一种应变片焊接组桥系统的制作方法
1.本实用新型涉及电路设计技术领域,尤其涉及一种应变片焊接组桥系统。
背景技术:
2.应变片是一种测量力的传感器,通过其本身电阻的变化量来测量外界力的大小,因其具有可靠性高、成本低,而被市场广泛应用,例如各类电子秤、功率计、压力传感器中,都会用到应变片。
3.虽然应变片应用广泛,但是其贴装过程麻烦,其焊接组桥也繁琐,特别是有的产品采用多片应变片进行串并联组桥,其焊点较多,焊接更为复杂,且贴装和焊接组桥的自动化程度低,基本全是靠人工操作完成,而且对操作人员技术水平要求高,没有长时间的培训和训练,很难熟练上岗。
4.现有市场,普遍采用手工贴片,贴片完成后,再使用很细的漆包线(直径约为0.2mm),将多个应变片的各个焊盘通过转接板再手工逐一焊接起来。此种方案效率低,焊接连线复杂。
5.例如,以常规的四片应变片组成的全桥为例,其中每片具有两个焊盘,其此时组桥时需要使用8根漆包线连接,其中任何一根漆包线焊接不良或断裂或绝缘层破损,都会导致整个产品失效。
技术实现要素:
6.为解决上述技术问题,本实用新型提供一种应变片焊接组桥系统,通过应变片和连接板之间的位置布局,对两者进行自动锡焊,实现应变片焊接组桥,无需采用漆包线对应变片焊接组桥,提高产品组装可靠性。
7.为实现上述实用新型目的,本实用新型采用下述技术方案予以实现:
8.本技术涉及一种应变片焊接组桥系统,其特征在于,包括:
9.两列正对的应变片,每列应变片包括至少一个应变片,每个应变片具有多个平行正对布置的第一焊盘;
10.连接板,其相对边缘具有对应各应变片的焊盘区域,每个焊盘区域处设置有对应所述应变片的多个第一焊盘的多个邮票孔焊盘,各第一焊盘和对应的邮票孔焊盘采用焊锡方式焊接;所述连接板在第一焊盘长度方向上的长度g满足f≤g≤f+l;所述焊盘区域中相邻邮票孔焊盘的最低点之间的距离d等于属于同一应变片的相邻第一焊盘的焊接中心之间的距离;所述邮票孔焊盘的直径m满足1/2w≤m≤4/5w且m≤l;
11.焊接设备,其采用焊锡方式焊接各第一焊盘和对应的邮票孔焊盘;
12.其中,l为所述第一焊盘在其长度方向上的长度,f为两列应变片中正对的第一焊盘的焊接中心之间的距离,w为所述第一焊盘在其宽度方向上的宽度。
13.在本技术中,所述连接板为fpc板、pcb板或pcba板。
14.在本技术中,所述应变片焊接组桥系统包括:
15.弹性体,各应变片粘贴至所述弹性体的一表面上,形成两列正对的应变片,所述连接板也粘贴至所述弹性体的表面上。
16.在本技术中,所述连接板通过背胶粘贴至所述弹性体的表面上;
17.所述背胶耐高温251℃以上。
18.在本技术中,所述背胶的粘贴面积大于两列应变片之间围合成区域的一半。
19.在本技术中,所述应变片焊接组桥系统还包括:
20.防护部,在所述第一焊盘和对应邮票孔焊盘焊接后,形成在两者焊接的焊点处,用于对所述应变片和所述焊点进行防护。
21.在本技术中,所述防护部为硅胶。
22.在本技术中,所述硅胶的厚度为1mm至3mm。
23.在本技术中,采用smt工艺在各应变片的各第一焊盘处刷锡膏。
24.在本技术中,各应变片的第一焊盘与所述连接板的对应邮票孔焊盘采用回流焊方式焊接、采用烤箱烘烤方式焊接、或者采用激光锡焊方式焊接。
25.与现有技术相比,本实施例的应变片焊接组桥系统的优点及有益效果如下:
26.(1)通过布局应变片和连接板的位置,采用焊锡方式对应变片的第一焊盘和连接板的邮票孔焊盘进行焊接,从而实现应变片组桥焊接,无需采用漆包线对应变片进行组桥焊接,降低因漆包线焊接质量不良或破损等造成的组装产品质量不良的概率。
27.(2)此种焊接组桥系统,能够采用现有焊锡方式进行焊接,降低人工任务量且易于操作。
28.结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
附图说明
29.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
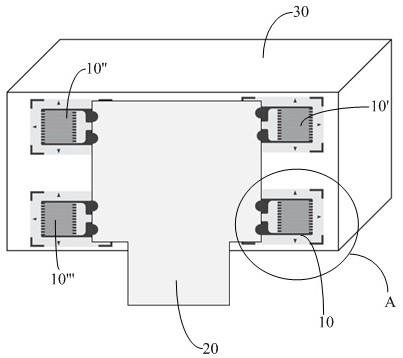
30.图1是本实用新型提出的应变片焊接组桥系统实施例中应变片和连接板的布置示意图;
31.图2是图1中a部分的放大图;
32.图3是本实用新型提出的应变片焊接组桥系统实施例中四个应变片的布置图;
33.图4是本实用新型提出的应变片焊接组桥系统实施例中应变片的结构图;
