一种厢式货车侧板门焊接定位装置的制作方法
1.本实用新型属于厢式货车侧板门制造技术领域,具体涉及一种厢式货车侧板门焊接定位装置。
背景技术:
2.现有厢式货车侧板生产线上制造左、右侧板门总成时,侧板通过滚轮流入到此工位后,操作工将门板放入侧板的门洞中,手动调整门板与门洞之间的间距,并将门板合页焊接在门洞上。
3.针对上述中的相关技术,发明人认为存在有如下缺陷:(1)生产效率较低;(2)手动定位难以保证门洞与门板之间的间距一致性,对产品质量有一定的影响。
技术实现要素:
4.为了改善厢式货车侧板门的生产效率以及侧板的门洞与门板之间的间距一致性,提升产品质量,本实用新型提供一种厢式货车侧板门焊接定位装置。
5.本实用新型解决上述技术问题的技术方案如下:
6.一种厢式货车侧板门焊接定位装置,包括机架、彼此间隔且平行设置的两个门板定位机构,以及门板内开顶升机构;所述门板定位机构包括自上而下依次设置的多个电磁铁、气缸推板和用于升降气缸推板的第一气缸;所述气缸推板的两端均设置有用于固定电磁铁的电磁铁安装支架,所述门板内开顶升机构包括设置在两个第一气缸之间的第二气缸,所述第一气缸和第二气缸均固定安装在机架上。
7.在上述技术方案的基础上,本实用新型还可以做如下改进。
8.进一步,所述门板定位机构包括平行于气缸推板设置的第一安装支架,所述第一气缸的缸体通过第一安装支架固定在机架上。
9.进一步,所述门板定位机构还包括若干个固定安装在气缸推板上的导向轴,所述第一安装支架上固定安装有与导向轴相适配的直线轴承。
10.进一步,所述导向轴的数量设置为两个,且两个所述导向轴对称设置在第一气缸的两侧。
11.进一步,所述门板内开顶升机构包括平行于气缸推板设置的第二安装支架,所述第二气缸的缸体通过第二安装支架固定在机架上。
12.进一步,所述第二气缸的活塞杆远离其缸体的一端固定安装有推头。
13.本实用新型包括以下至少一种有益效果:
14.1.采用吸附定位方式实现对门板进行快速定位,定位精度较高,从而有效改善侧板的门洞与门板之间的间距一致性,提升侧板门的产品质量;
15.2.可有效提高厢式货车侧板门的生产效率。
附图说明
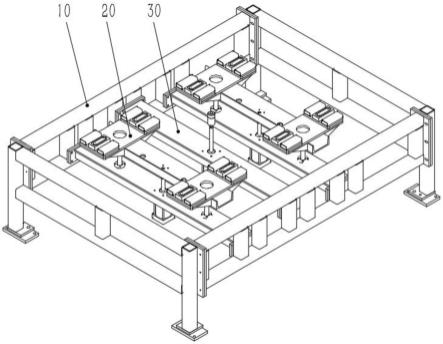
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型机架的立体结构示意图;
18.图3为本实用新型门板定位机构的立体结构示意图;
19.图4为本实用新型门板内开顶升机构的立体结构示意图。
20.图中:
21.10、机架,20、门板定位机构,21、气缸推板,22、第一气缸,23、电磁铁,24、电磁铁安装支架,25、第一安装支架,26、导向轴,27、直线轴承,30、门板内开顶升机构,31、第二气缸,32、第二安装支架,33、推头。
具体实施方式
22.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
23.如图1-图4所示,本实用新型一种实施方式设计的一种厢式货车侧板门焊接定位装置,包括机架10、彼此间隔且平行设置的两个门板定位机构20,以及门板内开顶升机构30。
24.所述门板定位机构20包括自上而下依次设置的多个电磁铁23、气缸推板21和用于升降气缸推板21的第一气缸22。所述气缸推板21的两端均设置有用于固定电磁铁23的电磁铁安装支架24。
25.所述门板内开顶升机构30包括设置在两个第一气缸21之间的第二气缸31,所述第一气缸22和第二气缸21均固定安装在机架10上。
26.相较于手动定位存在误差较大且效率不高的缺陷,本实施方式采用吸附定位方式能够有效改善侧板的门洞与门板之间的间距一致性,在保证精度的前提下,提高生产效率。
27.在上述实施方式的基础上,本实用新型还提供了改进的技术方案,在改进的技术方案中,如图3所示,所述门板定位机构20包括平行于气缸推板21设置的第一安装支架25和若干个固定安装在气缸推板21上的导向轴26,所述第一气缸22的缸体通过第一安装支架25固定在机架10上,所述第一安装支架25上固定安装有与导向轴26相适配的直线轴承27。
28.采用上述的改进方案,不仅能够实现第一气缸22与机架10固定连接,而且结构稳定性好。此外通过增设的导向轴26与直线轴承27,对气缸推板21的升降进行有效的导向、限位,可防止气缸推板21在升降过程中发生偏转而影响定位精度。
29.本实施方式优选采用导向轴26及直线轴承27用作导向组件,主要是考虑到其加工及安装简单、成本低,且对气缸推板21的导向、限位效果好。
30.更优选的,所述导向轴26的数量设置为两个,且两个所述导向轴26对称设置在第一气缸22的两侧,以进一步提升导向、限位效果,以及装置的结构稳固性和工作可靠性。
31.如图4所示,所述门板内开顶升机构30还包括平行于气缸推板21设置的第二安装支架32,所述第二气缸31的缸体通过第二安装支架32固定在机架10上,以实现所述第二气缸31与机架10固定连接。
32.在上述实施方式的基础上,本实用新型还提供了改进的技术方案,在改进的技术方案中,如图4所示,所述第二气缸31的活塞杆远离其缸体的一端固定安装有推头33。更优
选的,所述推头33的材质为聚氨酯。
33.通过增设推头33,可有效增大第二气缸31的活塞杆与门板的接触面积,进而提升第二气缸31顶升门板的效果。此外采用聚氨酯材质的推头33,利用其优良的弹性及韧性,能够对门板进行有效的保护,可防止顶升过程中门板受到损伤。
34.如图2所示,本实施方式所述机架10由方管和铁板焊接而成,且其上设置有用于装配第一安装支架25和第二安装支架32的安装板,以降低组装及装配难度,同时提高整体结构的稳固性。
35.本实施方式所述厢式货车侧板门焊接定位装置的工作过程如下:
36.1)生产过程中,侧板先通过线体的滚轮划入到装置上方,操作工确认侧板到位后,将门板搬运至门板定位机构20的正上方,并将门板上的瓦楞槽对准门板定位机构20的电磁铁23,手动按下门板定位机构20的启动按钮,门板定位机构20的第一气缸22动作,其活塞杆伸出并带动气缸推板21升起,接着操作工手动控制电磁铁23通电,通电的电磁铁23将门板吸附住,此时操作工进行门板合页正面的焊接工作。
37.2)待到合页正面焊接完毕,操作工手动控制电磁铁23断电,并按下门板内开顶升机构30的启动按钮,门板内开顶升机构30的第二气缸31动作,其活塞杆伸出并带动推头33顶出,将门板打开,此时操作工进行合页背面的焊接工作。
38.3)待所有焊接工作完毕,操作工按下关闭按钮,门板定位机构20的第一气缸22和门板内开顶升机构30的第二气缸31的活塞杆均缩回,加工后的侧板门流入下一工位。
39.本实用新型中,未对结构进行描述的设备及组件,均为市售设备或组件。
40.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1