一种多工位金属板冲压模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种多工位金属板冲压模具。
背景技术:
2.目前,金属板在冲压过程中,需要人工手动将工件放到不同工位的模具上得到需要的工件,从而导致冲压效率降低,为了提高冲压效率,在上模设置冲孔杆,将所述金属板放置在底座上,通过上模对其进行冲压和穿孔,提高了冲压效率,使其发生塑性变形得到对应的工件,但是将底模需要不容易在底座找到对应位置安装。
3.为了解决上述方式,通过设置定位块,将多块定位块固定在底座上,通过将底模放置在定位块中,并安装在底座上,便于将底模在底座上定位安装。
4.但是金属板在底模上被上模冲压成工件后,需要将底模从所述底座上取下,再将工件在底模中拿取,耗时长,加工效率低。
技术实现要素:
5.本实用新型的目的在于提供一种多工位金属板冲压模具,解决了金属板在底模上被上模冲压成工件后,不便于将冲压后的工件在底模中拿取,加工效率低的问题。
6.为实现上述目的,本实用新型采用的一种多工位金属板冲压模具,包括底座、限位板、上模、底模、多根导向杆、多块定位块和卸料组件,多块所述定位块与所述底座固定连接,并对称设置于所述底座的上方,所述底模与所述底座固定连接,并位于所述底座的上方,多根所述导向杆分别与所述底座固定连接,并对称设置于所述底座的上方,所述限位板分别与多根所述导向杆滑动连接,且多根所述导向杆均贯穿所述限位板,所述上模与所述限位板固定连接,并位于所述限位板的下方,所述卸料组件设置于所述底座上;所述卸料组件包括推板、推杆、驱动电机、连接件、滑动框和两块限位块,所述底模具有两个下料孔,所述底座具有安装槽,两块所述限位块对称设置于所述底座的上方,所述驱动电机与所述底座固定连接,并位于所述安装槽内,所述连接件与所述驱动电机固定连接,所述滑动框与所述连接件滑动连接,所述推杆的一端与所述滑动框固定连接,所述推板与所述推杆的另一端固定连接,且所述推杆分别与两块所述限位板滑动连接。
7.其中,所述卸料组件还包括放置框,所述放置框与所述底座固定连接,并位于所述底座的外侧壁。
8.其中,所述卸料组件还包括摩擦垫,所述摩擦垫与所述推板固定连接,并位于推板的外侧壁。
9.其中,所述连接件包括连接块和圆轴,所述连接块与所述驱动电机的输出端固定连接,所述圆轴与所述连接块固定连接,并位于所述连接块的上方。
10.其中,所述多工位金属板冲压模具还包括打磨组件,所述打磨组件设置于所述底座上。
11.其中,所述打磨组件包括打磨轴、调速电机和安装座,所述安装座与所述底座固定
连接,并位于所述底座的外侧壁,所述打磨轴的两端分别与所述安装座转动连接,所述调速电机的输出端与所述打磨轴固定连接,并贯穿所述安装座。
12.其中,所述打磨组件还包括防护框,所述防护框与所述安装座固定连接,并位于所述安装座的外侧壁,且所述调速电机位于所述防护框内。
13.本实用新型的一种多工位金属板冲压模具,当金属板放置在所述底座上的所述底模上,将所述限位板上的所述上模对所述底模进行冲压,工件会掉在所述底模中,同时所述安装槽内的所述驱动电机控制所述连接件转动,所述连接件会拉动所述固定框前后往复移动,使得所述推杆在两块所述限位块上前后滑动,并通过所述推板将所述底模中的工件从所述下料孔推出,将冲压金属板得到工件与所述推板推动工件的速度进行同步,重复此过程,提高了工件的加工效率,实现了金属板在底模上被上模冲压成工件后,便于将工件在底模中拿取,提高了加工效率。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
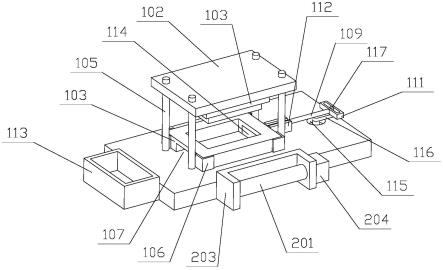
15.图1是本实用新型第一实施例的整体的结构示意图。
16.图2是本实用新型第一实施例的整体内部结构剖视图。
