铝合金车轮自适应多孔同时压钢套设备的制作方法
1.本实用新型涉及一种压装设备,具体地说是一种铝合金车轮自适应多孔同时压钢套设备。
背景技术:
2.在铝合金车轮的生产制造工过程中,钢套装配工艺是要求在铝合金车轮的螺栓孔处进行过盈配合的钢套安装,车轮钢套装配的质量直接影响汽车在行驶中的安全性,因此必须保证装配钢套时完全压装到位。
3.目前,常用的方法仍旧是使用液压驱动通过传统硬限位工装进行钢套装配,由于车轮机加工后的螺栓孔厚度存在一定的偏差,造成车轮螺栓孔在多孔同时压入时存在钢套无法同时完全压入的情况,且又无法判断其是否完全压装到位,这使得汽车在行驶过程中存在螺母脱落后车轮脱落的安全隐患。本专利基于此现状,提供一种铝合金车轮自适应多孔同时压钢套的设备,此设备能够解决钢套无法同时完全压装到位的问题。
技术实现要素:
4.本实用新型的目的是要提供一种铝合金车轮自适应多孔同时压钢套设备,此设备能够解决钢套无法同时完全压装到位的问题。
5.为了实现上述目的,本实用新型的技术方案是:铝合金车轮自适应多孔同时压钢套设备,由上顶板、中间板、下底板、支撑架、框架型材、电缸、主支撑轴、螺母i、螺母ii、螺母iii、螺母连接件、定位套、主轴导向套、导轨、导轨板、主支撑板、浮动板、弹簧销轴、喷码机、显示器、气缸滑轨、主压力传感器、压力传感器连接件、位移传感器、位移传感器板、位移传感器支架、压头压力传感器、碟簧、铜套、压头导向套、压头、压头上板、压头下板、压头定位板、压头支撑轴、压板i、压板ii、底座支撑下板、底座支撑限位板、导向柱、弹簧套、底座支撑板、定位板和定位块组成。
6.该设备分为三大部分,第一部分是设备主体部分,第二部分是压装部分,第三部分是底座支撑部分。
7.设备主体部分:支撑架、下底板、中间板、上顶板通过主支撑轴、主轴导向套、定位套、螺母i、螺母ii安装在一起,组成设备的主体。显示器固定在框架型材上,喷码机固定在下底板上。
8.压装部分:电缸安装在上顶板上,主压力传感器安装在中间板上方,螺母连接件、压力传感器连接件安装在一起后安装在中间板上方,电缸输出端通过螺母iii、螺母连接件和中间板连接在一起,压头部分安装在中间板上。工作时电缸驱动中间板上下移动,中间板带动压头部分进行压装。压头部分由位移传感器、位移传感器板、位移传感器支架、压头压力传感器、碟簧、铜套、压头、压头上板、压头下板、压头定位板、压头导向套、压头支撑轴、压板i、压板ii、安装在一起组成,其中压板i、压板ii安装在中间板上,位移传感器支架、压头支撑轴上端安装在压头下板上。碟簧、压头压力传感器、铜套、安装在压头上,位移传感器板
安装在压头上,再将组装后的压头安装在压头下板上。压头导向套安装在压头定位板上,再将安装后的压头定位板安装在压头支撑轴下端。位移传感器安装在位移传感器支架上后与位移传感器板贴合。将组装后的压头下板安装在压头上板上后插入压板i、压板ii内固定在中间板底部。
9.底座支撑部分:由导轨、导轨板、主支撑板、浮动板、弹簧销轴、定位板、支撑板i、支撑板ii、弹簧套、导向柱、底座支撑下板、底座支撑限位板组成,主支撑板、导轨、气缸滑轨安装在下底板上,导轨板安装在导轨上。浮动板通过弹簧销轴安装在导轨板上,定位板安装在浮动板上,底座支撑板一端安装在定位板上,另一端安装在底座支撑下板上。将导向柱和弹簧套安装在一起,安装在底座支撑下板上,导向柱在弹簧弹力作用下可竖直上下伸缩。底座支撑限位板穿过导向柱安装在底座支撑下板上,底座支撑限位板与车轮法兰面贴合,用于车轮的轴向定位,通过导向柱完成车轮的中心及周向定位。气缸滑轨通过定位块驱动导轨板带动底座支撑部分前、后滑动。
