一种对称翻边的整形机构的制作方法
1.本实用新型涉及汽车零部件加工技术领域,具体为一种对称翻边的整形机构。
背景技术:
2.汽车零部件类型较多,特别是针对薄料翻边较高的汽车零部件,一般需要采用刚性挤料整形工艺进行加工生产。例如图7中的高翻边汽车零部件,产品为冷轧钢板将两边向上翻遍成型而成,最终翻边位置形成有多处弧焊焊接部,对翻边的尺寸形状控制要求较高,需要保证表面平整无不良起皱刮痕,面轮廓公差
±
0.3内,完整的料带工艺图可参阅图8。
3.针对上述高翻边零部件的加工生产,采用传统的刚性挤料整形工艺,一般为单边单独成型,等一边翻边成型完毕后再对另一翻边进行成型,整个加工过程不仅效率低下,而且多次刚性挤料容易对工件表面形成擦痕,导致生产的零部件不符合生产标准。
技术实现要素:
4.本实用新型针对现有技术中存在的技术问题,提供一种对称翻边的整形机构来解决上述高翻边零部件加工效率低下的问题。
5.本实用新型解决上述技术问题的技术方案如下:一种对称翻边的整形机构,包括下模座和上模座:
6.所述下模座位于上模座正下方;所述下模座上安装有整形块;所述下模座上还设置有两个分别位于整形块两侧的滑块座,所述滑块座与整形块间形成有翻边成型腔;
7.所述上模座的下方装设有两个分别位于两翻边成型腔上方的顶柱,所述顶柱底端安装有滑块;当料带承载至整形块上后,所述上模座下压可带动滑块沿滑块座向翻边成型腔移动,以使得料带向整形块翻边整形。
8.上述技术方案的基础上,本实用新型还可以做如下改进。
9.进一步,所述整形块包括位于顶部的第一承载面以及两个位于第一承载面两侧的翻边内成型面。
10.进一步,所述滑块座靠近整形块的一侧形成有第一斜面;所述滑块一侧形成有与第一斜面匹配的第二斜面,另一侧形成有与翻边内成型面匹配的翻边外成型面。
11.进一步,所述下模座上还设有多个竖直延伸至翻边成型腔内的滑块顶销;所述下模座下方设置有弹簧座,所述弹簧座内设有用于弹性支撑滑块顶销的弹簧。
12.进一步,还包括沿整形块一侧布置的送料浮块,用于拖载料带;所述送料浮块顶沿设有与料带匹配的定位孔。
13.进一步,所述整形块沿送料浮块两侧设置有两组,用于分别成型两组工件。
14.本实用新型的有益效果是:
15.1)本实用新型涉及的对称翻边的整形机构,通过整形块承载待加工的料带,当上模座下压的过程中,会带动两个滑块同步下移,从而将实现料带两侧边的同时翻边作业,一次翻边整形保证零部件翻边的高对称性,减少了二次定位成型的步骤,提升加工效率。
16.2)本实用新型涉及的对称翻边的整形机构,采用双向滑块进行翻边,结构受力均匀,滑块与工件的接触仿型且接触面积大,很好的解决了产品表面不留印和刮痕等外观要求。滑块与工件直接受力,可调式性能高,保证了产品的稳定性,提高了产品的精度。
附图说明
17.图1为本实用新型整体结构剖视图;
18.图2为本实用新型整体结构示意图;
19.图3为本实用新型整体结构爆炸图一;
20.图4为本实用新型整体结构爆炸图二;
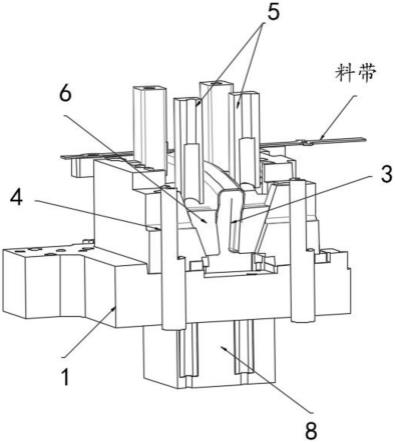
21.图5为本实用新型另一视角的整体结构示意图;
22.图6为本实用新型实施例中局部结构示意图;
23.图7为高翻边零部件的结构示意图;
24.图8为完整料带工艺图。
25.附图中,各标号所代表的部件列表如下:
26.1、下模座,2、上模座,3、整形块,3.1、第一承载面,3.2、翻边内成型面,4、滑块座,4.1、第一斜面,5、顶柱,6、滑块,6.1、第二斜面, 6.2、翻边外成型面,7、滑块顶销,8、弹簧座,8.1、弹簧,9、送料浮块, 9.1、浮块弹簧。
