一种长针与圆针通用款自动上料插针设备的制作方法
1.本实用新型涉及纸片插针设备技术领域,具体是涉及一种长针与圆针通用款自动上料插针设备。
背景技术:
2.现有手机盒需配套装有一枚卡针,现阶段多为人工装手机卡针或圆针为手工装配而长针为机械设备自动组装,由于圆针和长针的结构不同,现有的自动化组装长针设备无法对圆针进行组装,生产过程中容易压伤产品,并且在生产过程中对手机卡针传导的方式以及夹持方式都相应改变,无法实现两种针形通用的效果;
3.为此,我们提出一种能解决圆针与长针通用性同时解决产品损坏问题,并提供自动检测功能的一种长针与圆针通用款自动上料插针设备来解决上述技术问题。
技术实现要素:
4.针对上述问题,提供一种长针与圆针通用款自动上料插针设备,通过复合式圆针进料机构和长针进料机构实现了对不同针形组装时的自由转换,并配合检测机构对组装完毕的卡针进行自检,从而解决现有技术设备仅能对长针进行自动化组装和无法对产品进行检测的技术问题。
5.为解决现有技术问题,本实用新型采用的技术方案为:
6.一种长针与圆针通用款自动上料插针设备,包括工作台、卡纸上料传导装置、预折机构、折耳顶压机构、进料装置、夹针机构和检测机构;
7.卡纸上料传导装置呈水平状态设置工作台上,卡纸上料传导装置上设置有预折耳点和插针点;
8.预折机构和折耳顶压机构沿着卡纸上料传导装置的传输方向依次排列设置于预折点和插针点的正下方;
9.进料装置横跨设置于卡纸上料传导装置上设置的插针点正上方;
10.夹针机构呈倾斜状态可调节的设置于进料装置输出端一侧;
11.检测机构横跨设置于卡纸上料传导装置正上方,检测机构靠近卡纸上料传导装置输出端设置;
12.进料装置还包括固定基座、横板、圆针进料机构、长针进料机构、振动送料盘和传输轨道;
13.横板通过基座横跨固定设置于卡纸上料传导装置上方;
14.圆针进料机构和长针进料机构滑动设置于横板上;
15.振动送料盘配合传输轨道分别对圆针进料机构和长针进料机构内进行送料。
16.优选的,卡纸上料传导装置包括卡纸托架、同步带传输单元和吸料单元;
17.同步带传输单元水平设置于工作台上;
18.卡纸托架设置于同步带传输单元进料端用于承载卡纸;
19.吸料单元竖直设置于卡纸托架正下方,吸料单元固定安装于同步带传输单元上。
20.优选的,预折机构包括第一驱动气缸、第一折耳架、第一固定架、第二固定架、抵触架、第二驱动气缸和第二折耳架;
21.第一驱动气缸通过第一固定架竖直设置于预折耳点的正上方;
22.第一折耳架竖直固定安装于第一驱动气缸的输出端;
23.第一折耳架折耳端的两侧还对称开设有一个第一缺口;
24.第二驱动气缸通过第二固定架相对固定安装于同步带传输单元的正下方;
25.抵触架竖直固定安装于固定架上,抵触架的抵触端正对第一折耳架的折耳端设置;
26.凸块垂直设置于抵触架顶部一侧;
27.第二折耳架竖直固定安装于第二驱动气缸输出端,第二折耳架的折耳端还开设有一个第二缺口,所述第二缺口呈“y”字形设置。
28.优选的,折耳顶压架构包括第三驱动气缸、活动架、第一手指气缸和顶压夹具;
29.第三驱动气缸通过固定架固定设置于插针点的正下方;
30.第一手指气缸通过活动架固定安装于第三驱动气缸输出端;
31.顶压夹具设置有两个,两个顶压夹具相对设置于第一手指气缸的驱动端。
32.优选的,圆针进料机构包括圆针存储模块、圆针推送模块、圆针限卡模块和调节板;
33.圆针限卡模块通过调节板滑动设置于横板上;
34.圆针存储模块可拆卸的罩盖设置于圆针限卡模块表面,圆针存储模块的进料端与传输轨道连通设置;
35.圆针推送模块通过固定架固定安装于圆针限卡模块的正上方。
36.优选的,圆针存储模块包括进针凹槽、存针腔和挡块;
37.存针腔自圆针存储模块表面倾斜朝向圆针存储模块背侧倾斜贯穿开设;
38.进针凹槽开设于圆针存储模块的表面,进针凹槽的深度大于一个圆针的厚度小于两个圆针的厚度;
39.挡块居中设置于圆针存储模块正下方。
