罐盖生产用自动化冲压装置的制作方法
1.本实用新型涉及冲压装置技术领域,特别是涉及罐盖生产用自动化冲压装置。
背景技术:
2.冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,冲压的坯料主要是热轧和冷轧的钢板和钢带,全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品,冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状、尺寸和性能的产品零件的生产技术。
3.而我们日常生活中常用的包装罐多为铝材,而且多数的包装罐制造需要将罐身和罐盖组装,罐盖结构单一,往往使用冲压来制造,而现有的罐盖冲压功能简单,在生产过程中还需要人工放置原料板材,在定位后再进行冲压,这样的冲压方式效率过低,无法连续的进行罐盖生产,而且传统罐盖冲压后罐盖会附着在设备上,然后利用高压气体吹落,这样会造成罐盖散乱,而且会和残余的废料混杂在一起,还需要人工分拣收集,使用起来十分不方便。
技术实现要素:
4.为克服现有技术存在的技术缺陷,本实用新型提供罐盖生产用自动化冲压装置能够自动使罐盖脱离设备,方便罐盖和废料分离,而且能够连续的进行罐盖生产,能够提高生产效率。
5.本实用新型采用的技术解决方案是:包括运输主体和冲压机构,所述冲压机构安装在所述运输主体上,所述运输主体包括支撑壳和运输带,所述运输带通过运输辊转动安装在所述支撑壳内,所述支撑壳的侧壁上固定有运输电机,所述运输辊和所述运输电机的输出轴相连接,所述支撑壳的内壁上固定安装有对中装置,所述冲压机构包括冲头机构、动力机构和冲座机构,所述冲头机构和所述冲座机构分别安装在所述支撑壳的对侧内壁上,所述支撑壳的两侧内壁上均安装有所述动力机构,所述支撑壳上安装有同步机构,所述支撑壳的侧壁上通过电源线设有电源接头。
6.优选的,所述支撑壳的底部开设有出料口,所述出料口位于所述冲头机构的下方,所述支撑壳的底部固定有支撑腿。
7.优选的,所述对中机构包括对中伸缩杆、安装架和对中转筒,所述对中转筒转动安装在所述安装架上,所述安装架固定在所述对中伸缩杆上,所述安装架的侧壁上固定有限位杆,所述支撑壳的侧壁上开设有通行孔,所述限位杆延伸至所述通行孔内。
8.优选的,所述安装架上固定安装有驱动电机,所述驱动电机的输出轴和所述对中转筒相连接。
9.优选的,为了方便更换罐盖的冲压规格,所述冲头机构包括第一安装盘和冲压块,所述第一安装盘转动安装在所述支撑壳的内壁上,所述第一安装盘上开设有第一安装口,
所述冲压块滑动安装在所述第一安装口内,为了方便罐盖的自动脱离,所述冲压块的侧壁上固定有缓冲板,所述缓冲板的侧壁和所述第一安装盘的侧壁之间固定连接有缓冲弹簧,所述第一安装盘的侧壁上固定有缓冲杆,所述缓冲杆滑动卡接并穿过所述缓冲板上,所述冲座机构包括第二安装盘和冲座块,所述冲座块滑动安装在所述第二安装盘上,为了方便冲座块复位,所述冲座块的侧壁上固定有复位板,所述复位板的侧壁和所述第二安装盘之间固定连接有复位弹簧,所述第二安装盘的侧壁上固定有导向杆,所述导向杆滑动卡接并穿过所述复位板。
10.优选的,为了方便同步第一安装盘和第二安装盘的转动角度,所述同步机构包括同步电机和同步杆,所述同步杆转动安装在所述支撑壳内,所述同步杆的两端均延伸至所述支撑壳外,且所述同步杆的两端分别通过同步带和所述第一安装盘以及所述第二安装盘相连接,所述同步电机的输出轴和所述同步杆相连接,所述同步电机通过支撑板固定在所述支撑壳的侧壁上。
11.优选的,为了方便推动冲座块或者冲压块,所述动力机构包括动力伸缩杆和冲压板,所述动力伸缩杆固定在所述支撑壳的侧壁上,所述冲压板固定在所述动力伸缩杆上,所述冲压板的侧壁上固定有稳固杆,所述稳固杆滑动卡接在所述支撑壳的侧壁上。
12.本实用新型的有益效果是:
13.本实用新型的运输主体能够源源不断的进行物料输送,对中机构能够将原料卷材固定在中心位置,避免原料卷材歪斜移位,然后冲压机构能够连续的进行冲压,并自动使罐盖分离,而且冲压机构上的冲头机构和冲座机构能够同步旋转,改变冲压的罐盖规格,方便对不同规格的罐盖进行冲压制造。
附图说明
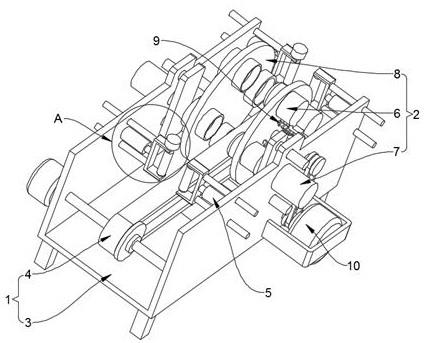
14.图1为本实用新型的立体结构示意图。
15.图2为本实用新型a处的结构示意图。
16.图3为本实用新型的剖视结构示意图。
17.图4为本实用新型同步机构的结构示意图。
