用于船用柴油机气缸盖加工的立式工装夹具的制作方法
1.本实用新型涉及船用柴油机气缸盖的制造工艺装备,特别涉及一种用于船用柴油机气缸盖加工的立式工装夹具,属于柴油机制造技术领域。
背景技术:
2.气缸盖是船用柴油机的大型重要零部件,单个零件重量能达到6吨,直径达到1.8米。气缸盖是船用柴油机燃烧室的重要组成部件,其安装在气缸套上方,与气缸套组成柴油机的燃烧室,上面安装有排气阀、燃油阀、气阀、冷却水套等零部件。气缸盖经过立式车床加工完外形后,要上镗床加工其平面及外圆上的众多阀孔和冷却水孔,这些阀孔及冷却水孔的精度要求很高,是气缸盖上的重要加工部位。
3.按照传统的工艺方法,气缸盖是装夹在专用工装上进行加工的,如图1和图2所示,传统工装主要包括固定在底座上的靠山铁墩1及滚轮2,气缸盖3被放置于滚轮2上,其小端端面4贴近靠山铁墩1。加工时先利用滚轮2带动气缸盖3旋转,找到需要加工的某角度位置的阀孔7的中心,再在气缸盖3的中心安装紧固螺栓5,将紧固压板6穿过紧固螺栓5以压紧工件,然后开始该阀孔7的加工;该角度上阀孔7的加工完成后,松开紧固压板5,再利用滚轮2旋转工件,找到另一个角度阀孔7的中心位置,再压紧紧固压板5,之后进行后续加工;重复上述步骤以完成其余所有阀孔的加工。
4.按照所述工艺方法,加工一个气缸盖需要多次松开及压紧紧固压板5,并利用滚轮2不断调整气缸盖3的角度,逐个进行阀孔7的加工。该工艺方法操作步骤繁琐,加工过程中需要操作人员多次人工介入进行拆、装工件操作,而且按照这种装夹方式,当紧固压板5松开时,就存在有气缸盖3倾覆的安全隐患,同时当气缸盖3具有扁式平面21时(见图3),气缸盖3就不能在滚轮2上进行旋转,从而导致无法装夹加工。因此目前的传统工装及加工方法存在有劳动强度大、辅助时间长、加工效率低、适用范围窄的缺点,是一种低效、高劳动强度且不安全的工艺方法,需要改进。
技术实现要素:
5.本实用新型的目的在于,克服上述现有技术的不足,提供一种用于船用柴油机气缸盖加工的立式工装夹具,在机床加工时对气缸盖进行定位装夹并自动旋转转换工位,在一次装夹中完成全部加工内容,中间过程无需多次重复拆装工件,从而达到降低劳动强度、减少辅助时间、提高作业效率、减少安全风险的效果。
6.为了达到上述目的,本实用新型的技术解决方案如下:
7.一种用于船用柴油机气缸盖加工的立式工装夹具,安装于机床工作台上,包括固定在底座上的靠山铁墩及滚轮,该滚轮位于所述靠山铁墩之前,所述气缸盖上设有多个通孔;其特征在于:所述的立式工装夹具包括包括卡盘、中心定位芯轴、压紧螺栓、压板、等高支撑、制动盘、锁紧装置、中心轴、电机和传动皮带;
8.所述中心轴通过轴承设置于所述靠山铁墩上,所述卡盘和制动盘位于所述靠山铁
墩的前方,轴心均固定于所述中心轴上且随该中心轴转动,所述制动盘设置于所述卡盘与靠山铁墩之间,所述气缸盖通过所述压紧螺栓和压板固定连接于所述卡盘的前方,该气缸盖的外周的下部支撑于所述滚轮上,所述等高支撑压紧于所述卡盘与气缸盖之间,所述中心定位芯轴安装于所述卡盘中心的前端,用于对所述气缸盖进行中心定位,所述电机安装于所述靠山铁墩背面的底座上,通过传动皮带连接传动所述中心轴,从而所述电机驱动该中心轴旋转,进而通过所述卡盘带动所述气缸盖转动,所述锁紧装置固定在所述靠山铁墩上且对所述制动盘进行锁定,从而锁定所述卡盘和气缸盖的位置。
9.进一步地,所述的锁紧装置包括固定座和紧定螺钉,所述固定座固定于所述靠山铁墩上,所述紧定螺钉旋接在该固定座上且端部顶紧所述制动盘的边缘。
10.进一步地,所述的等高支撑设有中心孔,所述压紧螺栓一端连接于所述卡盘,另一端穿过该等高支撑的中心孔和所述气缸盖的通孔,与所述压板连接,从而将所述气缸盖固定连接于所述卡盘上。
11.进一步地,所述的等高支撑的高度根据不同机型的气缸盖的尺寸确定。
12.进一步地,通过调节所述滚轮的高低位置以及所述中心轴的轴承的间隙,调整所述滚轮的承压力至合理范围。
13.与现有技术相比,本实用新型的有益效果是:
14.1、利用所述立式工装夹具进行加工时,只需要一次装夹,中途不需要拆、装工件,即可完成单个气缸盖上的全部加工内容,省时省力,达到了缩短加工周期、提高加工效率的效果
15.2、所述立式工装夹具是通过滚轮驱动卡盘,卡盘再带动气缸盖旋转,因此装夹时气缸盖的周边为悬空状态,所以能够应用于带有扁式平面的气缸盖的加工,使本实用新型的适用范围更广。