40.优选的,圆针限卡模块包括导料凹槽、滑槽和三角挡块;
41.导料凹槽沿着圆针推动模块的推送方向开设于圆针限卡模块的表面,导料凹槽内还开设有滑槽;所述导料凹槽的深度大于一个圆针的厚度小于两个圆针的厚度;
42.三角挡块设置有两组,两组三角挡块相对弹性设置于导向凹槽两侧,两组三角挡块靠近导向凹槽底部设置。
43.优选的,夹针机构包括多角度调节单元和夹针元件;
44.多角度调节单元呈倾斜状态固定安装于固定基座一侧;
45.夹针元件滑动设置于多角度调节单元调节端;
46.夹针元件还包括滑块、第二手指气缸和取插夹具;
47.第二手指气缸通过滑块滑动设置于多角度调节单元调节端;
48.取插夹具设置有两组,两组取插夹具相对设置于第二手指气缸驱动端,两组取插夹具用以对圆针工作端进行夹持以及插放工作。
49.优选的,多角度调节单元包括滑轨、滑块、转动架、横杆、固定架、第一电动推杆和第二电动推杆;
50.滑轨倾斜固定设置于固定基座一侧;
51.滑块滑动设置于滑轨上;
52.转动架可转动的卡夹设置于滑块两侧;
53.横杆水平固定安装于转动架端部;
54.第一电动推杆通过第四固定架铰接设置于固定基座上,第一电动推杆的工作端通过转动件铰接设置于转动架一侧;
55.第二电动推杆固定安装于第四固定架上,第二电动推杆的输出端穿过第四固定架与滑块固定连接。
56.优选的,第五固定架、前导电针、后导电针、扩张头和第四驱动气缸;
57.第五固定架横跨设置于卡纸上料传导装置正上方;
58.第四驱动气缸竖直设置于第五固定架上;
59.固定板水平固定安装于第四驱动气缸输出端;
60.前导电针和后导电针相对垂直设置于固定板正下方;
61.撑扩头垂直设置于前导电针和后导电针之间。
62.本技术相比较于现有技术的有益效果是:
63.1.本技术通过卡纸上料传导装置实现对卡纸的自动上料及传输工作,并依次配合预折机构和折耳顶压机构对卡纸上的折耳进行预折以及组装前的顶压工作,保证折耳在组装前的统一性,确保在对圆针进行组装前,折耳始终保持垂直状态便于后期组装。
64.2.本技术通过圆针进料机构和长针进料机构的配合,实现了如何在对不同卡针针形进行组装时,在圆针和长针之间可以自由切换的工作,解决了现有卡针组装设备只能对长针进行自动化组装的工作。
65.3.本技术通过检测机构实现了如何对组装完毕的卡针进行自动检测的工作,在检测卡针良、次品的同时,检测卡纸上是否有无卡针。
附图说明
66.图1是一种长针与圆针通用款自动上料插针设备的立体图一;
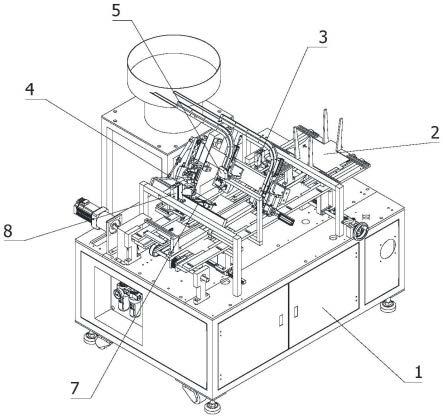
67.图2是一种长针与圆针通用款自动上料插针设备的立体图二;
68.图3是一种长针与圆针通用款自动上料插针设备中去除工作台的立体图;
69.图4是一种长针与圆针通用款自动上料插针设备中卡纸上料传导装置、预折机构和折耳顶压机构立体图;
70.图5是一种长针与圆针通用款自动上料插针设备中预折机构立体图;
71.图6是一种长针与圆针通用款自动上料插针设备的进料装置和夹针机构立体图;
72.图7是一种长针与圆针通用款自动上料插针设备的夹针机构部分结构立体图;
73.图8是一种长针与圆针通用款自动上料插针设备中去除工作台的侧视图;
74.图9是一种长针与圆针通用款自动上料插针设备中折耳顶压机构立体图;
75.图10是一种长针与圆针通用款自动上料插针设备中检测机构立体图;
76.图11是一种长针与圆针通用款自动上料插针设备中圆针进料机构立体图;
77.图12是一种长针与圆针通用款自动上料插针设备中圆针进料机构分解立体图;
78.图13是一种长针与圆针通用款自动上料插针设备中圆针限卡模块立体图;
79.图14是一种长针与圆针通用款自动上料插针设备中圆针存储模块立体图。
80.图中标号为:
81.1-工作台;
82.2-卡纸上料传导装置;21-卡纸托架;22-同步带传输单元;23-吸料单元;