具体实施方式
27.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
28.需要说明的是,除非另有明确规定和限定,术语中“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,还可以是一体成型结构。对于本领域的普通技术人员,可以根据具体情况理解该类术语在本专利中的具体含义。
29.如图1-图5所示,本实用设计的对称翻边的整形机构,包括下模座1 和上模座2:
30.所述下模座1位于上模座2正下方;所述下模座1上安装有整形块3;所述下模座1上还设置有两个分别位于整形块3两侧的滑块座4,所述滑块座4与整形块3间形成有翻边成型腔。
31.所述上模座2的下方装设有两个分别位于两翻边成型腔上方的顶柱5,所述顶柱5底端安装有滑块6;当料带承载至整形块3上后,所述上模座2 下压可带动滑块6沿滑块座4向翻边成型腔移动,以使得料带向整形块3翻边整形。
32.本实用新型设计的对称翻边的整形机构,通过整形块3承载待加工的料带,当上模座2下压的过程中,会带动两个滑块6同步下移,从而将实现料带两侧边的同时翻边作业,一次翻边整形保证零部件翻边的高对称性,减少了二次定位成型的步骤,提升加工效率。
33.作为一种实施方式,所述整形块3包括位于顶部的第一承载面3.1以及两个位于第一承载面3.1两侧的翻边内成型面3.2。
34.进一步,所述滑块座4靠近整形块3的一侧形成有第一斜面4.1;所述滑块6一侧形成有与第一斜面4.1匹配的第二斜面6.1,另一侧形成有与翻边内成型面3.2匹配的翻边外成型面6.2。滑块6随上模座1下移的过程,通过第二斜面6.1沿第一斜面4.1相对滑动保证滑
块6移动的稳定性。通过待定翻边外成型面6.2逐渐贴合翻边内成型面3.2以实工件的翻边需求。
35.作为一种实施方式,所述下模座1上还设有多个竖直延伸至翻边成型腔内的滑块顶销7;所述下模座1下方设置有弹簧座8,所述弹簧座8内设有用于弹性支撑滑块顶销7的弹簧8.1,滑块6下移的过程中会下压滑块顶销 7,滑块顶销7压缩弹簧8.1并储存弹力,避免滑块6过渡走位;当工件成型完毕后,上模座2上移同时,弹簧8.1释放弹力推动滑块顶销7顶升,辅助推动滑块6归位。
36.作为一种实施方式,对称翻边的整形机构还包括沿整形块3一侧布置的送料浮块9,用于拖载料带;送料浮块9顶沿设有与料带匹配的定位孔,通过在料带预加工对应定位孔,并通过插销进行固定。送料浮块9可预先装配待加工的料带,并通过送料机精准送到整形块3侧的整形位置。另外,送料浮块9采用板状结构,不会占用过大体积,因此可以在送料浮块9两侧布置两组整形块3,用于分别成型两组工件,具体可参阅图6。在此条件下,通过冲床或压力机带动上模座2下压一次可以同时对料带上的两组工件进行翻边整形。
37.本实用新型的工作原理如下:
38.首先,将料带预装至送料浮块9上,然后将送料浮块9送至整形块3侧的整形位置,使得料带待成型区域拖载至整形块3上方。
39.然后,通过冲床或压力机带动上模座2下压,在顶柱5推动下带动滑块 6向翻边成型腔移动;此时料带的成型区域逐渐向下反正,直至完全贴合翻边内成型面3.2,完成一次冲压动作。
40.随后,待工件成型完毕后,带动上模座2上移,使得滑块6与已成型的工件脱离,即可完成一次工件整形。
41.最后,取出成型的工件,重复上述步骤,对料带上新的待成型区域进行加工。
42.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1