10.铝合金车轮自适应多孔同时压钢套设备工作过程为:首先设定压装工艺参数,然后将车轮所有螺栓孔与底座支撑部分的导向柱对中,接着将车轮安放在底座支撑部分的底座支撑限位板上,底座支撑限位板与车轮法兰面贴合,用于车轮的轴向定位,通过导向柱完成车轮的中心及周向定位,接着把钢套依次套在导向柱上。然后启动设备,轨道带动装载好车轮的底座支撑部分进入待压装区域,电缸驱动中间板向下移动,中间板带动压头部分进行钢套压装。此时,也就开始了铝合金车轮钢套自适应装配工作,当压头接触钢套时,钢套下压导向柱在弹簧弹力作用下竖直向下伸缩,位移传感器板向上移动触发位移传感器工作并自动记录压装过程位移数据,压头压力传感器记录过程压力数据并实时输出压装曲线,同时压头上安装的碟簧由于压力产生的形变可在压装过程中补偿装配产品的几何公差,实现了多孔同时压入、单孔自适应自我修正的功能。压装完成后电缸驱动中间板、压头部分向上移动复位,此时就解决了传统硬限位工装在螺栓孔厚度存在偏差时的钢套装配同时压入无法完全压装到位的问题。
11.本实用新型能适合铝合金车轮多孔同时装配的需要,能起到降低质量风险、提高生产效率的作用,实现产品数据的可追溯性,同时具有适应性强、结构可靠的特点。
附图说明
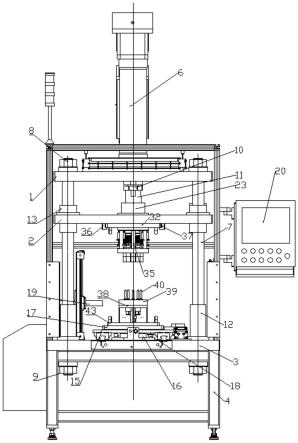
12.图1是本实用新型铝合金车轮自适应多孔同时压钢套设备的主视图。
13.图2是本实用新型铝合金车轮自适应多孔同时压钢套设备的左视图。
14.图3是本实用新型铝合金车轮自适应多孔同时压钢套设备的俯视图。
15.图4是本实用新型铝合金车轮自适应多孔同时压钢套设备的压头部分剖视图。
具体实施方式
16.下面结合附图详细说明依据本实用新型提出的具体装置的细节和工作情况。
17.铝合金车轮自适应多孔同时压钢套设备,由上顶板1、中间板2、下底板3、支撑架4、框架型材5、电缸6、主支撑轴7、螺母i8、螺母ii9、螺母iii10、螺母连接件11、定位套12、主轴导向套13、导轨14、导轨板15、主支撑板16、浮动板17、弹簧销轴18、喷码机19、显示器20、气缸滑轨21、主压力传感器22、压力传感器连接件23、位移传感器24、位移传感器板25、位移传
感器支架26、压头压力传感器27、碟簧28、铜套29、压头导向套30、压头31、压头上板32、压头下板33、压头定位板34、压头支撑轴35、压板i36、压板ii37、底座支撑下板38、底座支撑限位板39、导向柱40、弹簧套41、底座支撑板42、定位板43和定位块44组成。
18.该设备分为三大部分,第一部分是设备主体部分,第二部分是压装部分,第三部分是底座支撑部分。
19.设备主体部分:支撑架4、下底板3、中间板2、上顶板1通过主支撑轴7、主轴导向套13、定位套12、螺母i8、螺母ii9安装在一起,组成设备的主体。显示器20固定在框架型材5上,喷码机19固定在下底板3上。