83.3-预折机构;31-第一固定架;32-第一驱动气缸;33-第一折耳架;331-第一缺口;34-第二固定架;35-抵触架;351-凸块;36-第二驱动气缸;37-第二折耳架;371-第二缺口;
84.4-折耳顶压机构;41-第三驱动气缸;42-活动架;43-第一手指气缸;44-顶压夹具;
85.5-进料装置;51-固定基座;52-横板;53-圆针进料机构;531-圆针存储模块;5311-进针凹槽;5312-存针腔;532-圆针推送模块;5321-第三固定架;5322-直线驱动器;5323-滑条;533-圆针限卡模块;5331-三角挡块;5332-导料凹槽;5333-滑槽;534-调节板;54-长针进料机构;55-振动送料盘;56-传输轨道;
86.7-夹针机构;71-多角度调节单元;711-滑轨;712-第一滑块;713-转动架;714-横杆;715-第四固定架;716-第一电动推杆;717-第二电动推杆;72-夹针元件;721-第二滑块;722-第二手指气缸;723-取插夹具;
87.8-检测机构;81-第五固定架;82-前导电针;83-后导电针;84-撑扩头;85-第四驱动气缸;86-固定板。
具体实施方式
88.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
89.参见图1至图14所示的:
90.一种长针与圆针通用款自动上料插针设备,包括工作台1、卡纸上料传导装置2、预折机构3、折耳顶压机构4、进料装置5、夹针机构7和检测机构8;
91.卡纸上料传导装置2呈水平状态设置工作台1上,卡纸上料传导装置2上设置有预折耳点和插针点;
92.预折机构3和折耳顶压机构4沿着卡纸上料传导装置2的传输方向依次排列设置于预折点和插针点的正下方;
93.进料装置5横跨设置于卡纸上料传导装置2上设置的插针点正上方;
94.夹针机构7呈倾斜状态可调节的设置于进料装置5输出端一侧;
95.检测机构8横跨设置于卡纸上料传导装置2正上方,检测机构8靠近卡纸上料传导装置2输出端设置;
96.其特征在于,进料装置5还包括固定基座51、横板52、圆针进料机构53、长针进料机构54、振动送料盘55和传输轨道56;
97.横板52通过基座横跨固定设置于卡纸上料传导装置2上方;
98.圆针进料机构53和长针进料机构54滑动设置于横板52上;
99.振动送料盘55配合传输轨道56分别对圆针进料机构53和长针进料机构54内进行送料。
100.工作状态下当需要对圆针或长针进行自动插针时,卡纸通过卡纸上料传导装置2进行传输,并且卡纸依次经过预折耳点和插针点,在卡纸经过预折耳点和插针点时卡纸分别通过预折机构3和折耳顶压机构4进行相应工位的预折工作以及传输至插针点时的折耳顶压工作,从而使得卡纸上的折耳始终处于折叠状态从而便于后期进料装置5配合夹针机构7将圆针或长针插放至折耳处;最后通过检测机构8检测完毕后导出;所述滑动设置于横板52上的圆针进料机构53和长针进料分别用以根据加工需求传输对应形状的卡针;长针进料机构54为现有技术,此处不做赘述。
101.参见图8所示的:
102.卡纸上料传导装置2包括卡纸托架21、同步带传输单元22和吸料单元23;
103.同步带传输单元22水平设置于工作台1上;
104.卡纸托架21设置于同步带传输单元22进料端用于承载卡纸;
105.吸料单元23竖直设置于卡纸托架21正下方,吸料单元23固定安装于同步带传输单元22上。
106.工作状态下卡纸堆叠设置于卡纸托架21上,当需要对卡纸进行送料时吸料单元23吸附端延伸吸附至堆叠的卡纸底部,并将卡纸吸拉至同步带传输单元22上,通过同步带传输单元22进行传输。
107.参见图5所示的:
108.预折机构3包括第一驱动气缸32、第一折耳架33、第一固定架31、第二固定架34、抵触架35、第二驱动气缸36和第二折耳架37;
109.第一驱动气缸32通过第一固定架31竖直设置于预折耳点的正上方;
110.第一折耳架33竖直固定安装于第一驱动气缸32的输出端;