16.3、气缸盖加工过程中避免了多次拆、装工件的操作,从而降低了气缸盖工件倾覆的安全风险。
17.4、本实用新型通过电机驱动中心轴,以带动气缸盖旋转,实现了自动转换工位,降低了劳动强度。
18.综上所述,所述立式工装夹具通用于不同机型的气缸盖的加工,实现了在一次装夹中完成气缸盖的全部加工内容,减少了辅助时间、降低了工艺成本、提高了作业效率,具有安全可靠性的优点。
附图说明
19.图1是气缸盖传统装夹方式的示意图。
20.图2是图1的左视图。
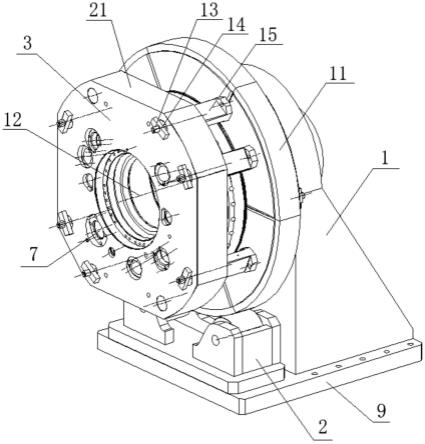
21.图3是本实用新型的立体图。
22.图4是本实用新型的侧视图。
23.图5是图4的左视图。
24.图中,
25.1—靠山铁墩,2—滚轮,3—气缸盖,4—小端端面,5—紧固螺栓,6—紧固压板,7—阀孔,9—底座,11—卡盘,12—中心定位芯轴,13—压紧螺栓,14—压板,15—等高支撑,
16—制动盘,17—锁紧装置,18—中心轴,19—电机,20—传动皮带,21—扁平面。
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步的阐述,但下述的实施例并非用来限定本实用新型的实施范围,凡依据本说明书的内容所做的等同替换和修改,都应属于本实用新型要求保护的技术范围。
27.本实用新型安装于镗床的工作台上,用于船用柴油机气缸盖上各种阀孔、冷却水孔、扁式平面等的加工,该气缸盖的圆周上设有多个通孔。
28.如图3、图4和图5所示,所述立式工装夹具的组成主要包括滚轮2、底座9、靠山铁墩1、卡盘11、中心定位芯轴12、压紧螺栓13、压板14、等高支撑15、制动盘16、锁紧装置17、中心轴18、电机19和传动皮带20。
29.所述立式工装夹具各构件的装配关系如下:
30.滚轮2及靠山铁墩1均固定安装在底座9上,并且滚轮2位于靠山铁墩1之前;中心轴18通过轴承设置于靠山铁墩1的上部,卡盘11通过轴心固定于中心轴18上且随该中心轴18转动,在卡盘11与靠山铁墩1之间的中心轴18上固定有制动盘16,并配有锁紧装置17;锁紧装置17包括固定座和紧定螺钉,固定座固定于靠山铁墩1上,紧定螺钉旋接在该固定座上且端部顶紧制动盘16的边缘,对制动盘16进行锁定,从而锁定卡盘11和气缸盖3的位置;在靠山铁墩1背面安装有电机19,电机19与中心轴18之间通过传动皮带20连接传动,进而通过卡盘11带动气缸盖3转动。
31.中心定位芯轴12安装于卡盘11中心,用于中心定位气缸盖3;根据不同机型的气缸盖3,在卡盘11上安装不同高度的等高支撑15,气缸盖3放置于等高支撑15上,等高支撑15压紧于卡盘11与气缸盖3之间,压紧螺栓13一端连接于卡盘11,另一端穿过等高支撑15的中心孔和气缸盖的通孔与压板14连接,从而将气缸盖3固定连接于卡盘11上。
32.卡盘11虽然通过中心轴18与靠山铁墩1固定,但为了确保安装气缸盖3后整体卡盘11的平衡性能,滚轮2支撑于卡盘11下方,通过合理调节滚轮2的高低位置以及中心轴18的轴承间隙,让滚轮2适当受力,从而使所述立式工装夹具结构更加简化,经济成本更低。
33.应用本实用新型进行气缸盖加工的工作过程见图4和图5:
34.在所述立式工装夹具上安装好气缸盖3后,可以开始气缸盖3的加工。
35.1、首先松开锁紧装置17,启动电机19转动,通过传动皮带20带动中心轴18及卡盘11转动,从而实现气缸盖3的转动;旋转找到某个需要加工的阀孔7的中心位置后,再通过装置17及制动盘16锁紧卡盘11及气缸盖3,机床即可开始该阀孔7的加工。
36.2、首个阀孔7全部加工完成后,即可重复以上步骤,再次找到下个阀孔7的位置,或者扁平面21的位置,进行下一步的加工,直至该次装夹中气缸盖3上所有工序内容的加工完成,然后拆除压板14,工件下车,该气缸盖3的所有加工工序完成。
37.本实用新型可适用于多种机型气缸盖的加工,在一次装夹中能够完成整个气缸盖的全部加工内容,减少了辅助时间、降低了工艺成本、提高了作业效率,具有安全可靠性的优点。
38.上述仅为本实用新型的较佳实施例,并非用来限定本实用新型的范围,即凡依本实用新型的内容所作的等效变化与修饰,都应为本实用新型的技术范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1