一种密集型母线槽插口侧板拍弯模的制作方法
1.本实用新型涉及配电设备技术领域,尤其涉及配电设备的辅助设备,具体地说是一种密集型母线槽插口侧板拍弯模。
背景技术:
2.对于插口位置导体(a、b、c、n、pe)需要拍弯分相隔开密集型母线槽,侧板在插口位置需要弯曲成型,以用于安装插口座零件。传统的方法是侧板采用板材落料后采用折弯机折弯成型,加工工艺复杂,零件精度低,工作效率低,从而影响母线槽产品质量和经济效益。
技术实现要素:
3.本实用新型要解决的是现有密集型母线槽插口侧板加工工艺复杂,零件精度低,工作效率低的问题,旨在提供一种密集型母线槽插口侧板拍弯模,以提高母线槽产品质量和经济效益。
4.解决上述问题所采用的技术方案是:一种密集型母线槽插口侧板拍弯模,包括上模部分和下模部分,其特征在于所述的上模部分包括自上而下依次设置的上模座、上模垫板和上模,所述的上模座上设有模柄和导套,所述上模的下表面为加工面,具有与插口侧板形状相适配的两侧上模定位面、低于两侧上模定位面的上模冲压面和连接所述两侧上模定位面和上模冲压面之间的两个上模斜面;所述的下模部分包括自下而上依次设置的下模座、橡皮垫、下模垫板和下模,所述的下模座上设有与所述导套配合的导柱,所述下模的上表面为加工面,具有与插口侧板形状相适配的两侧下模定位面、高于两侧下模定位面的下模冲压面和连接所述两侧下模定位面和下模冲压面之间的两个下模斜面。
5.本实用新型的一种密集型母线槽插口侧板拍弯模,模柄和连接加工设备(如开式可倾压力机)的滑块模柄安装孔连接以传递动力。插口侧板的初始状态为薄板结构,具有主平面,以及位于两侧的前后边板。工作时,将被加工的插口侧板置于下模上,使插口侧板的主平面与下模定位面接触定位。当上模部分下行时,上模冲压面对插口侧板施压,使插口侧板中间下沉,直至上模冲压面、上模斜面和上模定位面与插口侧板的上表面接触,下模冲压面、下模斜面和下模定位面与插口侧板的下表面接触。此时,插口侧板的中间下沉面与两侧斜面形成所需的弯曲部分,从而完成拍弯加工。
6.本实用新型的一种密集型母线槽插口侧板拍弯模,加工工艺简单,工作效率高,加工出的零件精度较高,从而提高了母线槽产品的整体质量和经济效益。
7.作为本实用新型的进一步改进,所述的上模座位于最上方,为平板结构,其上设有一个模柄安装孔、二个导套安装孔、一组内六角螺钉安装孔和一组圆柱销定位孔;模柄台阶圆柱部分和上模座模柄安装孔过渡配合,工作时模柄露出部分和加工设计上的滑块模柄安装孔连接以传递动力;导套位于上模座导套安装孔中,导套和下模部分导柱配合,以满足工作时上下模之间导向和定位需要;上模垫板位于上模座下方,为平板结构,其上设有一组内六角螺钉安装孔和一组圆柱销安装孔,上模垫板主要起均衡载荷作用;上模位于上模垫板
底部,为板状结构,其上设有一组内六角螺钉螺纹孔和圆柱销定位孔,上模、上模垫板及上模座通过一组内六角螺钉和一组圆柱销连接在一起,所述的一组圆柱销用于定位,所述的一组内六角螺钉用于紧固;上模下表面的工作面为拍弯成型部分,其结构与插口侧板拍弯成型后的结构相适配。总之,上模部分实现插口侧板上表面的弯曲部分的拍弯成型及动力的传递。
8.作为本实用新型的再进一步改进,所述上模的冲压面为上凹弧面,用于补偿拍弯时尺寸的回弹,以提高插口侧板的形状和尺寸精度。
