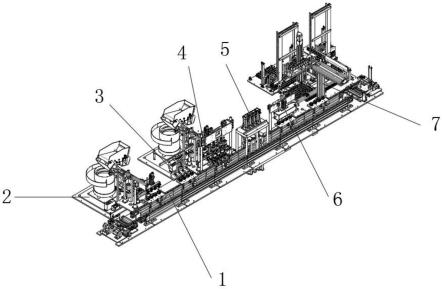
12.图1为调压螺杆组装生产线设备的结构示意图。
13.图2为调压螺杆组装生产线设备中上料传送单元的结构示意图。
14.图3为调压螺杆组装生产线设备中螺杆上料单元的结构示意图。
15.图4为调压螺杆组装生产线设备中螺母上料单元的结构示意图。
16.图5为调压螺杆组装生产线设备中挤压单元的结构示意图
17.图6为调压螺杆组装生产线设备中下料单元的结构示意图
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1~6,本实用新型实施例中,一种调压螺杆组装生产线设备,包括安装在机架上的上料传送机构1、螺杆上料单元2、喷油单元3、螺母上料单元4、挤压单元5、去毛刺单元6和下料单元7。
20.由上料传送机构1的一端至另一端依次设有螺杆上料单元2、喷油单元3、螺母上料单元4、挤压单元5、去毛刺单元6和下料单元7。
21.在工作时,螺杆上料单元2将螺杆通过机械手放置在上料传送机构1的治具中,由上料传送机构1输送至喷油单元3进行喷油,之后上料传送装置1将喷完油的工件输送至螺母上料单元4,螺母上料单元4将螺母通过机械手输送至上料传送机构1上螺杆的上方,由拧紧装置将螺母螺纹固定在螺杆上,之后由上料传送机构1传送至挤压单元5进行挤压,挤压完成后,上料传送机构1将工件传送至去毛刺单元6,在去毛刺单元6去除毛刺后由上料传送机构1传送至下料单元7,在下料单元7机械手将工件取下,放入托盘中。之后上料传送机构1的治具通过切替装置返回螺杆上料单元2的位置。
22.上料传送机构1中包括传送基板101、上料轨道102、切替导轨103、返回轨道104、传送治具105、切替轨道106、定位滑块107、定位块108、同步带夹持块109和同步轮110。
23.传送基板101固定连接在机架上,传送基板101上设有上料轨道102,上料轨道102 固定连接在传送基板101上,上料轨道102的一侧设有返回轨道104,返回轨道104固定连接在传送基板101上,在上料轨道102的一端设有切替导轨103,切替导轨103固定连接在传送基板101上,切替导轨103的上方设有切替轨道106,切替轨道106固定连接在切替气缸的输出端,切替气缸固定连接在切替导轨103上,切替轨道106的一端滑动连接在上料轨道102的一端,在上料轨道102上设有传送治具105,传送治具105的一侧设有四个圆形凹槽,传送治具105滑动连接在上料轨道102上,传送治具105上固定连接有定位块108在定位块108的一侧设有同步带夹持块109,同步带夹持块109固定连接在传送治具105上,在定位块108的下方设有定位滑块107,定位滑块107滑动连接在上料轨道102上,在切替导轨103远离上料轨道102的一侧设有同步轮110,同步轮固定连接在同步轮电机的输出端上,同步轮电机固定连接在传送基板101上,在同步轮110上啮合连接有同步带。
24.在工作时,传送治具105通过同步轮110和同步带的带动下依次移动至每个单元中进行工件的上料和组装工作,在每个单元中定位滑块107向上滑动至定位块108中保证传送治具105位置正确,之后在通过下料单元7后传送治具105被传送至切替轨道106上,之后切替轨道106通过切替气缸被传送至返回轨道104的一侧,之后通过同步轮110在返回轨道104上返回至设备另一侧。
25.螺杆上料单元2包括螺杆上料基板201、螺杆料仓202、螺杆补料仓203、螺杆出料轨道204、螺杆切料板205和螺杆机械手206。
26.螺杆上料基板201固定连接在机架上,螺杆上料基板201上设有螺杆料仓202,螺杆料仓202固定连接在螺杆上料基板201上,螺杆料仓202的上方设有螺杆补料仓203,螺杆补料仓203固定连接在机架上,在螺杆料仓202的出料口位置设有螺杆出料轨道204,螺杆出料轨道204的一端固定连接在螺杆料仓202的出料口,螺杆出料轨道204的另一端设有螺杆切料板205,螺杆切料板205固定连接在螺杆切料气缸的输出端,螺杆切料气缸固定连接在螺杆上料基板201上,螺杆切料板205在靠近螺杆出料轨道204的一侧设有四个凹槽,螺杆切料板205的凹槽一侧滑动连接在螺杆出料轨道204的一端,在螺杆切料板 205的上方设有螺杆机械手206,螺杆机械手206固定连接在螺杆上料基板201上。
27.螺母上料单元4包括螺母上料基板401、螺母料仓402、螺母补料仓403、螺母出料导轨404、螺母切料板405、螺母机械手406、拧紧机械手407和螺母定位板408。
28.螺母上料单元4的上料出料环节和螺杆上料单元2采取了相同结构。螺母定位板408 上设有四个圆形通孔,在圆形通孔内部设有一圈凸台,螺母机械手406将螺母从螺母切料板405输送至螺母定位板408上的圆形通孔中,在螺母定位板408的上方设有一个拧紧机械手407,拧紧机械手407固定连接在螺母上料基板401上。
29.挤压单元5包括挤压框架501、挤压机502、挤压上模503、连接杆504和上模气缸 505。
30.挤压框架501固定连接在机架上,挤压框架501上固定连接有挤压机502,在挤压机的下方的挤压框架501设有圆形通孔,挤压机502的输出端滑动连接在挤压框架501上的圆形通孔中,挤压机502的输出端下方设有挤压上模503,挤压上模503的下方设有上模气缸505,上模气缸505固定连接在机架上,上模气缸505的两侧设有连接杆504,连接杆504的一端固定连接在上模气缸505的输出端,连接杆的另一端固定连接有挤压上模 503。
31.下料单元7上包括下料框架701、托盘转移推板702、托盘703、托盘定位板704、下料机械手705和托盘移动板706。
32.下料框架701固定连接在机架上,下料框架701上设有托盘703,托盘703活动连接在托盘移动板706上,托盘移动板706固定连接在托盘移动直线模组的滑盘上,托盘移动直线模组固定连接在下料框架701上,下料框架701上设有下料机械手705,下料机械手 705固定连接在下料框架701上,当托盘703被托盘移动直线模组输送至机械手下方位置,此位置为工作位置,在工作位置的托盘703的一侧设有托盘转移推板702,托盘转移推板 702固定连接在转移气缸的输出端,转移气缸固定连接在下料框架701上,在工作位置的托盘703的另一侧设有托盘定位板704,托盘定位板704固定连接在定位气缸的输出端,定位气缸固定连接在下料框架701上。
33.在工作时,工人将托盘放在托盘移动板706上,托盘移动板706带动托盘703移动至工作位置,之后托盘定位板704将托盘定位,之后由下料机械手705将工件放入托盘703 内,在托盘703放满后由托盘转移推板702将托盘推入远离托盘转移推板702一侧的取托盘位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1