冷剪倒钢抬尾装置的制作方法
1.本实用新型涉及棒材加工技术领域,尤其是一种冷剪倒钢抬尾装置。
背景技术:
2.冶金行业棒材厂冷剪定尺剪切生产过程中会经常存在短尺钢筋、非尺钢筋从冷剪后辊道退回冷剪进行重新剪切的情况,由于冷剪后辊面标高要求是低于冷剪刀片5mm,并且辊子距刀片口1.5米,短尺钢筋、非尺钢筋倒退时低于冷剪刀片,会使得倒退的钢筋顶到刀片而无法通过,需要人工撬高钢筋以使这些短尺钢筋、非尺钢筋通过刀片。在人工撬动的过程中,由于辊道宽度达1.6米,排布在辊道上的一排钢筋的重量非常大,需要人工用撬棍分4至5次撬高钢筋后,点动反转辊道使钢筋通过刀片,岗位人员撬动钢筋的劳动强度大,并且撬动钢筋过程中又时不时点动驱动设备使辊道多次短暂反向运转,存在极大的安全隐患。
技术实现要素:
3.本实用新型的目的是提供一种冷剪倒钢抬尾装置,这种装置可以解决现有短尺钢筋、非尺钢筋倒退进行剪切时需人力撬动钢筋的问题。
4.为了解决上述问题,本实用新型采用的技术方案是:这种冷剪倒钢抬尾装置包括安装在冷剪出口侧和辊道之间的两台气缸,所述气缸的活塞杆竖立向上伸出,所述气缸的缸体下端与固定在冷剪立柱上的气缸底座相铰接,两台所述气缸的活塞杆端头之间连接有芯管,两侧的所述冷剪立柱上分别固定有用于支撑所述芯管的限位板,所述限位板上开设竖直向上的滑槽,所述滑槽延伸至所述限位板的上边缘形成开口,所述芯管和所述滑槽滑动配合;所述芯管上套装有套管,所述套管的长度大于所述辊道的宽度,所述套管的内径大于所述芯管的外径;所述套管位于低位时,所述套管的上缘低于所述辊道的辊面。
5.进一步的,上述冷剪倒钢抬尾装置的技术方案中,更具体的技术方案还可以是:在所述芯管上位于所述限位板的外侧固定有限位圆环。
6.进一步的,所述气缸的活塞杆端头铰接有销耳,所述销耳具有插入所述芯管的连接部,所述芯管与所述销耳焊接固定。
7.进一步的,所述芯管和所述套管由q235钢管制成。
8.进一步的,所述套管居中设置于两个所述限位板之间,所述套管端部到相应的所述限位板之间的间距为10~50mm。
9.进一步的,所述芯管和所述套管之间设有润滑脂。
10.进一步的,所述芯管的壁厚为5mm,所述套管的壁厚为3mm。
11.进一步的,所述套管的长度大于冷剪刀片的长度。
12.进一步的,所述套管位于低位时的上缘低于所述辊道的辊面50mm。
13.进一步的,所述冷剪倒钢抬尾装置适用于闭口式冷剪。
14.由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
15.1、短尺、非尺钢筋倒退进行剪切时无需人力撬动钢筋,劳动强度低,生产效率高,
结构简单造价低、维护简单,极大地减小了安全隐患。
16.2、在冷剪出口侧和辊道之间设置两台气缸来举升芯管,能满足同时举升辊道上的整排要倒剪的钢筋需求;芯管上套装套管能使钢筋接触通过时套滚动减少摩擦力,立柱上固定带滑槽的限位板,可使两侧气缸直上直下动作,避免前后摆动,提高钢筋抬起过程的稳定性。
17.3、在芯管设置限位圆环,在限位板的限制下,可以避免芯管作用摆动。
18.4、活塞杆端头通过销耳连接芯管,加工方便,连接可靠。
19.5、芯管和套管由q235钢管制成,其成本低,强度、韧性较好,焊接性好;套管和限位板之间设置一定间距,既不影响与钢筋的接触,又能有一定的活动余量。
20.6、芯管和套管之间设润滑脂,减小摩擦,延长使用寿命。
附图说明
21.图1是本冷剪倒钢抬尾装置的结构示意图。
22.图2是套管装配的结构示意图。
23.图3 是限位板的结构示意图。
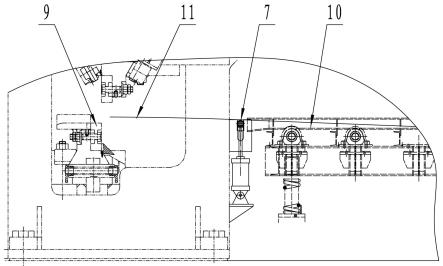
24.图4是本冷剪倒钢抬尾装置的安装结构示意图。
25.图5是套管位于低位状态的示意图。
26.图6是套管位于高位状态的示意图。
27.附图说明:1、气缸底座;2、气缸;3、销耳;3-1、铰接部;3-2、连接部;4、限位圆环;5、限位板;5-1、滑槽;6、芯管;7、套管;8、冷剪立柱;9、冷剪下剪刀;10、辊道;11、钢筋。