18.附图标记说明:图中:1、运输主体;2、冲压机构;3、支撑壳;4、运输带;5、对中机构;6、冲头机构;7、动力机构;8、冲座机构;9、缓冲弹簧;10、同步机构;11、对中伸缩杆;12、安装架;13、对中转筒;14、第一安装盘;15、冲压块;16、第二安装盘;17、冲座块;18、同步电机;19、同步杆;20、动力伸缩杆;21、冲压板。
具体实施方式
19.下面结合附图对本实用新型作进一步说明:
20.如图1-4所示,本实施例提供罐盖生产用自动化冲压装置,包括运输主体1和冲压机构2,运输主体1主要作为对原料的运输,然后冲压机构2能够对原材料进行加工处理,冲压机构2安装在运输主体1上,运输主体1包括支撑壳3和运输带4,运输带4通过运输辊转动安装在支撑壳3内,支撑壳3的侧壁上固定有运输电机,运输辊和运输电机的输出轴相连接,在使用时,运输电机能够带动运输辊旋转,进而使运输带4运作,在使用时需要将制作罐盖的原材料竖放在运输带4上,支撑壳3的内壁上固定安装有对中机构5,而对中机构5能够将
原材料限制固定在运输带4上,对中机构5包括对中伸缩杆11、安装架12和对中转筒13,对中转筒13转动安装在安装架12上,安装架12固定在对中伸缩杆11上,安装架12的侧壁上固定有限位杆,支撑壳3的侧壁上开设有通行孔,限位杆延伸至通行孔内,安装架12上固定安装有驱动电机,驱动电机的输出轴和对中转筒13相连接,放置好原材料后,对中伸缩杆11能够伸长带动安装架12移动,进而使对中转筒13贴合在原材料两侧,而驱动电机能够在使用时带动对中转筒13旋转,进而辅助原材料进给移动,冲压机构2包括冲头机构6、动力机构7和冲座机构8,冲头机构6和冲座机构8分别安装在支撑壳3的对侧内壁上,支撑壳3的两侧内壁上均安装有动力机构7,动力机构7能够为冲头机构6和冲座机构8提供压合的动力,支撑壳3上安装有同步机构10,同步机构10能够同步冲头机构6和冲座机构8旋转,支撑壳3的侧壁上通过电源线设有电源接头,在使用时需要将电源接头和外部电源相连接,支撑壳3的底部开设有出料口,出料口位于冲头机构6的下方,在冲压完成后,罐盖能够有出料口落出,支撑壳3的底部固定有支撑腿。
21.冲头机构6包括第一安装盘14和冲压块15,第一安装盘14转动安装在支撑壳3的内壁上,第一安装盘14上开设有第一安装口,冲压块15滑动安装在第一安装口内,冲压块15的侧壁上固定有缓冲板,缓冲板的侧壁和第一安装盘14的侧壁之间固定连接有缓冲弹簧9,第一安装盘14的侧壁上固定有缓冲杆,缓冲杆滑动卡接并穿过缓冲板上,在使用时,动力机构7能够推动冲压块15,使冲压块15移动至运输带4的上方,然后配合冲座块17进行冲压,冲压下的罐盖会覆盖在冲压块15上,而在动力机构7复位后,缓冲弹簧9能够推动缓冲板,进而带动冲压块15移动,而罐盖则被第一安装盘14所阻挡,然后由出料口落下,而被冲压后的残料会继续相一侧移动,直到移出支撑壳3外。
22.冲座机构8包括第二安装盘16和冲座块17,冲座块17滑动安装在第二安装盘16上,冲座块17的侧壁上固定有复位板,复位板的侧壁和第二安装盘16之间固定连接有复位弹簧,第二安装盘16的侧壁上固定有导向杆,导向杆滑动卡接并穿过复位板,同步机构10包括同步电机18和同步杆19,同步杆19转动安装在支撑壳3内,同步杆19的两端均延伸至支撑壳3外,且同步杆19的两端分别通过同步带和第一安装盘14以及第二安装盘16相连接,同步电机18的输出轴和同步杆19相连接,同步电机18通过支撑板固定在支撑壳3的侧壁上,在使用时,冲座机构8一侧的动力机构7能够推动冲座块17移动,使冲座块17移动至原材料的一侧,然后继续冲压即可,由于在动力机构7不运作时,冲压机构2和冲座机构8均不受其他部件阻挡,因此能够在同步电机18的带动下同步旋转,即同步电机18带动同步杆19旋转,然后再由同步杆19通过同步带带动第一安装盘14和第二安装盘16旋转即可,直到使另一规格的冲座块17和冲压块15到位。
23.动力机构7包括动力伸缩杆20和冲压板21,动力伸缩杆20固定在支撑壳3的侧壁上,冲压板21固定在动力伸缩杆20上,冲压板21的侧壁上固定有稳固杆,稳固杆滑动卡接在支撑壳3的侧壁上,动力伸缩杆20能够带动冲压板21移动,进而推动冲压块15或冲座块17移动,而冲压板21能够在冲压块15或冲座块17旋转一定角度后仍能够推动冲压块15或冲座块17,以方便微调冲压位置。
24.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有
各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1