34.图5是本实用新型提出的应变片焊接组桥系统实施例中连接板的结构图;
35.图6是本实用新型提出的应变片焊接组桥系统实施例中应变片和连接板连接的示意图。
36.附图标记:10/10'/10''/10'''-应变片;11/12-第一焊盘;
37.20-连接板;21/22-邮票孔焊盘;30-弹性体;40-防护部;50-背胶;
38.b/b'/b''/b'''-焊盘区域;c-焊点。
具体实施方式
39.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下将结合附图和实施例,对本实用新型作进一步详细说明。
40.为了提高应变片组桥焊接的可靠性,本技术涉及一种应变片焊接组桥系统,其包括两列正对的应变片、连接板20和采用焊锡方式进行焊接的焊接设备。
41.每列应变片包括至少一个应变片,同属于每一列的应变片平行正对布置;每个应变片具有多个第一焊盘,同属于一个的应变片的多个第一焊盘平行正对布置。
42.应变片的第一焊盘的数量可以根据需求选择设计,例如3aa片应变片(例如,型号为bx120-3aa的应变片)具有两个焊盘、ha片应变片(例如,型号为bhf500-2ha(xx)的应变片)具有三个焊盘等。
43.连接板的相对侧边缘具有对应各应变片的焊盘区域,焊盘区域的数量至少等于应变片的数量。
44.每个焊盘区域处设置与应变片的多个第一焊盘对应的多个邮票孔焊盘,该邮票孔焊盘的结构有利于定位、焊接和测试。
45.每个焊盘区域的邮票孔焊盘的数量等于每个应变片的第一焊盘的数量。
46.在第一焊盘和邮票孔焊盘焊接互联时,实现应变片和连接板之间的信号通信。
47.此处的连接板可以为fpc板、pcb板或pcba板。
48.为了满足应变片和连接板的可靠焊接,在本技术中,根据应变片的结构及尺寸设计连接板的结构及尺寸。
49.设计第一焊盘在其长度方向上的长度为l,两列应变片中正对的第一焊盘的焊接中心之间的距离为f,第一焊盘在其宽度方向上的宽度为w。
50.若想要实现应变片和连接板的可靠焊接,连接板的结构需设计如下。
51.连接板在第一焊盘长度方向上的长度g应满足f≤g≤f+l,确保在连接板的长度方向上能够使连接板和应变片的第一焊盘接触。
52.一个焊盘区域对应一个应变片,焊盘区域中相邻邮票孔焊盘的最低点之间的距离为d,该距离d也等于同属于一个应变片的相邻第一焊盘的焊接中心之间的距离,邮票孔焊盘的直径m满足1/2w≤m≤4/5w且m≤l,确保在连接板20的宽度方向上使邮票孔焊盘和第一焊盘接触。
53.由于焊接区域和应变片对应,因此,相邻应变片之间的距离与相邻焊接区域之间的距离对应,目的在于使应变片的各第一焊盘与焊接区域的各邮票孔焊盘能够实现焊接。
54.参见图1至图3,在本技术中,以两列应变片且每列应变片包括两个平行正对的应变片为例进行说明。
55.第一列应变片包括应变片10'/10,第二列应变片包括应变片10''/10'''。
56.每个应变片具有两个平行正对的第一焊盘(仅标记出应变片10的第一焊盘11和第二焊盘12),且对应焊盘区域也具有两个邮票孔焊盘。
57.参见图1和图3,相邻应变片10''/10'''中一个应变片10''中两个第一焊盘之间间隙的中心和另一个应变片10'''中两个第一焊盘之间间隙的中心记为距离e;参见图5,相邻焊接区域b''/b'''中一个焊接区域b''中两个邮票孔焊盘之间线段的中心和另一个焊接区域b'''中两个两个邮票孔焊盘之间线段的中心也为距离e。
58.焊接设备为常用焊接工艺(例如,回流焊接、烤箱焊接、激光焊接)中所用的设备或设备组件。
59.需要说明的是,本技术应变片焊接组桥系统中的多个应变片应采用相同结构的应变片。
60.参见图1至图6,在本技术中,以4片3aa片应变片10/10'/10''/10'''进行组桥情况为例进行说明。
61.为了清楚表述应变片10/10'/10''/10'''和连接板20的连接过程,在组装成称重产品(例如,称重传感器)时,需要将4片应变片10/10'/10''/10'''粘贴至弹性体30上,其中应变片10/10'/10''/10'''粘贴后,形成两列应变片,参见图1。
62.其中,弹性体30指称重传感器粘贴的本体,具有特殊结构的弹性元件,能够承受称重传感器的被测负荷并对被测负荷产生作用力,再将被测负荷围拢为弹性变形。
