一种环形锻件加工用定位工装的制作方法
1.本实用新型涉及环形锻件加工技术领域,具体涉及一种环形锻件加工用定位工装。
背景技术:
2.环形锻件是锻造行业中的产物,是锻件的一种类型,是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件,这种力量典型的通过使用铁锤或压力来实现,锻件过程建造了精致的颗粒结构,并改进了金属的物理属性,是一种工业制品,在生产大型环形锻件时,通常会根据需求对环形锻件的表面进行打磨、钻孔等加工,然而,由于大型环形锻件的质量和体积较大,不方便挪动、调节环形锻件的位置,需要使用定位工装辅助才能定位大型环形锻件的位置。
3.现有的大型环形锻件定位工装在使用时,为了避免在将环形锻件放置在工件支撑板上时,大型环形锻件与工件支撑板碰撞导致工件、工件支撑板损坏,通常会采用弹簧对环形锻件的压力进行缓冲,但是,弹簧在长时间使用后产生弹力疲劳,会让弹力减小,会导致工件支撑板的位置下降,从而让工件支撑板上的环形锻件的高度降低,改变了环形锻件和加工设备之间的距离,还需要调节加工设备的高度才能对环形锻件进行加工,较为麻烦。因此,本领域技术人员提供了一种环形锻件加工用定位工装,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种环形锻件加工用定位工装,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种环形锻件加工用定位工装,包括:工作台和支撑组件,工作台上端面的一侧设置有电机,电机的输出端安装有螺纹杆,螺纹杆的另一端转动安装在工作台上端面的另一侧,且工作台的上端面位于螺纹杆的两侧均设置有滑轨,支撑组件包括滑座和推板,滑座安装在螺纹杆的外壁并滑动在两个滑轨上,滑座上端面的中间位置处设置有液压缸,推板安装在液压缸的输出端,推板的上方设置有支撑板,支撑板的底部四角均设置有定位杆,定位杆贯穿推板、滑座延伸至滑座的下方,并且,定位杆位于推板下方的外壁设置有限位环,限位环的下端面与滑座的上端面之间安装有弹簧,弹簧套设在定位杆的外壁,定位杆位于滑座下方的一端设置有限位板;
7.支撑板上端面的中心位置处开设有十字槽,十字槽的内部设置有定位机构,定位机构包括两个电动丝杆,两个电动丝杆呈交叉安装在十字槽的内部,并且,电动丝杆的外壁安装有两个呈对称分布的调节板,调节板以能够移动的方式滑动在十字槽的内部。
8.优选地,滑座的底部四角均安装有滚轮,滚轮滚动在滑轨的顶部。
9.优选地,滑座、推板与定位杆对应的位置均开设有通孔,定位杆滑动在通孔的内
部。
10.优选地,限位环、限位板的端面大于通孔的开口面积。
11.优选地,四个调节板呈等距分布在支撑板的上端面。
12.优选地,定位杆的长度小于推板与工作台之间的距离。
13.优选地,调节板的形状为弧形板。
14.与现有技术相比,本实用新型的优点在于:通过设置定位杆和弹簧,可让弹簧对支撑板受到的环形锻件的压力进行缓冲,能够减小环形锻件与支撑板之间的碰撞力,避免了因环形锻件与支撑板之间的碰撞力度较大而导致环形锻件、支撑板损坏的情况发生,通过设置液压缸和推板,可让推板在液压缸的作用下向上推动支撑板,能够对支撑板上的环形锻件进行举托,让环形锻件的端面始终保持在一个高度,避免了因弹簧弹力疲劳而导致环形锻件的高度出现变化影响加工的麻烦出现。
附图说明
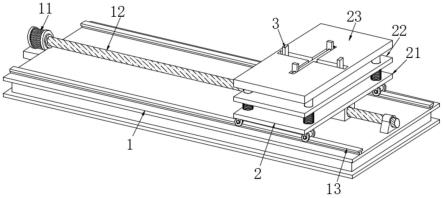
15.图1为根据本实用新型一实施例的定位工装的立体示意图;
16.图2为根据本实用新型一实施例的支撑组件的拆分示意图;
17.图3为根据本实用新型一实施例的电动丝杆的位置分布图;
18.图4为根据本实用新型一实施例的支撑组件的平面示意图。
19.图中:1、工作台;11、电机;12、螺纹杆;13、滑轨;2、支撑组件;201、通孔;21、滑座;22、推板;23、支撑板;231、十字槽;24、液压缸;25、定位杆;251、限位环;252、限位板;26、弹簧;27、滚轮;3、定位机构;31、电动丝杆;32、调节板。
具体实施方式
20.在本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、或以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。另外,术语“包括”及其任何变形,意图在于覆盖不排他的包含。
21.结合图1所示,工作台1上端面的一侧设置有电机11,电机11的输出端安装有螺纹杆12,螺纹杆12的另一端转动安装在工作台1上端面的另一侧,且工作台1的上端面位于螺纹杆12的两侧均设置有滑轨13,滑座21安装在螺纹杆12的外壁并滑动在两个滑轨13上,滑座21的底部四角均安装有滚轮27,滚轮27滚动在滑轨13的顶部。