17.图3是本实用新型第一实施例的局部结构放大图。
18.图4是本实用新型第二实施例的整体的结构示意图。
19.图5是本实用新型第二实施例的打磨组件的内部结构剖视图。
20.101-底座、102-限位板、103-上模、103-底模、105-导向杆、106-定位块、107-下料孔、108-推板、109-推杆、110-驱动电机、111-滑动框、112-限位块、113-放置框、114-摩擦垫、115-安装槽、116-连接块、117-圆轴、201-打磨轴、202-调速电机、203-安装座、204-防护框。
具体实施方式
21.第一实施例为:
22.请参阅图1~图3,其中图1是第一实施例的整体的结构示意图,图2是第一实施例的整体内部结构剖视图,图3是第一实施例的局部结构放大图。本实用新型提供了一种多工位金属板冲压模具,包括底座101、限位板102、上模103、底模104、多根导向杆105、多块定位块106和卸料组件,所述卸料组件包括推板108、推杆109、驱动电机110、连接件、滑动框111、两块限位块112、放置框113和摩擦垫114,所述连接件包括连接块116和圆轴117;
23.针对本具体实施方式,多块所述定位块106与所述底座101固定连接,并对称设置于所述底座101的上方,所述底模104与所述底座101固定连接,并位于所述底座101的上方,多根所述导向杆105分别与所述底座101固定连接,并对称设置于所述底座101的上方,所述限位板102分别与多根所述导向杆105滑动连接,且多根所述导向杆105均贯穿所述限位板102,所述上模103与所述限位板102固定连接,并位于所述限位板102的下方,将多块所述定
位块106固定在所述底座101上,所述底模104通过所述定位块106安装在所述底座101上,将所述底模104和所述底座101上进行定位安装,当将金属板在所述底模104上冲压时,先将金属板放置在所述底模104上,推动所述限位板102向下移动,同时所述限位板102在所述导向杆105上滑动,使得将所述上模103对所述底模104上的金属板进行冲压和穿孔,使得可以同时进行冲压和穿孔,提高了加工效率,冲压后的工件会进入所述底模104的槽中。
24.首先,所述卸料组件设置于所述底座101上,通过所述卸料组件能够便于将所述底模104中的工件从所述下料孔107推出,同时穿孔产生的废料也会随之推出,实现了金属板在底模104上被上模103冲压成工件后,便于将工件在底模104中拿取,提高了加工效率。
25.其中,所述底模104具有两个下料孔107,所述底座101具有安装槽115,两块所述限位块112对称设置于所述底座101的上方,所述驱动电机110与所述底座101固定连接,并位于所述安装槽115内,所述连接件与所述驱动电机110固定连接,所述滑动框111与所述连接件滑动连接,所述推杆109的一端与所述滑动框111固定连接,所述推板108与所述推杆109的另一端固定连接,且所述推杆109分别与两块所述限位板102滑动连接,当金属板放置在所述底座101上的所述底模104上,将所述限位板102上的所述上模103对所述底模104进行冲压,工件会掉在所述底模104中,同时所述安装槽115内的所述驱动电机110控制所述连接件转动,所述连接件会拉动所述固定框前后往复移动,使得所述推杆109在两块所述限位块112上前后滑动,并通过所述推板108将所述底模104中的工件从所述下料孔107推出,同时穿孔产生的废料也会随之推出,将冲压金属板得到工件与所述推板108推动工件的速度进行同步,重复此过程,提高了工件的加工效率,实现了金属板在底模104上被上模103冲压成工件后,便于将工件在底模104中拿取,提高了加工效率。
26.其次,所述放置框113与所述底座101固定连接,并位于所述底座101的外侧壁,所述放置框113能够将从所述底模104中的推出工件进行储放。
