一种丝杆校直装置的制作方法
本技术涉及丝杆校直,特别是涉及一种丝杆校直装置。
背景技术:
1、金属细长杆由于滚丝加工前材料处理本身直线度超差,硬度不均匀,经过滚丝机加工后,叠加滚丝机本身精度,冷却润滑液,人为操作水平等因素的影响,滚丝后的丝杆绝大数直线度超差,很难满足设计要求和使用要求。目前为解决丝杆直线度超差问题,绝大部分是人工在平台上通过肉眼手工调节,既费工又费力,手工调直的精度很难保证。
技术实现思路
1、本实用新型的目的是提供一种丝杆校直装置,结构简单,通过校直感应器和校直气缸相互配合,对丝杆进行精准校直。
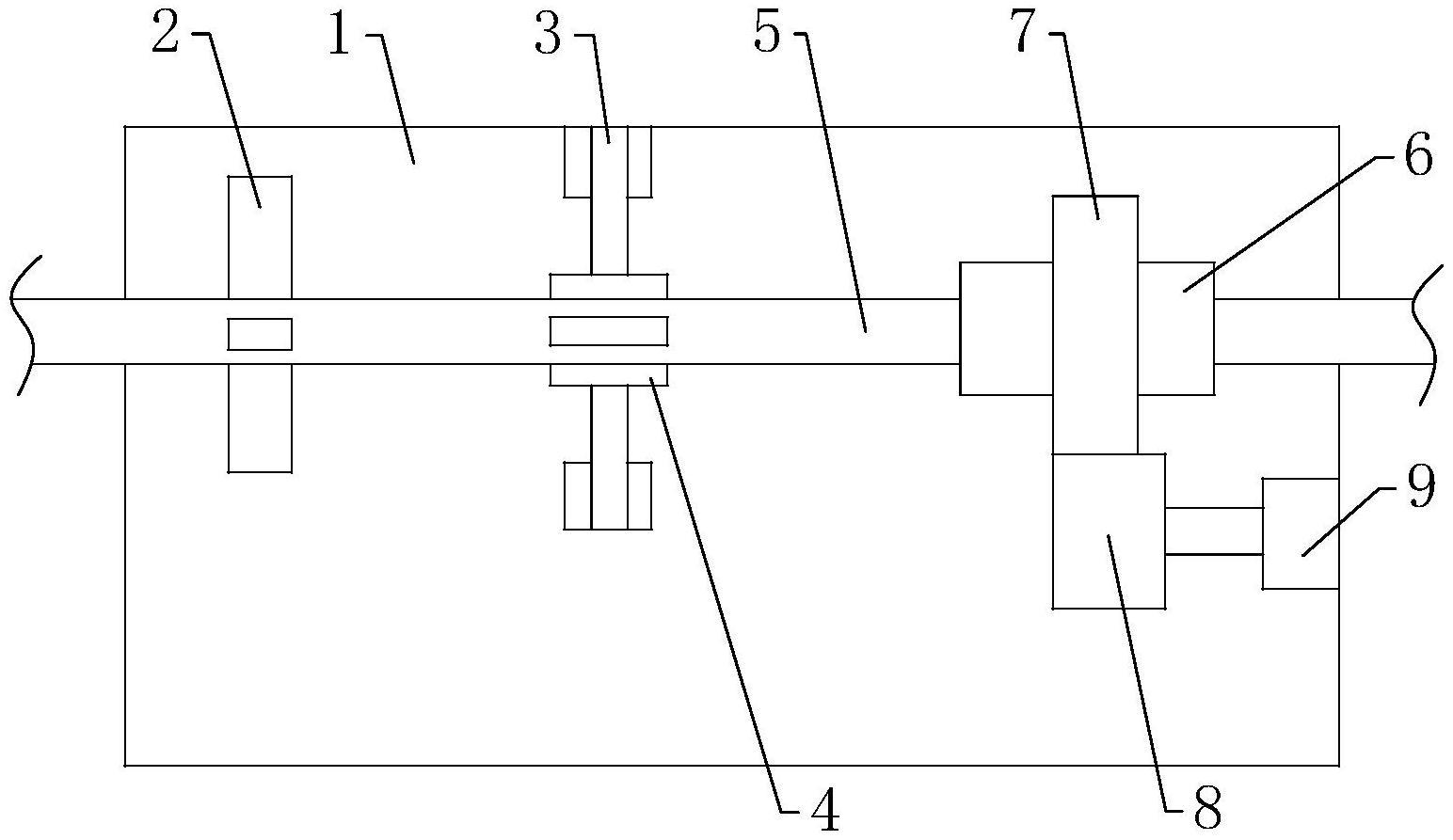
2、为实现上述目的,本实用新型提供了一种丝杆校直装置,包括监测机构、校直机构和牵引机构,所述监测机构的校直传感器靠近校直装置的进料口,所述校直传感器后方设有所述校直机构的校直气缸,所述校直气缸连接的校直板与丝杆的弧度相匹配,所述校直气缸后方设有所述牵引机构的移动套,所述移动套外套设的从动齿轮与主动齿轮齿合,所述主动齿轮与所述校直装置侧壁连接的牵引电机连接。
3、优选的,所述校直传感器与所述校直装置侧壁连接,所述校直传感器与所述丝杆接触。
4、优选的,所述校直装置设有与所述丝杆相匹配的所述进料口和出料口,所述移动套设有与所述丝杆外螺纹相匹配的内螺纹。
5、优选的,所述校直传感器的数量为四个,所述校直传感器依次设置在所述丝杆的上侧、左侧、下侧和右侧。
6、优选的,所述校直气缸的数量为四个,所述校直气缸与所述校直传感器处于同一轴线上。
7、优选的,所述校直装置前方的进料架顶部呈v型结构,所述校直装置后方设有收料箱。
8、因此,本实用新型采用上述结构的一种丝杆校直装置,结构简单,通过校直感应器和校直气缸相互配合,对丝杆进行精准校直。
9、下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
技术特征:
1.一种丝杆校直装置,其特征在于:包括监测机构、校直机构和牵引机构,所述监测机构的校直传感器靠近校直装置的进料口,所述校直传感器后方设有所述校直机构的校直气缸,所述校直气缸连接的校直板与丝杆的弧度相匹配,所述校直气缸后方设有所述牵引机构的移动套,所述移动套外套设的从动齿轮与主动齿轮齿合,所述主动齿轮与所述校直装置侧壁连接的牵引电机连接。
2.根据权利要求1所述的一种丝杆校直装置,其特征在于:所述校直传感器与所述校直装置侧壁连接,所述校直传感器与所述丝杆接触。
3.根据权利要求1所述的一种丝杆校直装置,其特征在于:所述校直装置设有与所述丝杆相匹配的所述进料口和出料口,所述移动套设有与所述丝杆外螺纹相匹配的内螺纹。
4.根据权利要求1所述的一种丝杆校直装置,其特征在于:所述校直传感器的数量为四个,所述校直传感器依次设置在所述丝杆的上侧、左侧、下侧和右侧。
5.根据权利要求1所述的一种丝杆校直装置,其特征在于:所述校直气缸的数量为四个,所述校直气缸与所述校直传感器处于同一轴线上。
6.根据权利要求1所述的一种丝杆校直装置,其特征在于:所述校直装置前方的进料架顶部呈v型结构,所述校直装置后方设有收料箱。
技术总结
本技术公开了一种丝杆校直装置,包括监测机构、校直机构和牵引机构,所述监测机构的校直传感器靠近校直装置的进料口,所述校直传感器后方设有所述校直机构的校直气缸,所述校直气缸连接的校直板与丝杆的弧度相匹配,所述校直气缸后方设有所述牵引机构的移动套,所述移动套外套设的从动齿轮与主动齿轮齿合,所述主动齿轮与所述校直装置侧壁连接的牵引电机连接。本技术采用上述结构的一种丝杆校直装置,结构简单,通过校直感应器和校直气缸相互配合,对丝杆进行精准校直。
技术研发人员:徐璐
受保护的技术使用者:廊坊市孚美汽车零部件有限公司
技术研发日:20220819
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!