一种换向器点焊装置的制作方法
1.本实用新型涉及换向器再制造领域,尤其涉及一种换向器点焊装置。
背景技术:
2.直流电机电枢换向器和电枢绕组采用电阻焊的方式进行连接,要求通过大电流时压降较小,同时具有一定的结合强度,在电枢高速旋转时绕组不能从换向器的槽里面甩出来。目前采用圆形点焊头进行焊接,存在绕组铜线截面变形较大,通过大电流时产生的压降较大,不能获得最大的起动功率,同时和换向器升高片结合面积小,绕组有甩出的隐患。且电枢绕组和换向器使用一段时间后,会出现焊点松动,导致电阻加大,直流电机功率下降等问题,也需要对焊点维修。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种焊接后绕组截面变形小且平缓过渡的换向器点焊装置,同时适用于电枢使用一段时间后,换向器和电枢绕组原来焊点松动、电枢换向器损坏换新后、全新的电枢绕组和换向器的焊接或者重新焊接。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种换向器点焊装置,包括电枢、夹持装置和点焊设备,所述电枢包括换向器和绕组,所述夹持装置夹持电枢;所述点焊设备包括点焊头和下压装置,所述点焊头与换向器的升高片之间的绕组垂直相对,所述下压装置控制点焊头朝向绕组移动;所述点焊头与绕组相对的一端设有倾斜面。
5.进一步地,所述倾斜面与点焊头垂直方向之间具有的夹角为102度。
6.进一步地,所述点焊头在其垂直方向上的截面的宽度大于换向器升高片之间的宽度。
7.进一步地,所述点焊头在其垂直方向上截面呈梯形。
8.进一步地,还包括中心高调整装置,所述电枢置于中心高调整装置上,所述中心高调整装置用于定位电枢的加工位置。
9.进一步地,所述中心高调整装置包括转动杆、第一移动组和第二移动组;所述第一移动组包括第一移动座和设于第一移动座上的第一滚轮,所述第二移动组包括第二移动座和设于第二移动座上的第二滚轮,所述转动杆上沿其长度间隔设有相反的第一螺纹和第二螺纹,所述第一移动座与第一螺纹配合,所述第二移动座与第二螺纹配合;当所述转动杆转动时,第一移动座和第二移动座互相靠近或远离。
10.进一步地,所述夹持装置包括控制箱和弹性夹头,所述控制箱控制弹性夹头夹紧或松开电枢一端;所述控制箱控制弹性夹头转动。
11.本实用新型的有益效果在于:通过夹持装置夹持电枢,由点焊设备的下压装置控制点焊头朝向换向器的升高片之间的绕组焊接;而点焊头焊接端设有倾斜面,使得点焊后,绕组的焊接端变形较小,形成具有一定倾斜度的结构,使得电流经过时压降平缓,以此保证使用时能够获得最大的起动功率。
附图说明
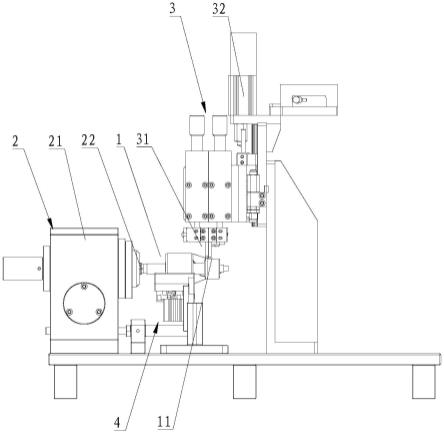
12.图1为本实用新型具体实施方式的换向器点焊装置的结构示意图;
13.图2为本实用新型具体实施方式的换向器点焊装置的中心高调整装置的结构示意图;
14.图3为本实用新型具体实施方式的换向器点焊装置的点焊头的侧视图;
15.图4为本实用新型具体实施方式的换向器点焊装置的点焊头与绕组焊接时的截面图。
16.标号说明:
17.1、电枢;11、换向器;111、升高片;12、绕组;2、夹持装置;21、控制箱;22、弹性夹头;3、点焊设备;31、点焊头;32、下压装置;4、中心高调整装置;41、转动杆;42、第一移动座;43、第一滚轮;44、第二移动座;45、第二滚轮。
具体实施方式
18.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
