一种真空电子束履带陶瓷预热缓冷装置的制作方法
1.本实用新型涉及真空电子束焊接技术领域,涉及一种真空电子束履带陶瓷预热缓冷装置。
背景技术:
2.焊接预热能减缓焊后的冷却速度,可减少焊缝和热影响区的淬硬程度,提高了焊接接头的抗裂性,预热可降低焊接应力,均匀地局部预热或整体预热,可减少焊接区域与被焊工件之间的温度差,一方面降低了焊接应力,另一方面降低了焊接应变速率,有利于避免焊接裂纹的产生,预热可以降低焊接结构的拘束度,随着预热温度的提高,裂纹发生率下降。
3.电子束焊接传统加热方案均采用炉外加热,具体方法有以下几种:随炉加热、火焰加热、感应加热和红外加热等。现有技术方案存在的问题和缺点是预热后工件温度较高,对操作不利;预热后,焊接前还需经过工件装配,抽真空,焊缝编程等辅助工序,辅助工序时间从20分钟到60分钟不等,经过长时间冷却后,工件温度有明显降低,冬季时因环境温度较低,此现象会更加突出,因此,传统的预热方案不完全符合焊接预热的要求,而且传统加热方案在真空腔室外,无法立即实施工件焊后缓冷工艺。
4.因此为了解决现有技术中的不足,需设计一种解决上述问题的真空电子束履带陶瓷预热缓冷装置。
技术实现要素:
5.本实用新型为解决现有技术的问题,提供了一种真空电子束履带陶瓷预热缓冷装置。
6.本实用新型的目的可通过以下技术方案来实现:一种真空电子束履带陶瓷预热缓冷装置包括设置在真空室内的间隔设置的两组履带加热组件和两组夹紧组件,所述履带加热组件包括陶瓷片和电热丝,所述陶瓷片表面纵横交错设置有凹槽,所述电热丝设置于陶瓷片内部,所述夹紧组件包括c型块、导柱、压板、弹簧和下顶杆,所述导柱滑动设置于c型块上端内部,所述压板固定于导柱下端,所述弹簧套设于导柱下端且位于c型块的容纳槽内,所述下顶杆设置于c型块下端内部且下顶杆上端位于容纳槽内,所述陶瓷片位于容纳槽内。
7.进一步的改进,所述压板螺纹固定于导柱下端。
8.进一步的改进,所述下顶杆螺纹连接于c型块下端内部。
9.进一步的改进,所述陶瓷片材料为氧化铝陶瓷。
10.进一步的改进,所述电热丝材料为镍铬丝。
11.与现有技术相比,本实用新型真空电子束履带陶瓷预热缓冷装置的有益效果:履带加热组件覆盖在对应的工件上,两组履带加热组件之间设置间距来留出焊接空间,通过夹紧组件将履带加热组件和工件夹紧,陶瓷片表面纵横交错设置的凹槽将陶瓷片进行分割,分割后的单片陶瓷片尺寸较小,柔性较好,可随零件形状覆盖加热,热量不易散失,较好
实现预热和缓冷功能;功率搭配自由度高,可针对不同板厚的工件选择合适的履带加热组件的加热功率。
附图说明
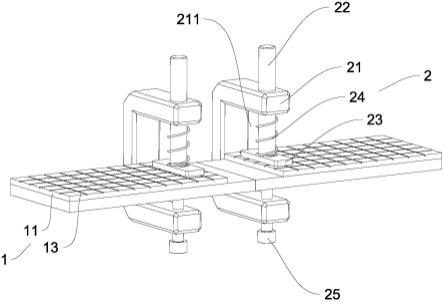
12.图1为本实用新型的结构示意图
13.图2为本实用新型中履带加热组件内部的结构示意图
14.图3为本实用新型工作的结构示意图
15.图中,1-履带加热组件,11-陶瓷片,12-电热丝,13-凹槽,2-夹紧组件,
16.21-c型块,211-容纳槽,22-导柱,23-压板,24-弹簧,25-下顶杆,3-电子枪,4-真空室。
具体实施方式
17.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
19.下面结合实施例及附图1~3,对本实用新型的技术方案作进一步的阐述。
20.实施例1
21.一种真空电子束履带陶瓷预热缓冷装置,包括设置在真空室4内的间隔设置的两组履带加热组件1和两组夹紧组件2,真空室内还设置有电子枪3,所述履带加热组件1包括陶瓷片11和电热丝12,所述陶瓷片11表面纵横交错设置有凹槽13,所述电热丝12设置于陶瓷片11内部,所述夹紧组件2包括c型块21、导柱22、压板23、弹簧24和下顶杆25,所述导柱22滑动设置于c型块21上端内部,所述压板23固定于导柱22下端,所述弹簧24套设于导柱22下端且位于c型块21的容纳槽211内,所述下顶杆25设置于c型块21下端内部且下顶杆25上端位于容纳槽211内,所述陶瓷片11位于容纳槽211内。
22.如图1~图2所示,本实用新型的使用原理:将两组履带加热组件1分别覆盖在对应的工件上,两组履带加热组件1之间设置间距来留出焊接空间,通过夹紧组件2将履带加热组件1和工件夹紧,具体的,将导柱22向上拉动后使履带加热组件1以及工件放入容纳槽211内,导柱22在弹簧24的作用下向下移动,使压板23配合下顶杆25将带加热组件1和工件夹紧,对真空室4抽真空,同时对履带加热组件1内部的电热丝12通电加热,陶瓷片11升温后将高温传导到被焊工件上,预热完成停止加热,然后通过电子枪3进行焊接,焊接完成最后再次对履带加热组件1内部的电热丝12加热,进而对工件进行缓冷。
23.陶瓷片11表面纵横交错设置的凹槽13将陶瓷片进行分割,分割后的单片陶瓷片尺寸较小,柔性较好,可随零件形状覆盖加热。
24.与传统的真空室外加热方案相比,本技术发明具有以下优势:
25.1.可实现加热完成立即施焊,避免因辅助工序操作引起工件降温从而未达到预热的效果;
26.2.加热与抽真空同时进行,可以缩短生产节拍;
27.3.焊接完可立即加热缓冷,避免因急冷导致工件开裂造成接头失效或报废;
28.4.在常温下实现装夹,降低搬运和装夹难度,避免引起烫伤事故。
29.与其他加热方案相比,本技术发明具有以下优势:
30.1.采用覆盖式加热,热量不易散失,较好实现预热和缓冷功能;
31.2.功率搭配自由度高,可针对不同板厚选择不同加热功率的履带加热组件。
32.作为进一步的实施例,所述压板23螺纹固定于导柱22下端。方便导柱22和压板23的固定连接。
33.作为进一步的实施例,所述下顶杆25螺纹连接于c型块21下端内部。方便下顶杆25位于容纳槽211内的长度调节,配合上端弹性压板23来对不同厚度工件以及履带加热组件1的夹紧。
34.作为进一步的实施例,所述陶瓷片11材料为氧化铝陶瓷。氧化铝陶瓷是一种以氧化铝为主体的陶瓷材料,氧化铝陶瓷片强度更高,具有更优异的耐高温性、绝缘性能和热辐射性能。
35.作为进一步的实施例,所述电热丝12材料为镍铬丝。镍铬丝制成的电热丝在高温环境中的强度高,长期高温运行不易变形,不易改变结构,且镍铬合金电热丝的常温塑性好,变形后的修复较为简单,使用寿命长。
36.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1