一种用于小齿高的磨齿工装的制作方法
1.本实用新型涉及机加工工装的技术领域,具体涉及一种用于小齿高的磨齿工装。
背景技术:
2.随着机械制造工业中对于传动需求的提高,其对于传动部件的精度要求逐步提高,为了提高其齿轮的精度,通常采用磨齿工艺来对齿轮进行加工。
3.为了便于磨齿工艺的操作,通常需要设置磨齿工装来进行装夹定位,通过装夹定位后将工件置于磨齿设备中进行磨齿操作。然而现有装夹工装中,大多是用于对齿高较大的齿轮进行加工,故在加工时不会出现砂轮与装夹工装干涉的情况,然而现有一些领部件本身尺寸较小,且其传动的齿轮的齿高较小,这就要求其磨齿必须有更高的精度,以此来提升其装配使得配合精度,提升传动性能,为了解决这一问题,现有技术中如专利号201120342249.2提供了一种顶尖装置,该顶尖装置由基座,在基座上顶尖套筒,在顶尖套筒内固定有合金衬套,通过在衬套上设置倒角锥面来实现小齿轴的加工。然而通过设置衬套来定位工件的这种方式在工件在装夹时稳定性不强,且倒角锥面这种方式对于小齿高的工件加工有局限性,也就是该局限性表现在零部件其夹持轴的一端必须有较长的长度。故对此还有较大的提升空间,由此亟需一种用于小齿高的磨齿工装。
技术实现要素:
4.针对现有技术中的缺陷,本实用新型提供一种用于小齿高的磨齿工装,以提高加工精度,提升装夹的稳定性。
5.为达到上述目的,本实用新型提供了一种用于小齿高的磨齿工装,包括底座与主体部,所述主体部具有连接端与装配端,所述装配端外径小于工件齿根圆直径,并由所述装配端以曲线逐步扩大延伸至连接端,使得所述主体部外表面为曲面;所述连接端与所述底座配合并连接在所述底座,所述装配端内加工有喇叭容置口,由喇叭容置口朝连接端延伸设置有顶尖通道,所述顶尖通道内设置有一装配顶尖,所述装配顶尖的尖端朝向喇叭容置口延伸,装配顶尖的底端通过一弹簧连接在一限位块上,所述限位块连接在所述连接端内。
6.根据上述磨齿工装,在装配时将工件一端通过喇叭容置口伸入到顶尖通道内,并通过装配顶尖抵紧工件进行装夹;由于装夹时工件一部分伸入到了顶尖通道内,这使得工件上下方向通过喇叭口和通道限位,无疑使得装夹更为稳定;因此在装夹稳定性方面,本身申请的方式相对现有装夹工装更为稳定。
7.以上这种方式,装配端的外径小于工件齿根圆外径,且由装配端到连接端为曲线扩大方式,这使得靠近工件端工装不会影响齿轮的磨齿加工;进一步在进行小齿高加工时不会对磨齿砂轮产生影响,且能够使得在轴向有一定的加工空间,极大提升了磨齿砂轮对于齿轮轮廓的进一步加工的空间,显然能够提升对于齿轮产品的精度,因此,相对于现有的装夹方式来说,在具有稳定的装夹方式下还能够通过其结构提供足够的加工空间。
8.根据本技术的一方面,所述装配端上连接有一防转螺栓,所述防转螺栓与所述限
位块接触,以使得通过防转螺栓抵紧所述限位块。
9.以这种方式,通过将防转螺栓连接在主体部外壁的方式将其抵紧限位块,使得限位块更加稳定,进一步提升了装配顶尖的稳定性。
10.根据本技术的另一方面,所述喇叭容置口的锥度角为α,其中α=40
°
。
11.以上述这种方式,其中锥度角的确定是通过多次实践中取得的,如果该锥度角小于20
°
会影响锥度配合的紧密性,使得稳定性不够,而大于40度后会在加工完成拆卸时困难,故本技术选用了配合度与拆卸难度适中的40
°
作为其喇叭口的锥度角。
12.根据本技术的一方面,所述底座内具有内腔孔,所述内腔孔内设置有活塞与压盖,所述活塞密封连接在内腔孔中,所述压盖连接在底座上并阻挡所述活塞,在所述活塞与所述压盖之间留有液压间隙,所述液压间隙连通有进出油通道,以使得活塞能够在内腔孔内沿轴向活动以此来推动所述装配顶尖。
13.以上这种方式,使得在加工完成后,通过液压的方式来驱动活塞移动,活塞移动会与限位块一侧的堵塞接触并施加推力,而防转螺栓使得限位块只能沿轴向移动,由此推动顶尖移动将工件推出,使得取出工件更加便捷。
14.根据本技术的另一方面,所述活塞与所述压盖之间还设置有一定位柱。
15.以上这种方式,使得装配时能够以此为参考,并能够起到活塞移动的导向作用。
附图说明
16.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
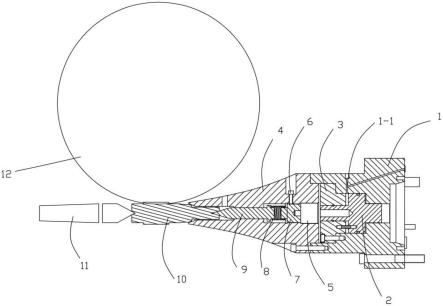
17.图1为本实用新型一实施例提供的磨齿工装的结构图。
18.附图中,底座1、进出油通道1-1、活塞2、压盖3、主体部4、堵塞5、防转螺栓6、限位块7、弹簧8、装配顶尖9、工件10、设备顶尖11、砂轮12。
具体实施方式
19.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
20.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
21.如图1所示,本技术的一具体实施例为:一种用于小齿高的磨齿工装,该工装在工装时与设备顶尖11、砂轮12配合加工,砂轮12与工件10接触来进行加工,而设备顶尖11与本技术中的磨齿工装配合进行装夹;该磨齿工装包括底座1与主体部4,所述主体部4具有连接端与装配端,所述装配端外径小于工件10齿根圆直径,并由所述装配端以曲线逐步扩大延伸至连接端,使得所述主体部4外表面为曲面;所述连接端与所述底座1配合并连接在所述底座1,所述装配端内加工有喇叭容置口,由喇叭容置口朝连接端延伸设置有顶尖通道,所述顶尖通道内设置有一装配顶尖9,所述装配顶尖9的尖端朝向喇叭容置口延伸,装配顶尖9
的底端通过一弹簧8连接在一限位块7上,所述限位块7连接在所述连接端内;所述装配端上连接有一防转螺栓6,所述防转螺栓6与所述限位块7接触,以使得通过防转螺栓6抵紧所述限位块7,所述喇叭容置口的锥度角α为40
°
,所述限位块7上还设置有一堵塞5。
22.其中,上述实施例中,所述底座1内具有内腔孔,所述内腔孔内具有梯级结构的限位台阶,在限位台阶内设置有活塞2与压盖3,所述活塞2通过o型密封圈密封连接在内腔孔中,所述压盖3连接在底座1上并阻挡所述活塞2,在所述活塞2与所述压盖3之间留有液压间隙,液压间隙连通有液压油的进出油通道1-1,通过进出油通道1-1来进行液压油的注入和吸出,由此来实现活塞2的推动;为了实现其密封性能,活塞2与压盖3接触位置设置有o型密封圈,所述活塞2与所述压盖3之间还设置有一定位柱。
23.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1