111.第一折耳架33折耳端的两侧还对称开设有一个第一缺口331;
112.第二驱动气缸36通过第二固定架34相对固定安装于同步带传输单元22的正下方;
113.抵触架35竖直固定安装于固定架上,抵触架35的抵触端正对第一折耳架33的折耳端设置;
114.凸块351垂直设置于抵触架35顶部一侧;
115.第二折耳架37竖直固定安装于第二驱动气缸36输出端,第二折耳架37的折耳端还开设有一个第二缺口371,所述第二缺口371呈“y”字形设置。
116.当卡纸在同步带传输单元22的驱动下移动至预折耳点时,第一折耳架33在第一驱动气缸32的驱动下下压至卡纸上,第一折耳架33的折耳端对称开设的第一缺口331使其第一折耳架33的折耳端呈“t”字形设置,从而压在卡纸折耳处正中,第一折耳架33压紧后,第二驱动气缸36驱动第二折耳架37上升,自下而上将卡纸上的两个折耳处顶起,从而实现对卡纸折耳的预折工作。
117.参见图9所示的:
118.折耳顶压架构包括第三驱动气缸41、活动架42、第一手指气缸43和顶压夹具44;
119.第三驱动气缸41通过固定架固定设置于插针点的正下方;
120.第一手指气缸43通过活动架42固定安装于第三驱动气缸41输出端;
121.顶压夹具44设置有两个,两个顶压夹具44相对设置于第一手指气缸43的驱动端。
122.当卡纸经过预折叠并移动至插针点后,第三驱动气缸41输出端延伸带动第一手指
气缸43上升,第一手指气缸43上升的同时同步带动两个顶压夹具44上升,顶压夹具44在上升的同时分别穿过两个折耳孔,此时驱动第一手指气缸43输出端收缩,使得两个顶压夹具44相互靠近,从而实现对两个卡纸折耳的顶起夹持工作,使得两个卡纸折耳始终保持竖直状态,从而便于后期插针工作。
123.参见图6和图11所示的:
124.圆针进料机构53包括圆针存储模块531、圆针推送模块532、圆针限卡模块533和调节板534;
125.圆针限卡模块533通过调节板534滑动设置于横板52上;
126.圆针存储模块531可拆卸的罩盖设置于圆针限卡模块533表面,圆针存储模块531的进料端与传输轨道56连通设置;
127.圆针推送模块532通过固定架固定安装于圆针限卡模块533的正上方。
128.工作状态下圆针通过传输轨道56传输至圆针存储模块531内部存储,堆叠的圆针经过在圆针存储模块531内部引导缓慢朝向圆针限卡模块533方向靠近,当需要朝向夹针机构7送针时,只需驱动圆针推送模块532工作即可将圆针存储模块531内的圆针逐一送出,被送出的圆针会限卡至圆针限卡模块533底部待夹针架构夹取。
129.参见14所示的:
130.圆针存储模块531包括进针凹槽5311和存针腔5312和挡块5313;
131.存针腔5312自圆针存储模块531表面倾斜朝向圆针存储模块531背侧倾斜贯穿开设;
132.进针凹槽5311开设于圆针存储模块531的表面,进针凹槽5311的深度大于一个圆针的厚度小于两个圆针的厚度;
133.挡块5313居中设置于圆针存储模块531正下方。
134.工作状态下圆针通过传输轨道56传输依次顺着进针凹槽5311进入至存针腔5312内部,进针凹槽5311的开设的深度每次仅供一根圆针穿过,由于存针腔5312内部呈倾斜设置,进入至存针腔5312内部的针均会在重力的作用下朝向圆针存储模块531背侧即靠近圆针限卡模块533的一侧靠近,等待通过圆针推动模块驱动导出;所述圆针限卡模块533还包括有两个弹性三角挡块5331,两个弹性三角挡块5331相对居中设置于圆针限卡模块533下侧;两个弹性三角挡块5331围合形成一个“v”形限位槽;当夹针机构7夹取圆针杆部外拉时,两个弹性三角块同步外张,从而取出被独立推出的圆针。
135.参见图13所示的:
136.圆针限卡模块533包括导料凹槽5332、滑槽5333和三角挡块5331;