22.在一个实施例中,在将环形锻件固定在支撑板23上后,电机11工作驱动螺纹杆12正向转动,可让安装在螺纹杆12上的滑座21在滑轨13上移动,能够将滑座21移动至外部加工设备下方,方便了对环形锻件的加工,并且,滑座21通过滚轮27移动在滑轨13上,滚轮27能够减少滑轨13与滑座21之间的摩擦力,方便了滑座21的移动。
23.在一个实施例中,在对环形锻件进行加工时,电机11工作驱动螺纹杆12反向转动,
可让安装在螺纹杆12上的滑座21在滑轨13上移动,能够将滑座21移动至外部加工设备的一侧,可方便将大型环形锻件吊装在支撑板23上,外部加工设备不会对大型环形锻件的吊装产生干涉。
24.结合图2和图4所示,支撑组件2包括滑座21和推板22,滑座21安装在螺纹杆12的外壁并滑动在两个滑轨13上,滑座21上端面的中间位置处设置有液压缸24,推板22安装在液压缸24的输出端,推板22的上方设置有支撑板23,支撑板23的底部四角均设置有定位杆25,定位杆25贯穿推板22、滑座21延伸至滑座21的下方,并且,定位杆25位于推板22下方的外壁设置有限位环251,限位环251的下端面与滑座21的上端面之间安装有弹簧26,弹簧26套设在定位杆25的外壁,定位杆25位于滑座21下方的一端设置有限位板252,滑座21、推板22与定位杆25对应的位置均开设有通孔201,定位杆25滑动在通孔201的内部。
25.在一个实施例中,在将大型环形锻件吊装在支撑板23上时,大型环形锻件与支撑板23接触,并压动支撑板23向下位移,会让定位杆25在通孔201中向下滑动,可让定位杆25上的限位环251向下压动弹簧26发生形变,能够通过弹簧26的弹力对大型环形锻件的压力进行缓冲,减小了环形锻件与支撑板23之间的碰撞力,避免了因环形锻件与支撑板23之间的碰撞力度较大而导致环形锻件表面、支撑板23损坏的情况发生,实现了对环形锻件、支撑板23的保护。
26.在一个实施例中,在将大型环形锻件放置在支撑板23上后,液压缸24工作,安装在其输出端的推板22在液压杆的作用下向上移动,可让推板22向上推动支撑板23位移,能够对支撑板23上的大型环形锻件进行举托,可以让环形锻件的端面始终保持在一个高度,避免了因弹簧26弹力疲劳而导致环形锻件的高度出现变化的情况发生,也避免了调节加工设备高度的麻烦出现,省时省力。
27.在一个实施例中,由于限位板252的端面大于通孔201的开口面积,可通过限位板252对定位杆25、支撑板23进行限位,能够防止定位杆25、支撑板23脱离滑座21的情况发生,对限定环形锻件端面的高度起到了辅助作用。
28.结合图2和图3所示,支撑板23上端面的中心位置处开设有十字槽231,十字槽231的内部设置有定位机构3,定位机构3包括两个电动丝杆31,两个电动丝杆31呈交叉安装在十字槽231的内部,并且,电动丝杆31的外壁安装有两个呈对称分布的调节板32,调节板32以能够移动的方式滑动在十字槽231的内部,四个调节板32呈等距分布在支撑板23的上端面。
29.在一个实施例中,在将大型环形锻件放置在支撑板23上后,四个调节板32处于环形锻件的环形槽中,两个电动丝杆31同时正向转动,可让安装在其上的四个调节板32在十字槽231中反向滑动,能够让调节板32贴合在环形锻件的环形槽的内壁调节环形锻件的位置,可让环形锻件的圆心与支撑板23的圆心相重合,避免了因环形锻件在支撑板23上的位置偏移而导致加工位置偏移的情况发生,实现了对环形锻件的位置调节、定位。
30.在一个实施例中,由于调节板32的形状为弧形板,由弧形的调节板32在环形锻件的环形槽中调节其位置,能够让调节板32贴合在环形锻件的环形槽内壁,不会让调节板32与环形段件的环形槽内壁干涉,可以防止调节板32对环形锻件的环形槽内壁造成损伤的麻烦出现。
31.本实用新型的工作原理是:在使用时,先将大型环形锻件吊装并放置在支撑板23
上,让大型环形锻件压动支撑板23向下位移,并让定位杆25在通孔201中向下滑动,让定位杆25上的限位环251向下压动弹簧26发生形变,能够通过弹簧26的弹力对大型环形锻件的压力进行缓冲,减小了环形锻件与支撑板23之间的碰撞力,避免了因环形锻件与支撑板23之间的碰撞力度较大而导致环形锻件表面、支撑板23损坏的情况发生,在将大型环形锻件放置在支撑板23上后,液压缸24工作,让推板22在液压缸24液压杆的作用下向上移动,并推动支撑板23位移,能够对支撑板23上的大型环形锻件进行举托,可以让环形锻件的端面始终保持在一个高度,避免了因弹簧26弹力疲劳而导致环形锻件的高度出现变化的情况发生,也避免了调节加工设备高度的麻烦出现,省时省力,而且,在调节完大型环形锻件的高度后,两个电动丝杆31同时正向转动,可让安装在其上的四个调节板32在十字槽231中反向滑动,能够让调节板32贴合在环形锻件的环形槽的内壁调节环形锻件的位置,可让环形锻件的圆心与支撑板23的圆心相重合,避免了因环形锻件在支撑板23上的位置偏移而导致加工位置偏移的情况发生,实现了对环形锻件的位置调节、定位。
32.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1