19.请参照图1至图4,一种换向器11点焊装置,包括电枢1、夹持装置2和点焊设备3,所述电枢1包括换向器11和绕组12,所述夹持装置2夹持电枢1;所述点焊设备3包括点焊头31和下压装置32,所述点焊头31与换向器11的升高片111之间的绕组12垂直相对,所述下压装置32控制点焊头31朝向绕组12移动;所述点焊头31与绕组12相对的一端设有倾斜面。
20.从上述描述可知,本实用新型的有益效果在于:通过夹持装置2夹持电枢1,由点焊设备3的下压装置32控制点焊头31朝向换向器11的升高片111之间的绕组12焊接;而点焊头31焊接端设有倾斜面,使得点焊后,绕组12的焊接端变形较小,形成具有一定倾斜度的结构,使得电流经过时压降减小且平缓过渡,以此保证使用时能够获得最大的起动功率。
21.进一步地,所述倾斜面与点焊头31垂直方向之间具有的夹角为102度。
22.由上述描述可知,倾斜面与点焊头31垂直方向的最优角度设置为102度。
23.进一步地,所述点焊头31在其垂直方向上的截面的宽度大于换向器11升高片111之间的宽度。
24.由上述描述可知,通过点焊头31在其垂直方向的截面宽度的设置,使得点焊头31下压时能够压弯部分升高片111的边缘,使其形成对升高片111之间的绕组12的铆接,由此提高焊点的结合力,避免绕组12从换向器11的升高片111之间甩出来。
25.进一步地,所述点焊头31在其垂直方向上截面呈梯形。
26.由上述描述可知,通过点焊头31截面梯形的设置,避免点焊头31下压过程中压弯过多升高片111部分进而影响升高片111的使用;同时减少压弯部分能够降低点焊头31下压时的动力消耗。
27.进一步地,还包括中心高调整装置4,所述电枢1置于中心高调整装置4上,所述中心高调整装置4用于定位电枢1的加工位置。
28.由上述描述可知,通过中心高调整装置4的设置,可以方便快速对电枢1的加工高度和位置进行定位;而后通过夹持装置2夹持电枢1以进行后续的点焊作业。
29.进一步地,所述中心高调整装置4包括转动杆41、第一移动组和第二移动组;所述
第一移动组包括第一移动座42和设于第一移动座42上的第一滚轮43,所述第二移动组包括第二移动座44和设于第二移动座44上的第二滚轮45,所述转动杆41上沿其长度间隔设有相反的第一螺纹和第二螺纹,所述第一移动座42与第一螺纹配合,所述第二移动座44与第二螺纹配合;当所述转动杆41转动时,第一移动座42和第二移动座44互相靠近或远离。
30.由上述描述可知,在需要调整电枢1中心高时,将电枢1置于第一滚轮43和第二滚轮45支架,而后通过转动转动杆41,使得第一移动座42与第二移动座44分别在与相反的第一螺纹和第二螺纹的配合下,相向移动以抬高电枢1同时保证电枢1的中心准确对位直至电枢1一端与夹持装置2相对,由夹持装置2对电枢1一端夹持。
31.进一步地,所述夹持装置2包括控制箱21和弹性夹头22,所述控制箱21控制弹性夹头22夹紧或松开电枢1一端;所述控制箱21控制弹性夹头22转动。
32.由上述描述可知,通过控制箱21控制弹性夹头22夹紧电枢1一端后,由弹性夹头22带动电枢1转动以切换点焊头31与换向器11的其他升高片111之间绕组12相对。
33.参照图1至图4,本实用新型的实施例一为:
34.本实用新型的应用场景:在现有的换向器11的绕组12焊接过程中,目前采用圆形点焊头31进行焊接,存在绕组12铜线截面变形较大,通过大电流时产生的压降较大的问题。
35.如图1至图4所示,本实施例的一种换向器11点焊装置,包括控制器、电枢1、夹持装置2、点焊设备3和中心高调整装置4。控制器与夹持装置2、点焊设备3和中心高调整装置4电连接。