9.作为本实用新型的再进一步改进,所述的下模座位于下模部分的最底部,为平板结构,其上设有二个导柱安装孔、一组内六角螺钉安装孔和一组圆柱销定位孔,工作时下模座和加工设备(开式可倾压力机)的下工作台连接在一起;橡皮垫位于下模座上方,为平板结构,其上设有一组螺纹孔安装孔和一组圆柱销安装孔,橡皮垫用于上下模闭合时的卸压,以防止加工设备压榻块损坏;下模垫板位于橡皮垫上方,为平板结构,其上设有一组内六角螺钉安装孔和一组圆柱销安装孔,下模垫板主要起均衡载荷作用;上模位于下模垫板上方,为板状结构,其上设有一组内六角螺钉螺纹孔和一组圆柱销定位孔,下模、下模垫板、橡皮垫及下模座通过内六角螺钉和圆柱销连接在一起,下模上表面的工作面为拍弯成型部分,其结构与插口侧板拍弯成型后的结构相适配;导柱位于下模座导柱安装孔内,导柱和上模部分导套配合,以满足工作时上下模之间导向和定位需要。总之,下模部分实现插口侧板下表面的弯曲部分的拍弯成型。
10.作为本实用新型的再进一步改进,所述的下模冲压面为上凸弧面,该上凸弧面与上模的上凹弧面相合,用于补偿拍弯时尺寸的回弹,以提高插口侧板的形状和尺寸精度。
11.作为本实用新型的更进一步改进,下模上还开设有一组前后对称的定位凹槽,用于不同电流规格母线槽插口侧板的两侧前后边板的让位和定位。
附图说明
12.下面结合附图和实施例对本实用新型作进一步说明。
13.图1是密集型母线槽插口侧板制作过程中拍弯工序示意图。
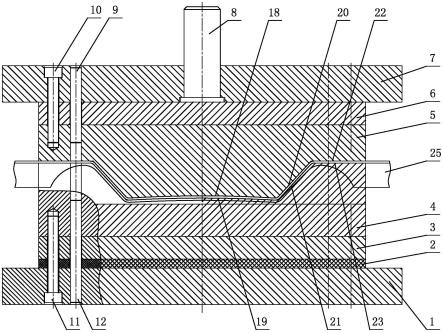
14.图2本实用新型中一种密集型母线槽插口侧板拍弯模结构示意主视图。
15.图3是图2的俯视图。
16.图4是图2的拆去上模后俯视图。
17.图5是图2的拆去下模后仰视图。
18.图6是图2的左视图。
19.图7是本实用新型的模具上限位置使用状态图。
20.图8是本实用新型的模具拍弯位置使用状态图。
21.图中,1为下模座、2为橡皮垫、3为下模垫板、4为下模、5为上模、6为上模垫板、7为上模座、8为模柄、9为圆柱销、10为内六角螺钉、11为内六角螺钉、12为圆柱销、13为导套、14为导柱、15为加工设备(开式可倾压力机)、16为滑块模柄安装孔、17为下工作台、18为上模冲压面、19为下模冲压面、20为上模斜面、21为内下模斜面、22为上模定位面、23为下模定位面、24为定位凹槽、25为插口侧板、26为插口侧板下表面、27为插口侧板斜面、28为插口侧板的下沉面,29为插口侧板的前后边板,30为插口侧板的主平面,31为插口侧板上表面,32为
插口侧板的弯曲部分。
具体实施方式
22.参照图1,密集型母线槽插口侧板25在加工前其主体部分为平板,包括主平面30和两侧的前后边板29。拍弯后,中间的下沉面28与其两侧的斜面27形成弯曲部分32。
23.参照1~图6,本实用新型的一种密集型母线槽插口侧板拍弯模,包括上模部分和下模部分。
24.所述的上模部分由模柄8、上模座7、导套13、上模垫板6、上模5、内六角螺钉10和圆柱销9组成。上模座7位于最上方,为平板结构,其上设有一个模柄安装孔、二个导套安装孔、一组内六角螺钉安装孔和一组圆柱销定位孔,上模座材料可选用q235钢或ht20-40灰口铸铁,机加工成型;模柄8台阶圆柱部分和上模座7模柄安装孔过渡配合,工作时模柄露出部分和加工设备的滑块模柄安装孔16连接以传递动力,模柄材料可选用45#钢,机加工成型,调质hrc28-32;导套13位于上模座导套安装孔中,导套13和下模部分导柱14配合,以满足工作时上下模之间导向和定位需要,导套材料可选用9mn2v合金钢,机加工成型,热处理hrc55-60。
25.上模垫板6位于上模座7下方,为平板结构,表面设计有一组内六角螺钉安装孔和一组圆柱销安装孔,垫板6主要起均衡载荷作用,上模垫板材料可选用45#钢,机加工成型,调质hrc28-32。