20.压装部分:电缸6通过螺栓安装在上顶板1上,主压力传感器22通过螺栓安装在中间板2上方,螺母连接件11、压力传感器连接件23安装在一起后通过螺栓安装在中间板2上方,电缸输出端通过螺母iii10、螺母连接件11和中间板2连接在一起,压头部分安装在中间板2下方。工作时电缸6驱动中间板2上下移动,中间板2带动压头部分进行压装。压头部分由位移传感器24、位移传感器板25、位移传感器支架26、压头压力传感器27、碟簧28、铜套29、压头31、压头上板32、压头下板33、压头定位板34、压头导向套30、压头支撑轴35、压板i36、压板ii37、安装在一起组成,其中压板i36、压板ii37通过螺栓安装在中间板2下方,位移传感器支架26、压头支撑轴35上端通过螺栓安装在压头下板33上。碟簧28、压头压力传感器27、铜套29、安装在压头31上,位移传感器板25通过螺栓安装在压头31上,再将组装后的压头31通过螺栓安装在压头下板33上。压头导向套30通过螺栓安装在压头定位板34上,再将安装后的压头定位板34通过螺栓安装在压头支撑轴35下端。位移传感器24用螺栓安装在位移传感器支架26上后与位移传感器板25贴合。将组装后的压头下板33通过螺栓安装在压头上板32上后插入压板i36、压板ii37内用螺栓固定在中间板2下方。
21.底座支撑部分:由导轨14、导轨板15、主支撑板16、浮动板17、弹簧销轴18、定位板43、底座支撑板42、弹簧套41、导向柱40、底座支撑下板38、底座支撑限位板39、气缸滑轨21、定位块44组成,主支撑板16、导轨14、气缸滑轨21通过螺栓安装在下底板3上,导轨板15通过螺栓安装在导轨14上。浮动板17通过弹簧销轴18安装在导轨板上15,定位板43通过螺栓安装在浮动板17上,底座支撑板42一端通过螺栓安装在定位板43上,另一端通过螺栓安装在底座支撑下板38上。将导向柱40和弹簧套41安装在一起,通过螺栓安装在底座支撑下板38上,导向柱40在弹簧弹力作用下可竖直上下伸缩。底座支撑限位板39穿过导向柱40通过螺栓安装在底座支撑下板38上,底座支撑限位板39与车轮法兰面贴合,用于车轮的轴向定位,通过导向柱40完成车轮的中心及周向定位。气缸滑轨21通过定位块44驱动导轨板15带动底座支撑部分前、后滑动。
22.一种铝合金车轮自适应多孔同时压钢套设备工作过程为:首先设定压装工艺参数,然后将车轮所有螺栓孔与底座支撑部分的导向柱40对中,接着将车轮安放在底座支撑部分的底座支撑限位板39上,底座支撑限位板39与车轮法兰面贴合,用于车轮的轴向定位,通过导向柱40完成车轮的中心及周向定位,接着把钢套依次套在导向柱40上。然后启动设备,轨道14带动装载好车轮的底座支撑部分进入待压装区域,电缸6驱动中间板2向下移动,中间板2带动压头部分进行钢套压装。此时,也就开始了铝合金车轮钢套自适应装配工作。当压头31接触钢套时,钢套31下压导向柱40在弹簧弹力作用下竖直向下伸缩,位移传感器板25向上移动触发位移传感器24工作并自动记录压装过程位移数据,压头压力传感器27记
录过程压力数据并实时输出压装曲线,同时压头31上安装的碟簧28由于压力产生的形变可在压装过程中补偿装配产品的几何公差,实现了多孔同时压入、单孔自适应自我修正的功能。压装完成后电缸6驱动中间板2、压头31部分向上移动复位,此时就解决了传统硬限位工装在螺栓孔厚度存在偏差时的钢套装配同时压入无法完全压装到位的问题。
23.本实用新型能适合铝合金车轮多孔同时装配的需要,能起到降低质量风险、提高生产效率的作用,实现产品数据的可追溯性,同时具有适应性强、结构可靠的特点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1