63.各应变片10/10'/10''/10'''使用应变片专用胶水,将各应变片10/10'/10''/10'''贴在弹性体30规定的位置上。
64.在本技术中,参见图3,连接板20具有四个焊盘区域b/b'/b''/b''',分别对应4片3aa片应变片10/10'/10''/10'''。
65.由于4片3aa片应变片10/10'/10''/10'''中每片应变片具有两个第一焊盘(仅标记出应变片10的第一焊盘11和12),因此,连接板20的每个焊盘区域b/b'/b''/b'''也具有两个第二焊盘(仅标记出焊盘区域b的邮票孔焊盘21和22)。
66.以应变片10和连接板20的焊接区域b的连接方式为例进行说明,其他应变片10'/10''/10'''和焊接区域b'/b''/b'''的连接采用相同的连接方式。
67.应变片10具有两个第一焊盘11和12,焊盘区域b具有两个邮票孔焊盘21和22,其中第一焊盘11对应连接第二焊盘21,第一焊盘12对应连接第二焊盘22,参见图1及图2。
68.在将应变片10/10'/10''/10'''粘贴至弹性体30上之后,再将连接板20按照图1所示的布置方式将连接板20粘贴至弹性体30上。
69.连接板20背面提前粘贴好背胶50,并粘贴至弹性体30上,形成参见图1所示的结构。
70.该背胶50的耐高温应在251℃以上。
71.该背胶50的粘贴面积应大于两列应变片之间围合成区域的一半,以此完成牢固粘贴。
72.如此设置,采用焊接设备将第一焊盘的焊接中心和邮票孔焊盘的焊接中心焊接,完成应变片组桥焊接。
73.在焊接完成后,参见图6,在第一焊盘11和邮票孔焊盘21的焊接位置(即焊点c)处,形成防护部40,用于对应变片10和焊点c进行防护。
74.该防护部40为硅胶,且厚度为1mm至3mm。
75.该防护部40覆盖应变片10的设置有第一焊盘11的表面、焊点c和连接板20的靠近焊点c的部分的上表面,用于对整个应变片10、焊点c进行防护。
76.如下,以组织产品为称重传感器为例说明应变片的连接过程,其中称重传感器采用4片3aa片应变片组成一个全桥结构。
77.(1)将4个应变片10/10'/10''/10'''按照贴片要求,使用应变片专用胶水,将应变
片10/10'/10''/10'''贴在弹性体30规定的位置上,参见图3。
78.然后,装上工装治具,进行加压烘烤。
79.烘烤完成后,进入焊接组桥阶段。
80.(2)例如,可以采用smt(surface mounted technology,表面贴装技术)工艺制作钢网,应变片10/10'/10''/10'''的第一焊盘处开窗,刷锡膏。
81.或者,可以采用自动或手工方式,向应变片10/10'/10''/10'''上焊盘点锡膏。
82.(3)将连接板20背面粘贴背胶50,然后将连接板20粘贴在弹性体30上,参见图1。
83.(4)将连接板20的各邮票孔焊盘和与应变片10/10'/10''/10'''对应的各第一焊盘进行焊接,此焊接工艺可以采取如下三种方案进行实现。
84.第一,采用回流焊的方式完成焊接:将称重传感器整体经过回流,完成焊接;
85.第二,采用烤箱烘烤的方式完成焊接:将称重传感器整体放入烤箱,烘烤过程中,焊锡熔化,完成焊接;
86.第三,采用激光锡焊的方式完成焊接:利用高能量密度的激光束完成锡膏焊接。
87.无论采用上述哪种方式焊接,焊接温度和时长都要按照焊锡的温度曲线要求来设置,也可以采用低温焊锡。
88.(5)在完成焊接后,首先检查焊点是否正常,避免存在焊接不良的问题。
89.如无问题,然后在应变片和焊点处涂硅胶,以形成防护部40,参见图6所示。
90.本技术提供的应变片焊接组桥系统,通过连接板20和应变片的布置,以及在连接板20上开设邮票孔焊盘,易于采用现有焊锡方式实现连接板20和应变片的焊接,避免应变片使用漆包线进行焊接组桥,焊接质量好,从而确保组装产品质量;且易于操作,降低人工任务量。
91.以上实施例仅用以说明本实用新型的技术方案,而非对其进行限制;尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的普通技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本实用新型所要求保护的技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1