26.上模5位于上模垫板6底部,为平板结构,表面设计有一组内六角螺钉螺纹孔和圆柱销定位孔,上模5、上模垫板6及上模座7通过内六角螺钉10和圆柱销9连接在一起。上模5下表面的工作面为上模拍弯成型部分,具有与插口侧板形状相适配的两侧上模定位面22、低于两侧上模定位面的上模冲压面18和连接所述两侧上模定位面22和上模冲压面18之间的两个上模斜面20,工作面的整体为左右对称结构,形状根据插口侧板斜面27和下沉面28设计。上模冲压面18为上凹弧面,用于补偿拍弯时尺寸的回弹,以提高插口侧板25的形状和尺寸精度,上模材料可选用t10a、cr12、9mn2v等合金钢,机加工成型,热处理hrc58-60。
27.总之,上模部分实现插口侧板上表面31的弯曲部分拍弯成型及动力的传递。
28.所述的下模部分由下模4、下模垫板3、橡皮垫2、下模座1、导柱14、内六角螺钉11和圆柱销12组成。下模座1位于最底部,为平板结构,其上设计有二个导柱安装孔、一组内六角螺钉安装孔和一组圆柱销定位孔。工作时下模座1和加工设备(开式可倾压力机)下工作台17连接在一起。下模座材料可选用q235钢或ht20-40灰口铸铁,机加工成型。
29.橡皮垫2位于下模座1上方,为平板结构,其上设有一组螺纹孔安装孔和一组圆柱销安装孔,橡皮垫2用于上下模闭合时的卸压,以防止加工设备压榻块损坏。橡皮垫材料可选用耐油橡胶,机加成型。
30.下模垫板3位于橡皮垫2上方,为平板结构,其上设有一组内六角螺钉安装孔和一组圆柱销安装孔。下模垫板3主要起均衡载荷作用。下模垫板材料可选用45#钢,机加工成型,调质hrc28-32。
31.下模4位于下模垫板3上方,亦为平板结构,表面设计有一组内六角螺钉螺纹孔和一组圆柱销定位孔,下模4、下模垫板3、橡皮垫2及下模座1通过内六角螺钉11和圆柱销12连接在一起。下模4上表面的工作面为下模拍弯成型部分,具有与插口侧板形状相适配的两侧
下模定位面23、高于两侧下模定位面23的下模冲压面19和连接所述两侧下模定位面23和下模冲压面19之间的两个下模斜面21,整体为左右对称结构,下模拍弯成型部分形状根据插口侧板斜面27和下沉面28设计,下模冲压面19为上凸弧面,用于补偿拍弯时尺寸的回弹,以提高插口侧板的形状和尺寸精度,下模4上还开设有一组前后对称定位凹槽24,用于不同电流规格母线槽插口侧板25的前后边板29让位和定位。下模材料可选用t10a、cr12、9mn2v等合金钢,机加工成型,热处理hrc58-60。
32.导柱14位于下模座导柱安装孔内,导柱14和上模部分导套13配合,以满足工作时上下模之间导向和定位需要,导柱材料可选用9mn2v合金钢,机加工成型,热处理hrc55-60。
33.总之,下模部分实现插口侧板下表面26的弯曲部分模拍弯成型。
34.参照图7,本实用新型的模具上限位置使用状态图,将本实用新型一种密集型母线槽插口侧板拍弯模通过模柄8的上部露出部分和加工设备(开式可倾压力机)15的滑块模柄安装孔连接,将下模座1置于加工设备的下工作台17上并固定,拍弯前插口侧板下表面26和下模定位面23接触定位,插口侧板的前后边板29置于下模定位凹槽24内。插口侧板24材料可选用铝合金型材,根据母线槽不同电流规格设计不同高度尺寸h,铝合金型材外形美观,插口侧板零件通用性好。
35.参照图8,当上模部分下行时,上模冲压面18对插口侧板施压,使插口侧板中间下沉。当上模部分下行至上模冲压面18、上模斜面20和上模定位面22与插口侧板的上表面31接触,下模冲压面19、下模斜面21和下模定位面23与插口侧板的下表面26接触时,插口侧板的中间下沉面28与两侧斜面27形成所需的弯曲部分32,即完成插口侧板弯曲成型。加工设备可选择用开式可倾压力机等设备。
36.本实用新型结构简单、操作方便、通用性好,能在很大程度上提高密集型母线槽插口侧板零件尺寸和形位精度,提高产品质量和经济效益。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1