137.导料凹槽5332沿着圆针推动模块的推送方向开设于圆针限卡模块533的表面,导料凹槽5332内还开设有滑槽5333;所述导料凹槽5332的深度大于一个圆针的厚度小于两个圆针的厚度;
138.三角挡块5331设置有两组,两组三角挡块5331相对弹性设置于导向凹槽两侧,两组三角挡块5331靠近导向凹槽底部设置。
139.工作状态下圆针经过存针腔5312传导至卡钳至导料凹槽5332内部,并在重力的作用下顺着导料凹槽5332滑动移动至导料凹槽5332底部并抵触至两个三角挡块5331之间,此时的圆针工作端则会暴露至圆针限卡模块533外部,而圆针的手持部则会在两个三角挡块
5331的限位下处于圆针限卡模块533内,当需要夹持机构需要取针时,夹针机构7工作端夹持圆针工作端将圆针从两个三角挡块5331之间拉出即可。
140.参见图6和图2所示的:
141.夹针机构7包括多角度调节单元71和夹针元件72;
142.多角度调节单元71呈倾斜状态固定安装于固定基座51一侧;
143.夹针元件72滑动设置于多角度调节单元71调节端;
144.夹针元件72还包括滑块、第二手指气缸722和取插夹具723;
145.第二手指气缸722通过滑块滑动设置于多角度调节单元71调节端;
146.取插夹具723设置有两组,两组取插夹具723相对设置于第二手指气缸722驱动端,两组取插夹具723用以对圆针工作端进行夹持以及插放工作。
147.工作状态下当圆针通过圆针进料机构53逐一顶出后,需要对圆针进行取针时夹针元件72在多角度调节单元71的驱动下将夹针元件72调节至相应的角度后,驱动第二手指气缸722工作端同步收缩,同时驱动两组夹具相互靠近,从而实现对圆针的夹取工作。
148.参见图6和图7所示的:
149.多角度调节单元71包括滑轨711、滑块、转动架713、横杆714、固定架、第一电动推杆716和第二电动推杆717;
150.滑轨711倾斜固定设置于固定基座51一侧;
151.滑块滑动设置于滑轨711上;
152.转动架713可转动的卡夹设置于滑块两侧;
153.横杆714水平固定安装于转动架713端部;
154.第一电动推杆716通过第四固定架715铰接设置于固定基座51上,第一电动推杆716的工作端通过转动件铰接设置于转动架713一侧;
155.第二电动推杆717固定安装于第四固定架715上,第二电动推杆717的输出端穿过第四固定架715与滑块固定连接。
156.工作状态下当需要对圆针进行夹取时,首先接入外部电源驱动第二电动推杆717工作,使其第二电动推杆717驱动滑块在滑轨711上滑动移动至适当位置;随后驱动第一电动推杆716工作,通过第一电动推杆716的调节让转动架713转动调节至合适的夹持角度对圆针进行夹持,并在夹持后将圆针插放至卡纸上,从而完成对圆针的自动组装工作。
157.参见图10所示的:
158.第五固定架81、前导电针82、后导电针83、扩张头和第四驱动气缸85;
159.第五固定架81横跨设置于卡纸上料传导装置2正上方;
160.第四驱动气缸85竖直设置于第五固定架81上;
161.固定板86水平固定安装于第四驱动气缸85输出端;
162.前导电针82和后导电针83相对垂直设置于固定板86正下方;
163.撑扩头84垂直设置于前导电针82和后导电针83之间。
164.工作状态下当圆针通过进料装置5和夹针机构7组装至卡纸上后并在同步带传输单元22的驱动下移动至第四驱动气缸85的正下方后,第四驱动气缸85工作输出端延伸驱动固定板86下降,使其前导电针82和后导线针分别压合至卡针两头,接通电源后导通即判断为良品反之为次品,在前导电针82和后导电针83下降的过程中撑扩头84随之同步下降,辅
助卡纸上的两个折耳重新舒展,扣紧圆针。
165.本技术可以对圆针或长针进行组装时对两者之间进行自由切换,无需人工参与,组装效率高,并且可以对组装后的卡针进行自检,保证卡针合格率。
166.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1