36.如图1所示,所述电枢1包括换向器11和绕组12,所述夹持装置2包括控制箱21和弹性夹头22,由弹性夹头22夹持电枢1;所述点焊设备3包括点焊头31和下压装置32,所述点焊头31与换向器11的升高片111之间的绕组12垂直相对,所述下压装置32控制点焊头31朝向绕组12移动。
37.如图3至图4所示,所述点焊头31与绕组12相对的一端设有倾斜面;所述倾斜面与点焊头31垂直方向之间具有的夹角为102度;所述点焊头31在其垂直方向上的截面的宽度大于换向器11升高片111之间的宽度,所述点焊头31在其垂直方向上截面呈梯形,使得点焊头31呈楔形。
38.通过点焊头31的倾斜面的设置能够在焊接后使得绕组12的焊接端具有一定的倾斜度,由此降低电流通过时的压降,保证电流平稳。而点焊头31的截面的梯形及宽度设置,能够使得点焊头31下压时压弯部分升高片111,由弯折的升高片111形成对绕组12的铆接;在对焊点松动进行修复时,圆形的点焊头31无法再进行升高片111的挤压,而楔形的点焊头31能够进一步对升高片111挤压,以此固定焊点。
39.如图1和图2所示,所述中心高调整装置4包括转动杆41、第一移动组和第二移动组;所述第一移动组包括第一移动座42和设于第一移动座42上的第一滚轮43,所述第二移动组包括第二移动座44和设于第二移动座44上的第二滚轮45,所述转动杆41上沿其长度间隔设有相反的第一螺纹和第二螺纹,所述第一移动座42与第一螺纹配合,所述第二移动座44与第二螺纹配合;当所述转动杆41转动时,第一移动座42和第二移动座44互相靠近或远离。
40.由控制器控制转动杆41转动,使得第一移动座42和第二移动座44互相靠近或远离,使得置于第一滚轮43和第二滚轮45之间的电枢1能够调整其中心高;直至电枢1的一端
与夹持装置2的弹性夹头22相对,此后由控制箱21控制弹性夹头22夹紧电枢1。
41.本实用新型的工作原理:本实用新型适用于直流电枢再制造领域中的电枢换向器与绕组焊接及焊接点维修工序中。具体地,在换向器11再制造工序中,当电枢1上的换向器11拆卸旧绕组12后,需要与新绕组12焊接。将套设好绕组12的电枢1置于中心高调整装置4的第一滚轮43和第二滚轮45支架,在电枢1自重下使其位于第一滚轮43和第二滚轮45之间,完成电枢1的中心轴定位;而后通过控制器控制转动杆41转动,第一移动座42和第二移动座44互相靠近,电枢1高度被抬高直至与弹性夹头22相对;而后控制箱21接收控制器的信号驱动弹性夹头22夹紧电枢1一端,完成电枢1的加工位置的固定。
42.此时的电枢1的换向器11的升高片111之间的绕组12与点焊设备3的点焊头31相对,控制器控制下压装置32及点焊头31工作,进行下压焊接。
43.由于点焊头31一端的倾斜面设置,使得下压后的绕组12的焊接端具有一定倾斜度,使得通过的电流的压降降低;点焊头31的截面的梯形及其宽度设置,使得下压时点焊头31能够压弯部分升高片111,使得被压弯的升高片111与绕组12铆接,提高焊点的结合力。
44.综上所述,本实用新型提供的一种换向器点焊装置,通过夹持装置夹持电枢,由点焊设备的下压装置控制点焊头朝向换向器的升高片之间的绕组焊接;而点焊头焊接端设有倾斜面,使得点焊后,绕组的焊接端变形较小,形成具有一定倾斜度的结构,使得电流经过时压降平缓,以此保证使用时能够获得最大的起动功率。
45.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1