具体实施方式
28.下面结合附图实施例对本实用新型作进一步详述:
29.图1至图5所示的冷剪倒钢抬尾装置适用于闭口式冷剪,它安装在冷剪出口侧的冷剪立柱8和辊道10之间,主要包括气缸底座1、气缸2、限位圆环4、限位板5、芯管6和套管7,在冷剪出口侧的两个冷剪立柱8旁竖立设置有两台气缸2,气缸2的活塞杆竖立向上伸出,气缸2的缸体下端与固定在冷剪立柱8上的气缸底座1相铰接,铰接方向与辊道10的输送方向相垂直,缸体下端的铰接头插装在气缸底座1的两个定位板之间。两台气缸2的活塞杆端头之间连接有芯管6,芯管6上套装有套管7,套管7的长度大于辊道10的宽度,优选的大于冷剪剪刀的长度;套管7的内径大于芯管6的外径,套管7可相对芯管6转动。芯管6和套管7由q235钢管制成,套管7规格:φ56*3*1750mm,芯管6规格:φ48*5*2000mm,芯管6与套管7之间涂抹润滑脂。两侧的冷剪立柱8上分别固定有用于支撑芯管6的限位板5,限位板5和气缸底座1均固定在冷剪立柱8与辊道10相对的一面,限位板5的板面垂直于冷剪立柱8,其上开设竖直向上的滑槽5-1,滑槽5-1延伸至限位板5的上边缘形成开口,芯管6和滑槽5-1滑动配合,滑槽5-1底部为与芯管6相匹配的半圆弧。在芯管6上位于两个限位板5的外侧均固定有限位圆环4,以限制芯管6沿其轴向移动。套管7居中设置于两个限位板5之间,套管7端部到相应的限位板5之间的间距为10~50mm。为了便于加工制作,气缸2活塞杆端头通过销耳3与芯管6相连接,活塞杆端头为叉头,销耳3包括铰接部3-1和连接部3-2,铰接部3-1插装在叉头之间,销耳3与活塞杆端头的铰接方向与缸体下端铰接头的铰接方向相垂直;销耳3的连接部3-2完
全插入芯管6内,芯管6与铰接部3-1相抵接后焊接固定。如图5所示,套管7位于低位时,套管7的上缘低于辊道10的辊面。在本实施例中套管7位于低位时的上缘低于辊道10的辊面50mm,能保证正常生产时钢筋11通过不撞到抬尾装置。
30.本冷剪倒钢抬尾装置安装在冷剪立柱8上,由于安装位置窄小,要求抬尾装置体积小、结构紧凑,通过设计两侧气缸2带动套管7装配直上直下动作,套管7外径φ56mm,不仅满足窄小的安装条件,而且钢筋11接触通过时套管7滚动减少摩擦力。
31.冷剪下刀片距离冷剪后第一辊子间距1500mm,抬尾装置位于它们之间,距冷剪下刀片1050mm,剪后辊子间距600mm,抬尾装置高位时钢筋11从剪后第二根辊面开始被抬起,钢筋11抬起长度1500+600+600=2700mm,按正常生产时一排32支25螺钢筋计算,重量3.85*2.7*32=333kg,气缸型号:sc80*100 ca,设定气压5bar,气缸顶升力:4*4*3.14*5*2=502kg,气缸满足要求。
32.安装时,如图2所示,先准备好套管7装配,先将套管7套上芯管6,再把销耳3和限位圆环4焊在芯管6上,完成套管7装配。将芯管6放置入限位板5的滑槽5-1底部,使限位板5位于套管7的两端旁,调整套管7上表面标高低位低于辊面50mm后,把限位板5焊接在冷剪立柱8上。将气缸2分别与气缸底座1和销耳3连接,把气缸2活塞杆回缩到位,竖直摆正气缸2后,将气缸底座1焊接固定在冷剪立柱8上。
33.正常生产时,本冷剪倒钢抬尾装置的套管7处于低位。如图6所示,需要退钢剪切时,短尺、非尺钢筋从辊道倒退至套管7上方后,启动气缸2将套管7升起,升起的套管7接触到钢筋11后继续向上将钢筋11尾部抬起高过冷剪下刀片9刀口,启动辊道10反转使钢筋11顺畅回退通过冷剪下刀片9后,将套管7复位至低位,完成本次抬尾工序,钢筋11继续后退然后进行剪切。套管7与钢筋11接触时间短,每次工作周期只有5秒左右,套管7使用寿命可长达一年。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1