27.同时,所述摩擦垫114与所述推板108固定连接,并位于推板108的外侧壁,所述摩擦垫114增加了所述推板108与工件接触时的摩擦力,避免工件在所述推板108上滑动。
28.另外,所述连接块116与所述驱动电机110的输出端固定连接,所述圆轴117与所述连接块116固定连接,并位于所述连接块116的上方,控制所述驱动电机110运作时,所述驱动电机110带动所述连接块116转动,所述连接块116上的圆轴117会在所述滑动框111中左右滑动,并使得对所述滑动框111进行前后推拉。
29.将多块所述定位块106固定在所述底座101上,所述底模104通过定位块106安装在所述底座101上,将所述底模104和所述底座101上进行定位安装,当将金属板在所述底模104上冲压时,先将金属板放置在所述底模104上,推动所述限位板102向下移动,同时所述限位板102在所述导向杆105上滑动,使得将所述上模103对所述底模104上的金属板进行冲压和穿孔,使得可以同时进行冲压和穿孔,提高了加工效率,冲压后的工件会进入所述底模104的槽中;当金属板放置在所述底座101上的所述底模104上,将所述限位板102上的所述上模103对所述底模104进行冲压,工件会掉在所述底模104中,同时所述安装槽115内的所述驱动电机110控制所述连接块116转动,所述连接块116上的圆轴117会在所述滑动框111中左右滑动,并使得对所述滑动框111进行前后推拉,实现所述固定框前后往复移动,使得所述推杆109在两块所述限位块112上前后滑动,并通过所述推板108将所述底模104中的工件从所述下料孔107推出,同时穿孔产生的废料也会随之推出,所述摩擦垫114增加了所述
推板108与工件接触时的摩擦力,避免工件在所述推板108上滑动,所述放置框113能够将工件进行储放,将冲压金属板得到工件与所述推板108推动工件的速度进行同步,重复此过程,提高了工件的加工效率,实现了金属板在底模104上被上模103冲压成工件后,便于将工件在底模104中拿取,提高了加工效率。
30.第二实施例为:
31.在第一实施例的基础上,请参阅图4和图5,其中图4是第二实施例的整体的结构示意图,图5是第二实施例的打磨组件的内部结构剖视图。本实用新型提供了一种多工位金属板冲压模具还包括打磨组件,所述打磨组件包括打磨轴201、调速电机202、安装座203和防护框204;
32.针对本具体实施方式,所述打磨组件设置于所述底座101上,通过所述打磨组件能够对冲压得到的工件进行打磨,将工件上毛刺打磨掉,提高了工件的加工质量。
33.其中,所述安装座203与所述底座101固定连接,并位于所述底座101的外侧壁,所述打磨轴201的两端分别与所述安装座203转动连接,所述调速电机202的输出端与所述打磨轴201固定连接,并贯穿所述安装座203,金属板冲压得到工件后,需要对工件进行打磨处理,启动所述调速电机202,所述调速电机202控制所述打磨轴201在所述安装座203中转动,将工件在所述打磨轴201进行打磨处理,使得将工件上毛刺打磨掉,提高了工件的加工质量。
34.其次,所述防护框204与所述安装座203固定连接,并位于所述安装座203的外侧壁,且所述调速电机202位于所述防护框204内,所述防护框204能够避免所述调速电机202外露,保护驱动电机110。
35.金属板冲压得到工件后,需要对工件进行打磨处理,启动所述防护框204中的所述调速电机202,所述防护框204能够避免所述调速电机202外露,保护驱动电机110,所述调速电机202控制所述打磨轴201在所述安装座203中转动,将工件在所述打磨轴201进行打磨处理,使得将工件上毛刺打磨掉,提高了工件的加工质量。
36.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1